
连退线平整机延伸率控制技术应用
2019-09-21 03:11赵智勇陈景辉
山西冶金 2019年3期
赵智勇, 卢 杰, 陈景辉, 吕 剑
(首钢京唐钢铁联合有限责任公司, 河北 唐山 063200)
1 延伸率的定义和测量
延伸率和截面收缩率是描述材料塑性性能的重要指标,延伸率是指带钢由于轧制和张力拉伸后产生的形变量与带钢长度的百分比,相对于轧机而言,经过平整的带钢变形量较小,主要作用是对带钢的变形和表面质量状况起到一个改进作用[1]。因此带钢经过平整后长度变化较小,小到无法实际测量到ΔL,所以根据延伸率的计算公式:
得出:

2 延伸率控制系统
平整机延伸率控制模式采取轧制力控制与张力控制相结合的方式进行延伸率的控制,经过PI调节器进行控制计算得出轧制力修正值和张力修正值参与延伸率的控制,使延伸率返回目标值,从而保证了带钢延伸率的稳定[2]。参见图1。

图1 延伸率控制系统框架图
由于带钢受到板形与力学性能的要求,不能因为延伸率的因素无限制地调节张力和轧制力,所以程序中对延伸率控制还做了限制,即由延伸率控制产生的轧制力变化在最小轧制力和4倍设定值之间[3]。张力变化的最大值为张力设定值的1/10和最大张力减去张力设定值所得结果的1/2两者之中的较小值。
3 二级计算机系统
在平整机工作过程中,二级计算机系统对延伸率控制系统的稳定与精度起着至关重要的作用,二级计算机系统向一级PLC延伸率控制系统发送各种设定值,其中包括不同钢种在不同宽度和厚度下所对应的延伸率设定值,以及设定延伸率所对应的轧制力预设值和平整机入出口张力预设值[4]。
计算机数据库将带钢数据按带钢材质、规格等进行分类处理。依据实际生产情况和需要,修改必要的参数如:轧制力、张力和延伸率等。数据库根据来料情况,输出控制参数的设定值。参见表1。

表1 AB41700R部分二级数据
4 存在问题及其改进
在实际生产过程中,平整机延伸率控制系统存在的问题可分为两个方面。
1)个性问题:对于某些钢种,实际延伸率超差,控制系统调节不过来,影响平整的质量。
2)共性问题:当带钢升降速时以及带钢低速时延伸率存在超差较大、控制不稳定、延伸率控制精度低等问题。参见下页图2。
4.1 轧制力预设值与张力预设值优化
由于目前延伸率控制系统的一级PLC系统程序对大部分钢种的控制是稳定的,并且在一级PLC系统程序中所做的参数修改针对所有钢种的延伸率控制,考虑到重新整定PI参数的难易性以及修改一级PLC系统程序参数后会对其它钢种的延伸率控制的稳定性和精度造成影响,同时也为了能够行之有效进行优化,最终采取了对二级计算机系统中的轧制力预设值和张力预设值进行改进优化,取得了良好的效果[5]。参见图3和图4。
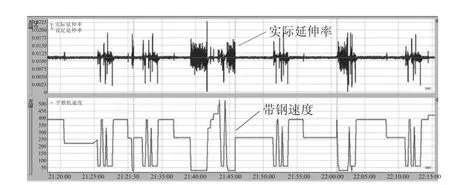
图2 延伸率记录曲线
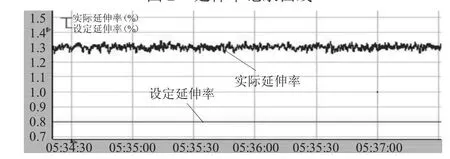
图3 轧制力和张力优化前

图4 轧制力和张力优化后
4.2 延伸率测量系统优化
精确的测量是精准控制的基础,只有精确的测量,才能实现精确的自动控制。激光测速仪是通过发射激光束照射到带钢的表面,通过测量反射激光来测量带钢的速度。激光测速仪具有脉冲编码器无法替代的优势,即便出现张紧辊打滑、辊径变化等情况时,不影响测量精度[6]。将激光测速仪安装在平整机入出口,测量入口带钢速度,延伸率的计算测量精度明显提高,保证了生产的稳定运行。
5 结语
本文重点通过对连退线平整机延伸率控制系统、二级计算机系统二个方面进行了详细的介绍,对生产过程中延伸率控制过程中出现的问题进了分析与改进,改进效果明显,同时也为今后平整机设备的维护和进一步优化改进打下良好的基础。
猜你喜欢
山西冶金(2022年5期)2022-09-22
山东冶金(2022年3期)2022-07-19
天津冶金(2022年3期)2022-07-01
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
重型机械(2020年4期)2020-06-29
中国金属通报(2019年5期)2019-07-11
铁路技术创新(2016年2期)2016-05-26
自动化仪表(2015年5期)2015-06-15
汽车维修与保养(2015年6期)2015-04-17
