UOP AFTM填料安装施工工艺
2019-08-27 03:46刘庆云
价值工程 2019年19期
刘庆云


摘要:按照汽柴油专标委和中石油的汽油质量标准升级总体安排,各炼厂将于2018年底前完成车用汽油产品国VI质量升级的相关工作,并计划于2019年1月1日起将车用汽油出厂质量标准切换为国VI标准。为了达到要求,某石化厂2018年催化装置进行了反再系统的改造,引进UOP专利技术,根据UOP公司随机安装说明(英文原文)及施工现场的实际情况,将随机安装说明翻译后,并编制了针对催化装置两器内部特点的AF填料安装技术方案。
Abstract: According to the general arrangement of gasoline and diesel special standard committee and PetroChina's gasoline quality standard upgrade, each refinery will complete the work related to the upgrading of VI quality of motor gasoline products by the end of 2018, and plans to switch the factory quality standard for motor gasoline to the national VI standard from January 1, 2019. In order to meet the requirements, a petrochemical plant carried out a retrofit of the catalytic device in 2018, introduced UOP patented technology, translated and prepared the random installation instructions according to the UOP random installation instructions (original English) and the actual situation of the construction site, and prepared the AF packing installation technical solution for the internal characteristics of the catalytic device.
關键词:催化;两器;AFTM填料;安装
Key words: catalysis;two devices;AFTM packing;installation
0 引言
某石化厂80万吨/年催化裂化装置,在2018年改造中需要增产催化汽油。装置老旧(94年建成),采用同高并列式、前置烧焦罐工艺。本次改造后反应温度由494℃提高到521℃,催化剂循环量有较大提高,待生剂在汽提段停留时间仅为31.5秒,因此在维持汽提段壳体利旧的情况下,采用UOP专利AF填料技术,更换汽提蒸汽分布管,从而使焦中氢含量可以控制在6.5左右。
1 工程概况
1.1 填料分布
1.2 填料外观尺寸
每层填料在冷态下垂直方向的高度为247.65mm。在每个填料块的垂直叶片和斜叶片上会有编号。
2 安装方法
2.1 安装工序
前期准备→开人孔→清除切割位置衬里→汽提挡板和蒸汽环管切割拆除→搭设脚手架→衬里恢复→底层支撑梁安装→底部蒸汽环管安装→AF填料安装→顶层格栅安装→人孔恢复→联合验收。
2.2 AF填料安装方法
2.2.1 安装前准备
在汽提段内表面衬里上和内提升管外表面上标记出0°、90°,180°和270°定位线,以便于填料安装。定位线应标记在标高为EL-27000到EL-30400之间,定位线可以从较低的标高开始,随着填料的安装,在安全的情况下,向上延长延伸。
2.2.2 支撑梁的安装
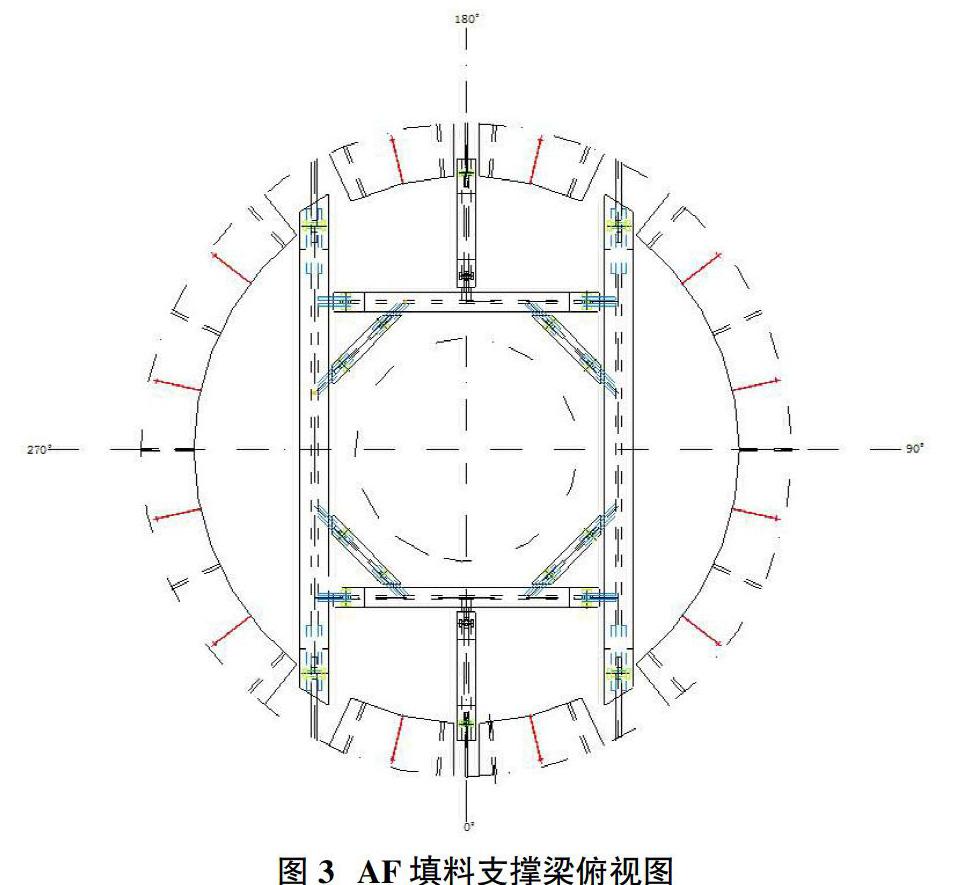
①确认支撑梁UOP图纸要求。主支撑梁应与180°-0°参照线平行。见图3。
②支撑梁1和支撑梁2的法兰与汽提段衬里的内径之间的冷态径向间隙为40mm。在冷态下,梁的插角一般应在插槽的居中位置。
2.2.3 支撑格栅的安装
在填料安装前,格栅应置于并用锚固卡子夹固在填料支撑梁上。在安装支撑格栅和填料的过程中锚固卡子可以提供稳定的平面。锚固卡子需按照要求进行适度的拧紧,不能过紧。在安装第一层填料过程发现卡子与填料发生位置碰撞,应重新定位锚固卡子以避开碰撞。验收时冷态径向间隙见表1。
2.2.4 AFTM填料的安装
①共需安装13层填料,包括7个奇数层和6个偶数层。填料的名义厚度一般为2.921mm至3.175mm。每块填料都会有编号,具体见图2,填料的最大单体重量约为25公斤(填料A11和A12)。
②使用180°-0°定位线作为第一奇数层填料的起点。从180°开始安装,每一块填料的安装应符合图4所示。填料块A-3和A-4应与180°定位线平行,间隙在6mm以内。
③填料块A-7和A-9之间的装配线应参照90°方向,填料块A-6和A-8之间的装配线应参照270°方向。与0°方向的偏移量为43mm。
④使用90°-270°定位线作为第一偶数填料层的起点(2至12层中的偶数层平面布置见图5)。从270°开始安装,每一块填料的安装应符合图5所示。填料块A-3和A-4之间的装配线应与270°参照线平行,间隙在6mm以内。
⑤填料块A-7和A-9之间的装配线应参照180°方向,填料块A-6和A-8之间装配线应参照0°方向,与90°方向的偏移量为43mm。
⑥重复以上安装步骤,安装余下的填料层,直到所有13层填料都安装完毕。
⑦填料安装的注意事项。
必须确保从设备管嘴流入的工艺介质和仪表不会受到填料块的影响,例如,液位计或密度仪器的读数。安装填料的同时,检查确认管嘴的净间隙最小为50mm。如果小于50mm,应在现场修割填料块。
2.2.5 上部格栅的安装
所有填料安装之后,应进行上部格栅的安装,其冷态间隙允许偏差见表4。
2.2.6 降液格栅的安装
降液格栅冷态间隙见表5。
3 安装注意事项
①在接触或安装AFTM填料时应使用适当的个人防护设备,包括但不仅限于安全帽、防火服、皮手套、钢头工作靴和防护眼镜的使用。
②填料能够支撑人员的重量,但由于填料的外形,在工作面可能存在人员绊倒的危险。当连续安装填料时,应使用能够支撑安装人员重量的临时水平工作面。
③标记油漆,使用奥氏体不锈钢专用材料,所有材料应不含有卤素成分(例如,氯化物或氟化物),重金属(例如,铅,锌),硫或者其他有害成分。这包括直接使用(例如,油漆,标记材料,液体渗透检测剂),超范围的喷涂,大气污染物(例如,海洋空气)和奥氏体不锈钢接触的组成件(例如,保温材料)或材料(例如,镀锌)。任何与其接触的成分都应该按照特定的配方制造,以满足使用。
4 质量验收标准
①填料安装只对各部件间的冷态间隙有强制要求,参见前文中安装方法的相关要求。
②填料安装的水平度等其他参数无强制要求,可以参考GB 50461 《石油化工静设备安装工程施工质量验收规范》和SH/T 3601 《催化裂化装置反应再生系统设备施工技术规程》。
参考文献:
[1]UOP AF填料安装说明.
[2]GB 50461,石油化工静设备安装工程施工质量验收规范[S].
[3]SH/T 3601,催化裂化装置反应再生系统设备施工技术规程[S].
猜你喜欢
科技创新与应用(2017年4期)2017-03-27
科技与创新(2016年19期)2016-11-09
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14