
钢板梁主梁单元焊接工艺研究
2019-09-27 11:31廖莹
中小企业管理与科技·下旬刊 2019年7期
廖莹
【摘 要】按照传统钢桥梁形式划分,钢桥梁主要有钢板梁、钢桁梁、钢箱梁三种结构形式,钢板梁以其施工简单、架设方便、成本低等优点被广泛应用,特别是小跨径人行天桥、车行天桥项目。论文主要从钢板梁主梁单元焊接工艺入手,通过比选不同焊接方式、焊接顺序,介绍了一种适用于钢板梁主梁单元作业的最优焊接工艺。
【Abstract】 According to the traditional steel bridge form division, steel bridge mainly has steel plate beam, steel girder beam, steel box beam three structural forms. The steel plate girder is widely used for its advantages of simple construction, convenient erection, and low cost, especially for the small-span pedestrian overpass and vehicle overpass projects. Starting from the welding process of the main beam unit of steel plate beam, this paper introduces an optimal welding process suitable for the main beam unit of steel plate beam operation by comparing different welding methods and welding sequences.
【关键词】钢板梁;焊接工艺;加工工艺
【Keywords】steel plate beam; welding process; processing technology
【中图分类号】U445.4 【文献标志码】A 【文章编号】1673-1069(2019)07-0157-02
1 引言
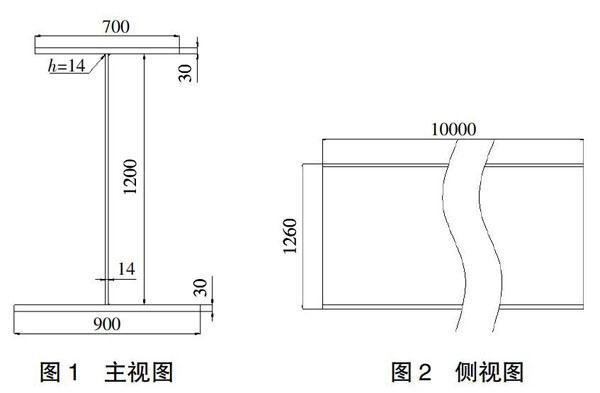
钢板梁由工型主梁单元与横向联系梁单元组合而成,工型主梁单元为工字型截面的形式,其中顶板与腹板、腹板与底板焊接形式主要为双面脚焊缝或熔透角焊缝,本文主要针对這两种焊接形式进行工艺比选,确定一种高效、通用的焊接工艺。
2 结构形式
2.1 结构介绍
本钢梁模型为京沪改扩建项目中钢桥梁施工项目的人行天桥,钢梁由工型梁单元和横向联系梁单元组成。
2.2 加工制作
①首先利用Tekla等三维建模软件建立三维模型,在Tekla建模时要充分考虑钢桥应位于圆周曲线上,模型建立完成后,将其分解为可下料的工程图纸。②焊接。本文研究了工型梁焊接工艺,主要通过研究焊接顺序来确定工型梁焊接的最优方案。
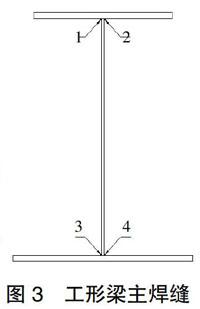
第一,钢板材质Q345D;第二,焊接采用门式埋弧焊机;第三,焊接顺序1-2-3-4、1-3-4-2、1-4-3-2。
3 焊接顺序对钢梁变形的影响
钢梁主梁的焊接为T型角焊缝[1],焊缝应力计算公式按照相关文献给出的焊缝计算公式计算:σ=F/δh (1)
σ——焊缝应力等于母材应力[2];δ——竖板厚度,取t=
14mm;h——焊缝有效长度,取6.5m。
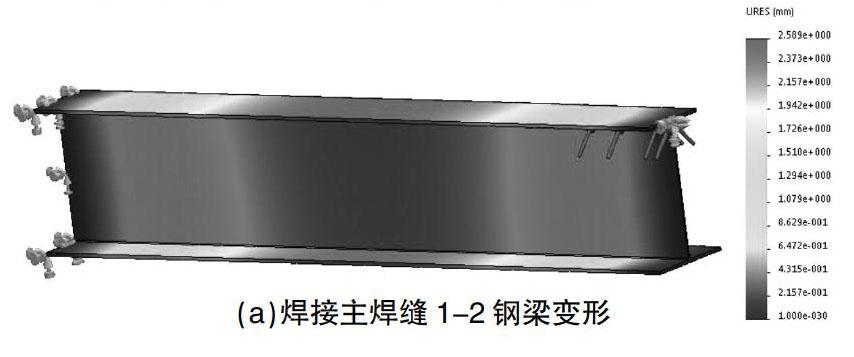
3.1 第一种焊接顺序
利用有限元分析软件进行模拟分析。
从图中可以看出,焊接变形最大为在(b)焊接完成后,焊接变形4.59mm。
3.2 第二种焊接顺序
从图中可以看出,焊接变形最大为在(b)焊接完成后,焊接变形7.84mm。
3.3 第三种焊接顺序
从图中可以看出,焊接变形最大为在(b)焊接完成后,焊接变形6.71mm。
综上所述,通过使用有限元分析软件模拟焊接工序的调整,为使焊接变形较小,应选择第一种焊接顺序。
4 焊接道数对钢梁变形的影响
利用有限元分析软件进行模拟分析。
从图中可以看出,焊接变形依次6.68mm、5.00mm、3.64mm、2.92mm。由数据能看出,随着焊接道数的增加,焊接变形情况为曲线下降的趋势[3]。而从经济性角度来看[4],随着焊接道数的增加,成本呈直线上升趋势,每增加一道,成本增加一倍。综合考虑成本及变形因素,采用两道或三道焊接成型工艺最优。
5 结论
本文利用有限元分析软件分析钢板梁主梁单元主焊缝焊接顺序及焊接道数对焊接变形的影响,得出按照主焊缝1-2-3-4的顺序可减小焊接变形;综合考虑经济性及变形因素,可选用两道或三道焊接形式。
【参考文献】
【1】王学明,梁醒培.基于有限元的T形焊接接头应力计算公式探讨[J].中原工学院学报,2010,(21):21-24.
【2】戴晴华,季鹏,殷晨波,等.焊接顺序对中厚板对接焊残余应力的影响[J].机械设计与制造,2011(7):64-66.
【3】张敏,周小华,李继红,等.中厚板CO2多层多道焊对接接头焊接残余应力及其分布[J].西安理工大学学报,2007(4):394-397.
【4】黄长清,文长法.钢结构经济性焊接分析[J].石油工程建设,2009,35(4):43-45.
猜你喜欢
山东工业技术(2016年24期)2017-01-12
科技资讯(2016年25期)2016-12-27
科学与财富(2016年29期)2016-12-27
科教导刊(2016年28期)2016-12-12
科学与财富(2016年28期)2016-10-14
