某电站水轮机导流环脱落原因分析及处理
2019-09-10 18:46李进强
科学导报·科学工程与电力 2019年44期
关键词:水轮机
【摘 要】某水电站机组运行一年后停机检修,发现座环导流环焊缝均不同程度出现裂纹,其中1号和2号机导流环有部分撕裂脱落,给转轮叶片带来损坏风险,从而影响机组安全稳定运行。导流板是水轮机重要部件之一,不仅要有足够的强度,还应有较大的刚度保证其稳定性和安全性。本文从结构和焊接质量两个方面进行分析,查找原因确定有效处理方法,确保机组安全稳定运行。
【关键词】水轮机;导流环;焊缝裂纹;脱落
1概述
某水电站采用堤坝式开发,电站厂房布置于坝后主河道,总装机容量为3000MW,安装5台600MW的混流式机组。单独运行时保证出力478.0MW、年发电量120.68亿kW·h、年利用小时数为4023h。其中1~3号水轮机由通用电气水电设备(中国)有限公司设计制造,4~5号水轮机由哈尔滨电机厂有限责任公司设计制造。机组运行一年后停机检修,发现座环导流环焊缝均不同程度出现裂纹,其中1号和2号机导流环有部分有脱落,给转轮叶片带来损坏风险,从而影响机组安全稳定运行。导流板是水轮机重要部件之一,不仅要有足够的强度,还应有较大的刚度保证其稳定性和安全性。本文主要从结构和焊接质量两个方面进行分析,查找原因确定有效处理方法,确保机组安全稳定运行。
2 原因分析
2.1结构
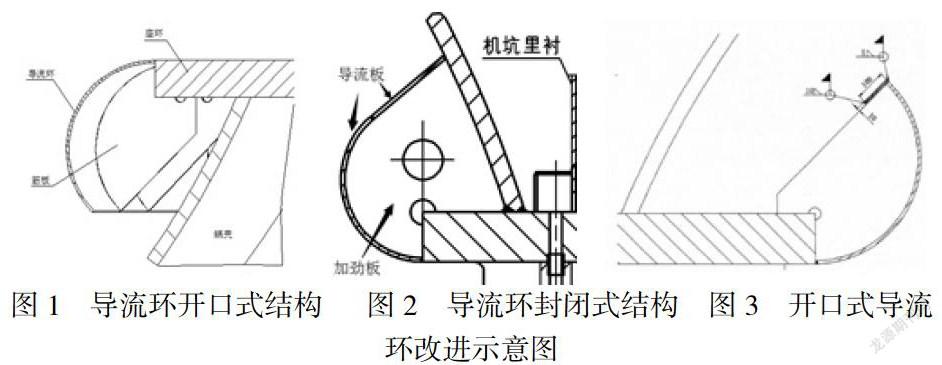
机组水轮机座环导流环分上导流环和下导流环[1]。1~3号水轮机导流环为开口式结构见图1,由28块厚度为10mm钢板卷弧后与座环环板焊接形成导流环,一长边与座环通过焊接连接接,相邻导流板之间通过弧形筋板焊接连接进行补强。4~5号水轮机导流环采取封闭式结构见图2,由28块厚度为10mm钢板卷弧后两长边分别与座环环板和蜗壳焊接形成封闭的导流环,内部有加劲板进行补强,增加其强度及刚度。导流环的作用主要是使进人固定导叶的水流形成稳定的环流,平稳地过渡到固定导叶的进口[2]。
导流环的裂纹主要由交变载荷引起,在水流脉动压力的变化所产生的不规则动载荷对导流板产生反复的水力冲击作用下产生疲劳破坏。从结构上看,开口式结构的导流环,机组运行时水流直接冲击导流板内外表面及加劲板上,至少三个面受到复杂的水力作用而疲劳破坏,导致1号、2号机导流环有部分撕裂脱落。而封闭式结构仅外表面受力,结构相对合理。
2.2焊接质量
经观察发现,撕裂脱落和存在裂纹的导流板焊缝均为座环分瓣面处,为座环安装焊接完成后工地安装焊接的导流板接缝,说明焊接时没有严格执行焊接工艺要求、焊接难度相对较大,导致焊接质量差。导流环材质为Q235A,座环上、下环板材质S355JO+N-Z35,因此导流板与座环环板为两种不同材质的焊接,焊接工艺要求高,控制不到位容易产生裂纹等缺陷。
3 处理措施
3.1结构改进
结构改进主要针对开口式导流环,在每块导流板顶部增设一块材质与导流板相同横向补强板如图3示,增强导流环的结构强度,降低其疲劳破坏的频率。导流板安装前,先清理打磨导流板焊接坡口以及座环环板上相应位置。按对应的标记将相应的导流板安装就位。检查并调整导流板间过流面的错牙,导流板过流面错牙应不超过3mm,局部错牙大于3mm。对不可调整的部位,如过流面侧,采用1:4的焊缝过渡;对于非过流面侧,采用1:3的焊缝过渡。
3.2焊接
全面导流环,如有焊缝开裂、弧形板严重变形的,则做好标记,对所有导流板与弧形筋板连接处尾端加焊长、焊角高度6~8mm进行加固。对仅存在裂纹的导流环采用炭弧气刨的方式,将撕裂部位附近约10mm范围刨除,并用砂轮机将焊口修磨光滑,留出焊接坡口。加强筋板与导流环环形接口部位也需要留出约10mm焊道。
3.2.1焊前准备
(1)焊条选用J507焊条。焊前焊条须经300~350℃烘焙1小时,烘焙后的焊条应保存在100~150℃的恒温箱内,药皮应无脱落和明显的裂纹。
(2)焊前将坡口两侧50mm内油污、铁锈、油漆等影响焊接质量的杂物清理干净,并打磨坡口露出金属光泽。
3.2.2焊接工艺
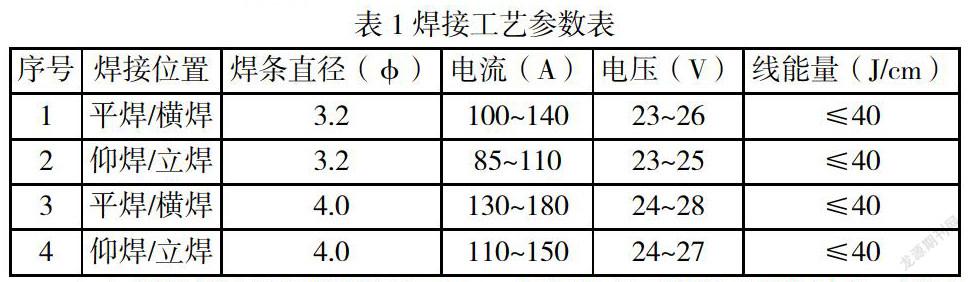
(1)焊接参数见下表1:
(2)焊缝焊接前预热温度为80℃,层间温度不能低于預热温度,层间温度≤250℃。
(3)焊接过程中除底层、表层焊缝不进行锤击外,对其余各层焊缝逐层进行锤击,减少焊缝的残余应力。
(4)焊接过程中上、下层的焊缝的接头处要错开30mm~50mm。每道焊宽不大于焊条直径的3倍。
(5)加强筋板焊接完成后,再进行导流板与座环、导流板板与加强筋板的焊接。
(6)焊接过程中,采用小焊条、多层、多道焊接,控制焊接质量以及焊接应力。
(7)焊接完成24h后,对焊缝进行外观检查和渗透无损检测合格。
4结语
导流环是水轮机重要部件之一,不仅要有足够的强度,而且要有较大的刚度保证其稳定性和安全性。导流板的裂纹主要由交变载荷引起,在水流脉动压力的变化所产生的不规则动载荷对导流板产生反复的水力冲击作用下产生疲劳破坏[3]。对导流板裂纹和撕裂脱落原因进行分析,并制定解决方案。为以后相同厂家设计制造或同类型水轮机导流板结构形式时,及时改进或变更设计,提高设备可靠性,保证机组安全稳定运行,避免蜗壳内长时间作业,降低作业风险,减少检修维护费用。
参考文献:
[1] 哈尔滨大电机研究所.水轮机设计手册[M].北京:机械工业出版社,1976.125-127.
[2] 段开林,张波.三峡左岸电站ALSTOM机组导流板应力试验研究[J].水电站机电技术,2007(12):30(6).
[3] 周书涛.水轮机蜗壳导流板静力与动力分析研究 [J].华中科技大学硕士学位论文,2007(6).
作者简介:
李进强(1983-)男,彝,云南.景东,本科,工程师,从事金属结构设备及水轮发电机组运行维护技术管理。
(作者单位:大唐观音岩水电开发有限公司)
猜你喜欢
水利水电快报(2022年7期)2022-07-18
科海故事博览·中旬刊(2022年4期)2022-04-23
科学导报(2019年34期)2019-09-03
智富时代(2019年5期)2019-07-05
智富时代(2019年5期)2019-07-05
电机与控制学报(2018年9期)2018-05-14
科技与创新(2017年5期)2017-03-28
教育教学论坛(2017年2期)2017-02-10
现代电子技术(2015年17期)2015-09-23
科技与创新(2015年3期)2015-03-31