
太阳极紫外成像仪光学系统研制
2019-08-20 12:06彭吉龙王姗姗田东波聂翔宇冯桃君马子良
航天器环境工程 2019年4期
于 钱,彭吉龙*,王姗姗,张 凯,田东波,聂翔宇,冯桃君,马子良
(1. 北京卫星环境工程研究所,北京 100094; 2. 北京理工大学 光电学院,北京 100081)
0 引言
太阳是地球空间环境扰动的基本外源。太阳活动,包括耀斑、日冕物质抛射(CME)等,对空间环境影响巨大,可能导致卫星失效,国内外有多个航天器故障案例与日-地空间环境的灾变有关[1-2];此外,其对地磁场的剧烈扰动还会引发电离层暴,影响卫星的通信质量及导航系统的正常工作,降低定位精度[3-4]。因此,对于太阳活动的观测数据是开展空间天气预报研究的重要资料。国外开展了大量对太阳极紫外波段成像观测的研究[5-8],如:美国1960年至1976年间发射的“轨道太阳观测台”(OSO)卫星系列,获得了大量太阳极紫外图像;1995年发射的SOHO卫星配置了4波段的极紫外成像仪;1998年的TRACE卫星和2010年的SDO卫星均配置了高分辨率的太阳极紫外成像仪。近年来我国正逐渐开展太阳极紫外成像观测的研究[9],但截止目前还没有在轨太阳成像观测的事例。
本文针对太阳观测的需求,设计并研制高分辨率的太阳极紫外成像仪光学系统,并对该光学系统性能进行检测,以期为今后的太阳观测工作提供硬件基础。
1 成像仪性能
太阳极紫外成像仪性能主要依据太阳观测的物理需求,包括以下3个方面[10]:
1)极紫外工作波段
SOHO/EIT、TRACE等国外观测结果表明,利用FeXII 19.5 nm光谱能够观测到多项太阳爆发的先兆现象或伴生现象,有利于监测日冕结构演变。本文太阳极紫外成像仪选择19.5 nm波长作为观测目标。
2)视场角
成像仪视场需要覆盖整个日面,以便同时捕捉整个日面活动区的位置和演变。日地平均距离处太阳张角约为32′,因此成像仪的视场角应该大于32′。
3)角分辨率
太阳活动及其伴生现象区域的尺寸通常在数十角秒以上,因此,用于观测这些活动现象的成像仪的角分辨率达到数个角秒就能够满足需求,可以根据成像光学系统和成像传感器的分辨性能,适当要求高分辨率,实现精细结构观测。
依据上述的观测需求,本文研制的太阳极紫外成像仪的基本技术指标如表1所示。
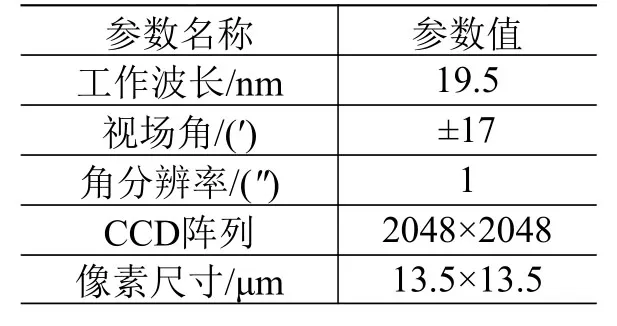
表1 成像仪技术指标Table 1 Technical specifications of the imaging telescope
2 光学系统设计
光学系统是成像仪的关键部分。本文的成像仪对19.5 nm的极紫外谱线成像,采用R-C望远镜光学系统结构。对于正入射望远镜而言,既要考虑满足分辨率要求,还要尽可能实现大的光收集面积和小的镜体体积。经综合分析,成像仪采用主镜抛物面镜、次镜凸双曲面镜的设计。
成像仪系统光路如图1所示。
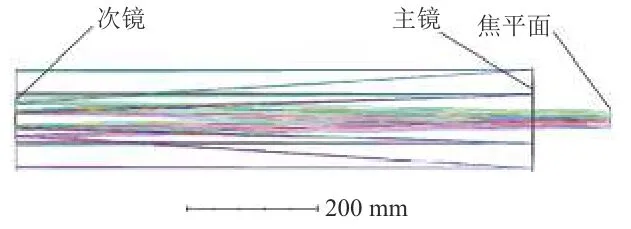
图1 光学系统光路Fig.1 Light path of the optical system
成像仪光学系统的设计参数如表2所示。
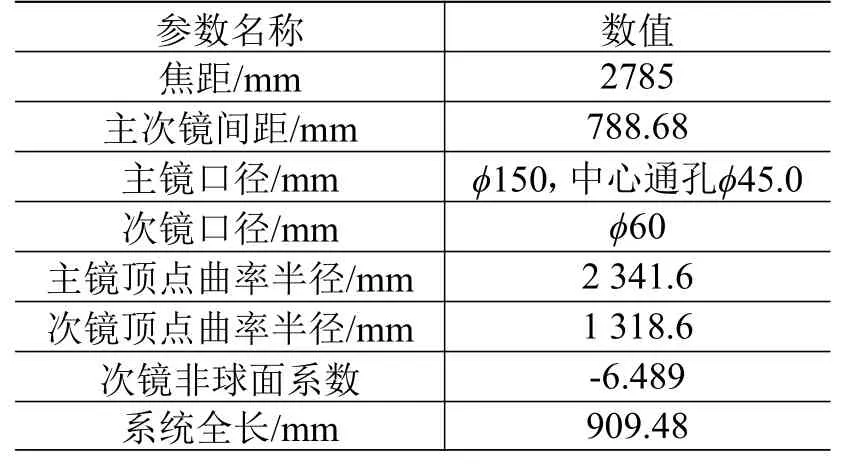
表2 成像仪光学系统参数Table 2 Optical system parameters of the imaging telescope
成像仪光学系统的成像质量要求是:空间角分辨率优于1″。对应焦距为2785 mm的光学系统,1″角距在像面上对应的线距为13.5 μm。因此,满足空间角分辨率优于1″的条件为:
1)像素分辨率,即探测器像元尺寸应≤13.5 μm;
2)像素包围能量比,参照较为保守的考瑞利判据,光学系统焦面光斑80%以上的能量应集中于一个像元的区域内,即 13.5 μm×13.5 μm 的范围内。
系统使用波长为19.5 nm,波长极短,相比于可见光成像系统,衍射效应基本可忽略不计。点列图代表在忽略衍射情况下追迹入射光线与像面的交点位置,可直观地展示出像面光斑弥散程度与像元大小的比例关系;更进一步,可定量计算各视场入射光线在像面上 13.5 μm×13.5 μm 区域内的能量与总能量的比值,以0.8为标准,判断所设计的成像仪光学系统角分辨率是否达到优于1″。
使用ZEMAX软件对光学系统进行点列图及像素包围圆能量分析。以探测器中心为0视场,方形探测器内切圆半径为1视场,则0、0.3、0.7、1视场的点列图见图2。为直观比较焦面光斑的弥散程度与像元尺寸大小的关系,将图2中观察区域设为一个像素的大小:13.5 μm×13.5 μm。可以看到,探测器内切圆视场范围内,点列图全部集中在一个像元内。
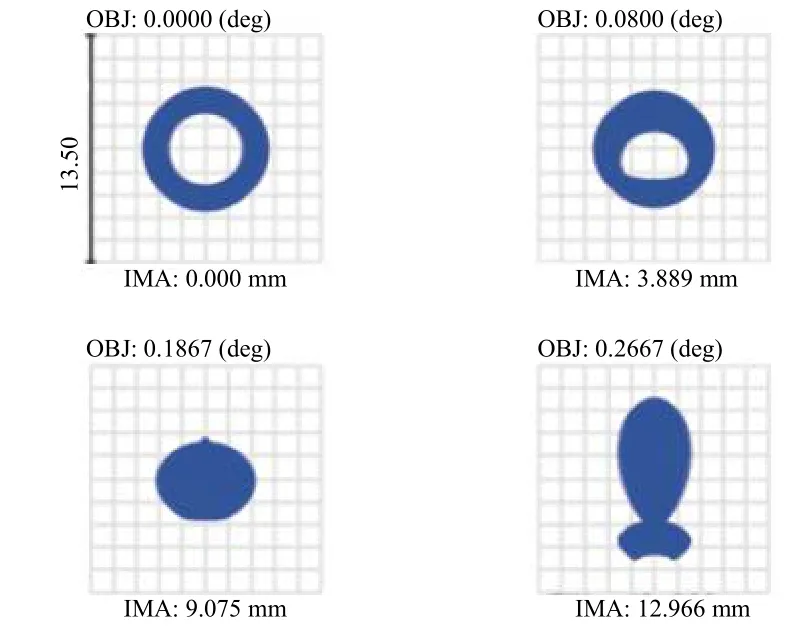
图2 各个视场点列图Fig.2 Spot diagram of different field views
0、0.3、0.7、1视场像素包围圆能量比见图3。全视场范围内,考虑衍射效应的情况下,像素包围圆能量比均大于98%。
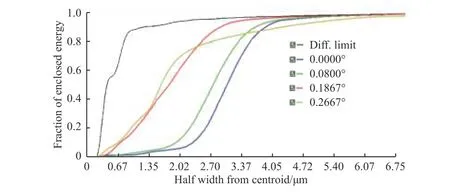
图3 各个视场包围圆能量比Fig.3 Enclosure circle energy of different field views
3 光学系统研制
3.1 光学系统结构
太阳极紫外成像仪系统采用一体化设计。主镜、次镜及CCD等均在一个基准平面(底面)上进行装调。为了提高系统的稳定性,箱体内部采用桁架支撑结构,主镜座、次镜支架及3块隔板形成加强筋,对上下底面、左右侧板共同包围形成的成像仪主体结构刚度进行加强。设计完成的成像仪光学系统总体结构如图4所示。
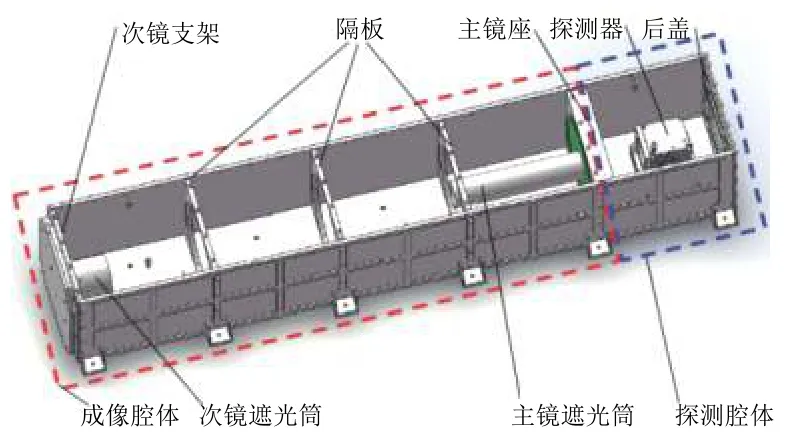
图4 光学系统结构Fig.4 Structure of the optical system
主镜镜框设计如图5所示。镜框四周分别开有一个注胶孔,主镜通过光学硅橡胶粘在镜框内,胶垫起到良好的缓冲与消应力作用。主镜前侧压圈作为系统孔径光阑,同时对主镜有一定的保护作用。压圈与主镜间有少量间隙,不直接接触主镜,避免主镜受垂直镜面的压力引起面形变化。
次镜镜框设计如图6所示。为减小中心遮拦,将次镜镜框与次镜遮光罩合并。次镜通过光学硅橡胶粘在镜框底部。次镜框与次镜支架间通过一顶三拉的调节形式,实现次镜平移、倾斜调整。调整螺钉上对向穿套碟形垫圈,实现次镜在任意调整姿态下的锁紧。次镜的轴向平移(z向平移)调整通过在中心调整螺钉上加减垫片实现,位置精调通过周围3个调整螺钉的同向转动调整实现;次镜的x、y向倾斜以及平移分别通过调整周围3个螺钉以及调整卵形孔来实现。
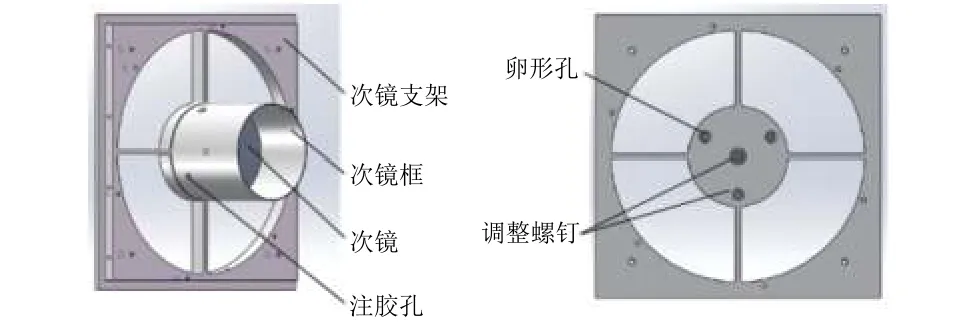
图6 次镜镜框结构Fig.6 Structure of the secondary mirror frame
3.2 反射镜加工
因为反射镜要镀19.5 nm的极紫外膜,所以对受光表面粗糙度及面形的要求都极高。成像仪光学系统的主镜为抛物面镜,材料为微晶玻璃,直径为φ150 mm,中心孔直径φ45 mm。主镜抛光面为环形,中心孔直径较大,可采用中心黏结辅助块补中心孔的方法解决面形加工问题;加工外形时在数控加工设备上进行,完全能保证几何形状精度。
主镜加工完成后,使用BRUKER白光轮廓仪、20倍物镜检测其表面粗糙度。结果如图7所示,表面粗糙度RMS值为0.306 nm。
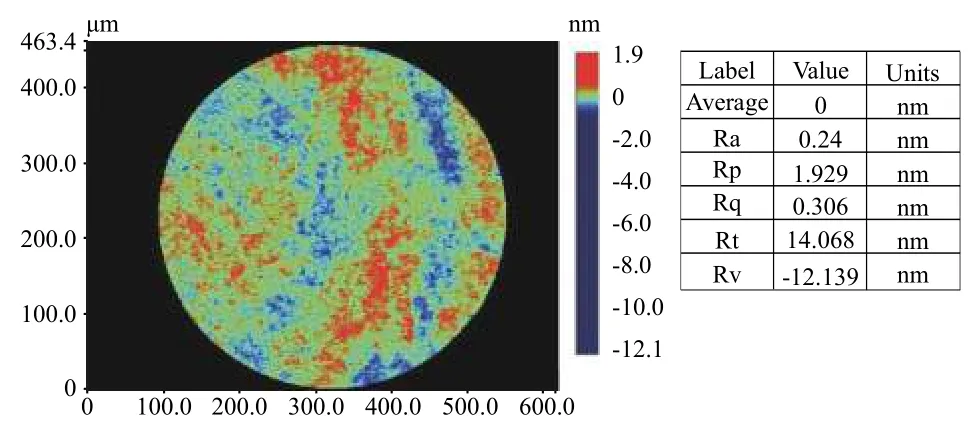
图7 主镜表面粗糙度测试结果Fig.7 Test result of surface roughness of the primary mirror
使用ZYGO激光球面干涉仪检测主镜面形。结果如图8所示,其面形误差RMS值为0.016λ(λ=632.8 nm)。
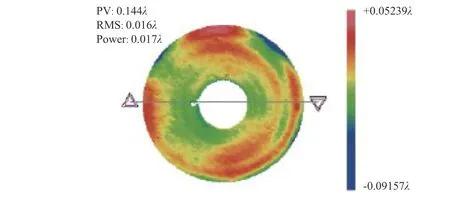
图8 主镜面形测试结果Fig.8 Test result of surface shape of the primary mirror
次镜为凸双曲面镜,材料为微晶玻璃,直径为φ60 mm。使用BRUKER白光轮廓仪、20倍物镜检测其表面粗糙度。结果如图9所示,表面粗糙度RMS值为 0.353 nm。
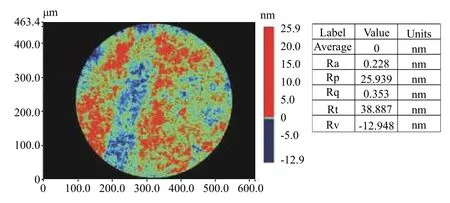
图9 次镜表面粗糙度测试结果Fig.9 Test result of surface roughness of the secondary mirror
使用ZYGO激光球面干涉仪检测次镜面形。结果如图10所示,其面形误差RMS值为0.013λ(λ=632.8 nm)。
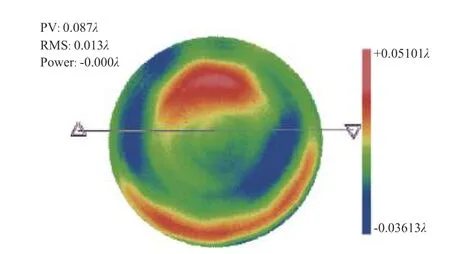
图10 次镜面形测试结果Fig.10 Test result of surface shape of the secondary mirror
4 光学系统检测
4.1 系统角分辨率测试方法
太阳极紫外成像仪是高分辨率成像仪器。目前,对于成像仪角分辨率的检测评价方法主要有两种[11-12]。一种是采用工作波长直接检测,即:将分辨率板置于平行光管的焦点处,由工作波长的光照射该分辨率板,透射光经平行光管后成为平行光束,经成像仪光学系统后在CCD相机上成像,根据图像判断成像仪的角分辨率。另一种是间接检测,即:用干涉仪检测光学系统出瞳面上的波像差,再计算出光学系统在工作波长的点扩散函数,据此判断成像仪的角分辨率。目前,由于极紫外光源直接测量方法的实施难度及成本都非常大,所以本文选用间接检测方法对研制的成像仪光学系统的角分辨率进行检测。
4.2 系统角分辨率测试结果
使用ZYGO干涉仪对光学系统进行装调,在装调过程中,观察干涉仪上的干涉图的变化,通过调整主镜和次镜间距,以及主镜和次镜的倾角,获得最佳干涉条纹。装调完成后的光学系统实测的出瞳面上的波像差见图11,光学系统波像差PV值为0.262λ,RMS值为 0.031λ。从系统波像差角度而言,该光学系统的像质优良。
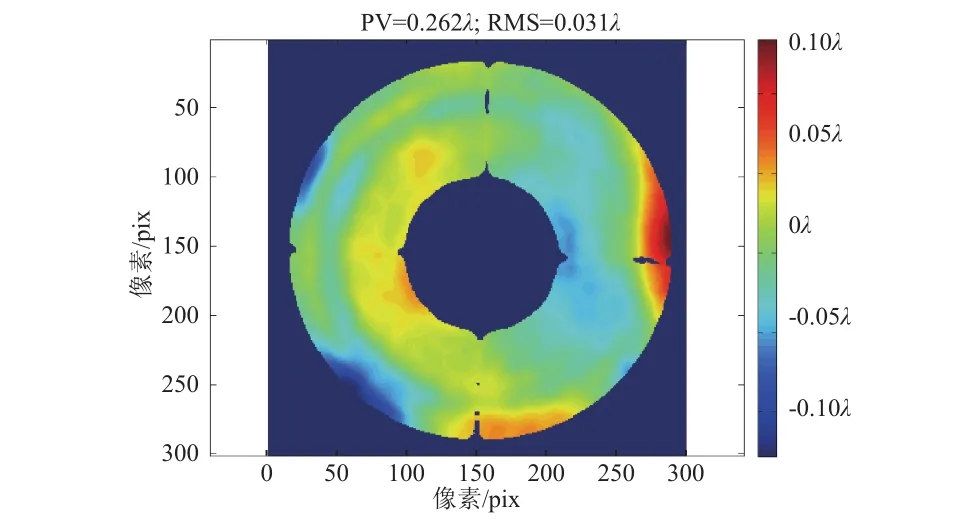
图11 光学系统波像差测试结果Fig.11 Test result of wavefront aberration of the optical system
使用像素环围能量比作为系统角分辨率是否达到技术要求的评价指标。具体到本文的光学系统,1个像元的大小是 13.5 μm×13.5 μm,对应物方视场角1″×1″。如果物方指定视场的一个无限远理想点光源发出的光波,经此光学系统成像后,有80%(对应理想光学系统艾里斑主峰能量)以上的能量都集中在一个像素的范围内,则判定该系统在当前视场的分辨率可达到1″。考察±17′视场范围内,各个视场的分辨率是否均达到1″,则可验证该系统的视场是否达到了±17′。实际测试过程中,为便于操作,选取了中心和4个边缘(±17′)共5个视场进行测试。
将测得的波像差输入到光学设计软件中,即可算出 19.5 nm 波长时 13.5 μm×13.5 μm 大小的像素环围能量比。依次对上述5个视场进行计算,得到的像素环围能量比见表3。可以看出,中心视场和边缘±17′视场的像素环围能量比均大于80%。因此可以认为,所研制的太阳极紫外成像仪光学系统在±17′视场范围内,满足角分辨率达到1″的要求。
5 结束语
本文介绍太阳极紫外成像仪的光学系统设计;完成成像仪光学系统研制装调后,采用干涉仪检测出光学系统出瞳面上的面形误差,再计算出其在19.5 nm工作波长时的点扩散函数,对成像仪光学系统的角分辨率进行检验;测试结果验证了在视场角±17′的范围内,光学系统的角分辨率优于1″。本文工作的开展为今后的载荷研制奠定了基础。
猜你喜欢
现代电子技术(2022年18期)2022-09-17
航天返回与遥感(2022年3期)2022-07-07
国际太空(2021年11期)2022-01-19
家庭影院技术(2020年2期)2020-03-25
科学与财富(2018年28期)2018-11-16
航空知识(2017年4期)2017-06-30
中国化妆品(2017年12期)2017-06-27
太空探索(2016年7期)2016-07-10
CHIP新电脑(2016年3期)2016-03-10
微型计算机(2009年4期)2009-12-23
