
基于模糊神经网络的铣床热误差预测模型研究
2019-09-09 05:33李耀贵伍先明
井冈山大学学报(自然科学版) 2019年4期
李耀贵,伍先明
(广东理工学院,广东,肇庆 526100)
0 引言
数控机床是机械加工的重要设备。随着智能化和信息化的不断发展,机械加工正朝着高精度方向发展。我国长三角地区机械加工厂很多,在加工过程中,由于精度不达标,导致零部件尺寸不合格,甚至出现报废现象。影响机床加工的误差包括以下几种:1)机床几何误差;2)机床热误差;3)切削力误差;4)刀具磨损误差;5)其它误差。其中,热误差是影响数控机床加工精度的主要因素,限制了数控机床的发展[1]。为了提高机床加工精度,目前采用的方法主要包括以下两种[2]:1)误差防止法;2)误差补偿法。误差防止法是通过优化机床结构,提高装配精度,从而提高机床加工精度。但是,该方法需要成本太大,受到了限制。误差补偿法采用预测误差来抵消机床产生的误差,该方法成本较低,得到了迅速发展。因此,如何降低数控机床加工误差,是学术界和工业急需解决的重大问题。
当前,学术界从不同角度对数控机床热误差展开了研究,产生了多种方法和理论。例如:文献[3]研究了机床热误差径向基函数神经网络建模方法,讨论了RBF神经网络建模方法,给出了RBF神经网络预测热误差模型,通过机床实际测量值验证误差模型的效果,结果显示,可以采用RBF神经网络预测数据对数控机床进行在线补偿;文献[4]研究了机床热误差不同神经网络预测模型,通过比较 BP神经网络、级联神经网络、径向基函数神经网络和广义回归神经网络模型,以机床上热误差测量值进行比较和分析,四种网络预测模型都有各自的优缺点,常规神经网络模型热误差泛化能力较差。以往研究的机床热误差预测模型,预测精度较低,很难适应高精度机床加工的需求。本文结合模糊推理系统和RBF神经网络结构的各自优点,建立模糊RBF神经网络预测模型,通过铣床进行验证,为进一步降低铣床加工产生的热误差提供参考。
1 径向基函数(RBF)神经网络
RBF神经网络含有三层结构:1)输入层;2)隐含层;3)输出层。输入层节点将输入信号传递到隐含层,通过隐含层节点将信号输出。隐含层节点采用高斯函数叙述,其表达式[5-7]为:

式中:ui(x)为隐含层第i个节点的输出;X为输入样本,X=(x1,x2,···,xk)T;ci为隐含层第i个神经元中心矢量;bi为隐含层第i个神经元基函数宽度;m为隐含层节点个数。
在RBF神经网络中,隐含层每个节点对应一个中心向量,该向量维数与输入样本相同,RBF神经网络输出层节点为线性组合。
2 热误差模糊RBF神经网络
2.1 模糊理论
模糊推理系统结构如图1所示,主要包括四个部分:1)模糊器;2)知识库;3)推理运算;4)反模糊化。

图1 模糊推理系统Fig.1 Fuzzy Inference System
模糊器将输入值模糊化后,通过知识库中模糊集模糊算子和模糊规则运算法则进行推理运算,最后采用反模糊器输出值。模糊推理系统中的输入和输出值都是模糊集合,根据知识库中的模糊规则进行计算。模糊规则一般采用条件语句,经过变化条件推理产生决策结果。模糊推理规则表达式[8-9]为:

2.2 模糊RBF神经网络
结合模糊规则,可以推导出模糊 RBF神经网络表达式为:

式中:xn为温度输入值;yo为神经网络输出值(模型预测值)。
模糊系统采用平均值法,其输出值为:

式中:λi为第i条规则的激励强度。
λi的表达式为:

模糊RBF神经网络预测模型结构如图2所示。
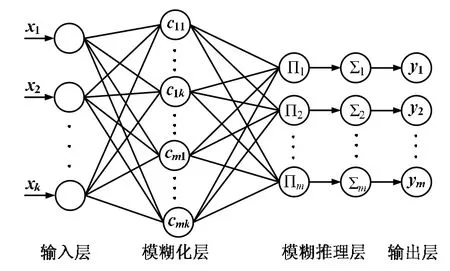
图2 模糊神经网络结构Fig.2 Structure of Fuzzy Neural Network
模糊RBF神经网络结构包括四层:
第一层为输入层:输入值对应于神经网络各个节点。
第二层为模糊化层:采用RBF为模糊隶属度函数[10],该层输入输出表达式为:

式中:yij为概率密度;θij为神经网络模型训练的均值。
第三层为模糊推理层:神经网络节点与模糊规则相对应,每个节点输出值表达式为:

式中:κi为模糊规则权函数;xij为第i个节点的输入值。
第四层为输出层:通过模糊推理层输出信号的线性组合,采用平均法完成反模糊化计算,其输出表达式为:

3 误差与分析
采用温度传感器测量铣床主轴运行时温度,传感器分别采用激光位移传感器和激光温度传感器,主轴转速范围为[1000 r/min,3000 r/min]。假设主轴转速设置为1000 r/min、2000 r/min及3000 r/min,分别运行30 min,测量时间间隔为3 min,总共测量 30组温度值。将测量数据导入到预测模型中,具体实验方案如图3所示。

图3 实验方案Fig.3 Experimental scheme
铣床热误差测量实验过程如图4所示,激光位移传感器和激光温度位移传感器分布位置如图5所示,采用温度传感器测量的温度结果如图6所示,采用激光位移传感器测量结果如表1所。

图4 铣床热误差测量实验过程Fig.4 Experimental Process of milling machine thermal error measurement
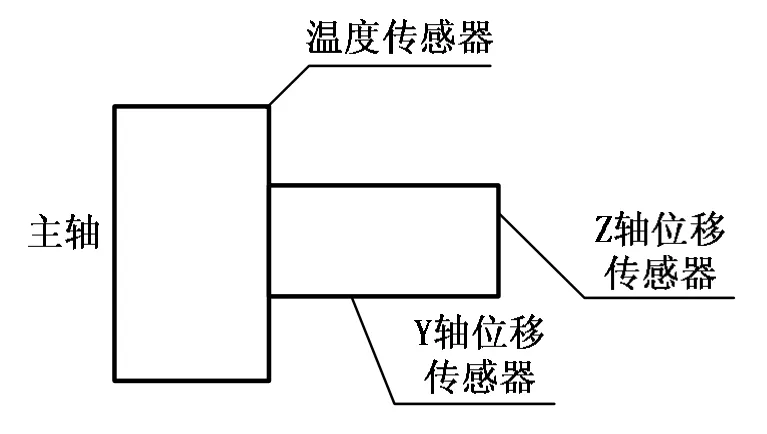
图5 传感器分布位置Fig.5 Sensor distribution position

图6 测量温度数据Fig.6 Measuring temperature data

表1 主轴测量与模型预测值Table.1 Spindle measurement and model prediction value
Y轴方向预测值与实际测量值误差如图 7所示,Z轴方向预测值与实际测量值误差如图8所示。根据图7预测结果可知:铣床主轴在Y方向上产生的热误差,采用RBF神经网络模型预测误差较大,预测误差最大值为5.9 µm,模糊RBF神经网络模型预测误差较小,预测误差最大值为3.5 µm。根据图8预测结果可知:铣床主轴在Z方向上产生的热误差,采用RBF神经网络模型预测误差较大,预测误差最大值为7.1 µm,模糊RBF神经网络模型预测误差较小,预测误差最大值为2.9 µm。因此,采用 RBF神经网络模型预测主轴热误差,其精度较低,而采用模糊 RBF神经网络模型预测主轴热误差,其精度较高。

图7 铣床Y轴方向误差Fig.7 Y-axis direction error of milling machine

图8 铣床Z轴方向误差Fig.8 Z-axis direction error of milling machine
4 结语
本文在模糊推理系统基础上,创建模糊 RBF神经网络结构,并用于预测铣床主轴产生的热误差,主要结论如下:
1)铣床主轴运行过程中,容易产生热误差,铣床主轴不同方向产生的热误差也不一样,必须对误差进行补偿,才能提高铣床加工精度。
2)传统RBF神经网络预测模型预测精度较低,误差范围在8 µm以内。模糊RBF神经网络预测模型预测精度加高,误差范围在4 μm以内。
3)主轴运行过程中,热误差随着温度的变化而变化,主轴热误差与伺服轴上精度关系可以作为未来深入研究的方向。
猜你喜欢
中国设备工程(2022年12期)2022-07-11
哈尔滨轴承(2022年1期)2022-05-23
当代陕西(2019年24期)2020-01-18
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年2期)2017-05-04
科学与财富(2016年34期)2017-03-23
