
油道复杂汽车件工艺开发及改进
2019-07-25 08:49王玉国
铸造设备与工艺 2019年2期
王玉国,吕 猛
(太重集团榆液液压工业有限公司铸造分公司,山西晋中 030600)
关键字:UG三维建模;油道复杂汽车件;工艺优化
铸造生产过程中,复杂油道铸件的铸造生产一直是困扰的难题。离合器壳是某汽车装配公司,自动变速箱的重要零部件,要求油道必须使用油道喷丸机进行处理,必须使用合适的内窥镜进行检测,确认不得有影响清洁度的问题。
1 离合器壳体铸件
离合器壳体铸件如图1所示,离合器壳体的材质是HT200,单重74 kg,外形轮廓尺寸为600 mm×515 mm×156 mm,最小壁厚6 mm,最大壁厚100 mm,内腔结构复杂,有三处油道,1#油道最小高度为10 mm,最宽尺寸为60 mm,总长230 mm;2#油道最小高度12 mm,总长210 mm.要求铸件内部致密[1],不得有缩孔、缩松、气孔等铸造缺陷,样件100%X射线检测。油道不得有粘砂、披缝,100%内窥镜检查。本体取样,金相检测放大倍数为100倍,碳化物和磷共晶放大倍数为400倍;石墨以A型石墨为主,石墨长度按ASTM A247进行评估,石墨长度应为3~6级。
2 原工艺存在的问题
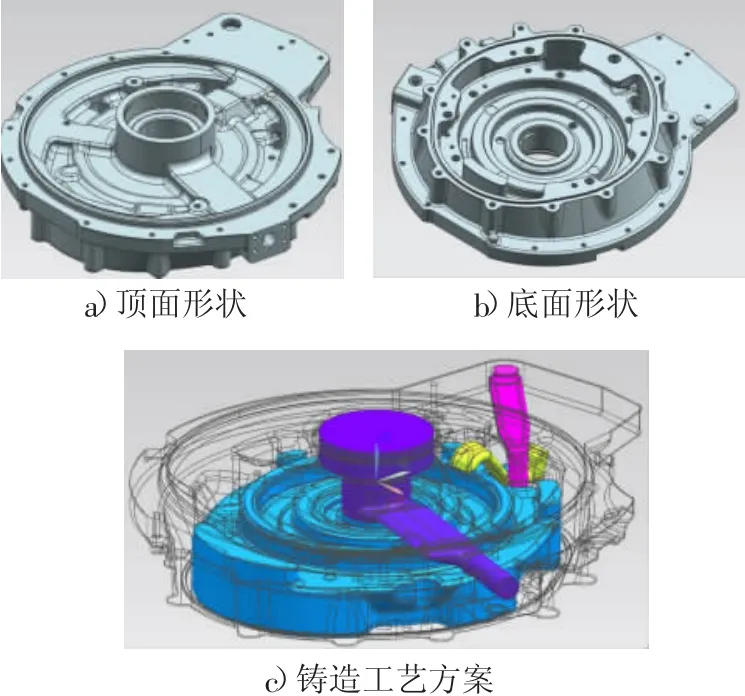
图1 铸件外形
采用3 t中频感应电炉熔炼,化学成分(质量分数,%) 为:ω(C):3.05~3.15;ω(Si):1.45~1.55;ω(Mn):0.9~1.0;ω(P)<0.05;ω(Cu):0.1~0.15;ω(S):0.07~0.09.一次孕育剂加入质量分数为0.4%.采用湿型砂在SAVELLI静压造型线上生产,一型1件。型砂湿压强度为175 kPa,紧实率33%,水分3.75%,透气性105.内腔由覆膜砂热芯形成,油道砂芯组芯如图2所示。油道砂芯为覆膜砂热芯(1#、2#、3#);工艺开发基于UG三维软件实体建模,拟合砂芯制芯、组芯、下芯方式;为了便于生产线下芯,设计4#冷芯,整体组芯后下芯。分型面为图1中法兰大平面,铸件基本全在下箱,1#砂芯顶部做排气孔。利用华铸CAE模拟软件进行凝固模拟分析[2];结合该件材质、结构及模数,采用无冒口设计[3],出品率达到89%.为保证铸件上表面质量,浇注系统采用陶瓷过滤网,各组元截面积比为:∑F直∶∑F阻:∑F横∶∑F内=1.3∶0.8∶1.3∶1.6.为保证铁液通过过滤网具有良好的流动性,浇注温度为1 360℃~1 420℃,浇注时间控制在16 s.样件经X射线检测,内部无缩孔、缩松缺陷;铸件表面气孔、砂眼缺陷废品率为0.5%.
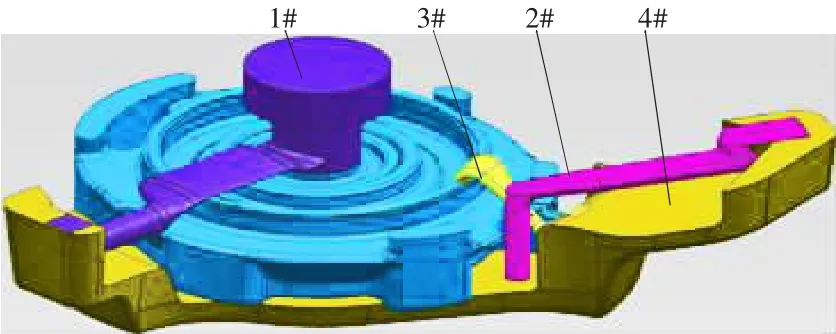
图2 砂芯装配
存在的问题:(1)4#砂芯制芯机为冷芯射芯机,材料为三乙胺树脂砂,转运过程中,发现有部分变形开裂,造成大量砂芯报废;(2)部分铸件油道内部粘砂如图3、图4所示,通过内腔喷丸机无法清理干净;(3)95%铸件油道堵塞。
前期采取工艺措施[4]:针对油道砂芯(如图7)易断裂、高温凝固过程中易开裂的问题(如图3),在造型前,放置合适的芯撑子,效果有改善,100%铸件油道堵塞问题解决,但是95%铸件三处油道,尺寸有偏差,而且内部有不同程度披缝残留,内腔喷丸不能清理。同时某加工装配公司打压失败,不满足客户技术要求,不能彻底解决问题。

图3 油道剖开情况

图4 粘砂
3 工艺分析及改进
原因分析:(1)4#砂芯(如图 5)变形开裂主要原因是三乙胺树脂砂芯强度低,砂芯结构设计不好,两头的砂芯重量大造成拉应力;(2)油道内部粘砂主要原因是:覆膜砂芯在高温下反应,表面强度低;(3)油道砂芯断裂的原因是:油道砂芯原砂是硅砂,在570℃,820℃有两次晶格改变,高温下膨胀变形,造成砂芯浇注后变形或断裂。
采取措施:(1)针对4#砂芯变形开裂的问题,组芯区域做加强筋,如图6所示;(2)针对油道内部粘砂(如图4),采取油道砂芯全部刷涂料的措施,如图7所示;(3)使用宝珠砂原砂的覆膜砂做细小薄弱的油道芯[5](如图8),专机使用,优点是发气量低,强度高,易溃散,耐火度高,高温下变形量很小,可以解决断芯问题。

图5 4#砂芯

图6 加强筋

图7 涂涂料的油道砂芯

图8 用宝珠砂为原砂的油道芯
4 效果及验证
按照此工艺更改方案,目前已经生产500件,4#砂芯在生产过程中无断裂现象。根据顾客技术要求,对所有铸件进行油道内窥镜检测,油道内腔喷丸后,表面光滑,无披缝、多肉、粘砂缺陷。该铸件已通过客户性能测试,成功实现了批量生产。
5 结论
通过该油道结构复杂离合器壳体铸件的开发,分析了该类铸造缺陷的产生原因,提出了解决油道壁厚不均匀、粘砂、隔墙等铸造缺陷的方法,通过更改砂芯原材料及工艺优化,废品率由原来的95%降低为0.5%.
猜你喜欢
工友(2022年7期)2022-07-23
焊管(2022年6期)2022-06-23
表面技术(2021年9期)2021-10-16
表面技术(2021年4期)2021-05-08
铸造设备与工艺(2021年1期)2021-04-21
理化检验(物理分册)(2021年3期)2021-03-23
科技视界(2020年26期)2020-09-24
汽车维护与修理(2019年14期)2019-08-08
科技创新与应用(2019年8期)2019-06-27
中国建筑金属结构(2019年4期)2019-05-15
