
一款灯具钣金产品加工工艺的分析与设计
2019-10-09 04:03黄娟
现代职业教育·高职高专 2019年6期
黄娟


[摘 要] 钣金在灯具加工中广泛使用,其工艺设计直接关系到产品质量和加工成本。通过对现代灯具钣金设计生产中的案例进行分析,主要从灯具钣金件的冲载、折弯、焊接三道工序分别进行设计分析和工艺优化,避免了工艺设计的缺陷,提高了灯具产品的质量,为同类产品开发设计提供参考和指导。
[关 键 词] 灯具钣金件;工艺分析;加工质量
[中图分类号] TG386 [文献标志码] A [文章编号] 2096-0603(2019)16-0043-03
钣金在灯具行业中广泛使用,如吊灯、吸顶灯、工程灯等灯具外壳都使用到了钣金结构。在灯具钣金件加工中涉及大量复杂的工艺,工艺的合理性直接影响产品的质量,设计工艺不合理将会导致加工成本高、加工质量差以及加工效率低等各种问题。灯具钣金件的一般加工流程为设计、切割、冲裁、折弯、焊接到批量生产等,如图1所示。本文将以图2所示的一款现代钣金灯具为例,从冲裁、折弯、焊接等方面分别进行工艺分析,对灯具钣金件加工提出设计原则和方法。
一、冲裁孔工艺设计
冲裁孔是灯具钣金件加工的重要工序之一,要避免加工时产品孔缺位置出现开裂、皱纹、划痕、毛刺等不良情况,导致产品出现过多废品。因此,孔的形状、数量、位置、尺寸等都要充分考虑加工工艺,在进行孔的冲裁时,应当依据具体问题进行针对性优化加工。
(一)冲圆孔加工工艺设计
为了散热,通常在灯具外壳上设计些小孔,若孔的尺寸是比较小的,则需要冲床的负荷也比较小,但是不能太小,如果孔太小的话,会导致凸模的单位面积压力增加,导致凸模崩裂、损坏。冲孔最小的尺寸和孔形状以及材料力学性能与材料厚度t有很大关系,同时零件上的孔间距a也受到凸模的强度与零件的质量影响,要求孔间距a不能过小,需要满足距离a超过2t。如图3所示。
(二)冲裁异形孔工艺设计
灯具产品经常会使用到不规则性形状的孔,这些孔称为异形孔,冲裁异形孔时,需要注意一些转角位置的处理,要防止出现尖角的情况,力求圆弧过渡,主要是防止在模具进行加工时减少尖角位置发生开裂的情况,还能够避免尖角位置的刃口出现过度的磨损。在进行转角圆弧的优化设计中,其圆弧的半径R主要通过材料的厚度t来决定,如果尖角的角度φ是超过90°时,则圆弧半径R值就要超过(0.3-0.5)t,如果尖角角度/低于90°时,则圆弧半径R就要超过(0.6-0.7)t。如图4所示。
二、折弯加工工艺设计
(一)外形的工艺设计
灯具外形的工艺设计是加工的难点。常规的加工工艺设计方案是不留折弯边,如图5所示,加工顺序为先加工出底边,再用侧面围绕底边进行烧焊加工出外形。
此方案的优点是不需要折弯,加工步骤较简单,但是缺点也很明显,具体表现为:(1)底边的加工若通过激光机切割出形状,此方式形状准确但价格贵;若通过其他方式切割大致形状再通过打磨的方式加工,则形状不够精确;(2)焊点多,人工成本大,整灯成本高;(3)不适合大批量的灯具产品;(4)外形和接缝处全凭工人的手工技术来焊接加工,无法控制形状精准,产品质量很难保证。
优化的加工工艺设计方案是留折弯边,如图6所示,首先在设计时留足底边宽度,通过折弯机折弯直角边,再通过转角机进行外轮廓的加工,最后进行对接缝焊接。
优化后的方案焊接点大大减少,通过充分利用各种设备来减少人工操作,提高产品的加工精度、加工效率及出货速度,节省人工成本。此方案既能控制成本又能保证精度和外观质量,适用于大批量灯具产品生产加工,但是对加工设备要求较高,如要有折弯机、转角机等,如果无法使用到这些设备则不适用于此方案。
(二)最小的弯曲半径设计
对灯具钣金件进行折彎时,最小弯曲半径受到板材外层最大许可拉伸变形程度的限制,超过这个变形程度,板料将产生裂纹,因此优化板材折弯设计及优化工艺规程必须考虑板材的最小弯曲半径。
折弯件最小的弯曲半径一般和材料性能有关,首先材料的塑性越好,相应的最小弯曲半径也越小;其次若板材的坯料表面如有划伤、裂纹或侧面有毛刺、裂口等缺陷,弯曲时易于开裂,则不适合于进行折弯,要提前被排除。
对钣金件进行折弯处理时,在材料弯曲圆角位置,外层会遭受拉伸,而内层会遭受压缩,在钣金材料厚度一定时,其内侧的弯曲半径越小,其材料拉伸与压缩也就会更加的严重,如果外层圆角具有的拉伸力大于材料极限允许的强度,则会导致裂缝以及折断,因此,在进行结构的优化设计中,一定要避免出现弯曲圆角半径过小的情况。常见金属材料弯曲最小半径列表,如下表所示。
注:弯曲半径是指弯曲件的内侧半径,t是材料的壁厚
M为退火状态,Y为硬状态,Y2为1、2硬状态
(三)折弯边的宽度设计
折弯边的宽度控制要考虑到灯具的实际需求,如承重、强度、放置灯罩或透光膜等,因此折弯的宽度不能过小。从折弯边的强度考虑,一般情况下要求最小宽度要超过材料厚度t的2倍,如果零件的折弯边宽度是小于2t的,就要在其弯曲变形的区域内进行浅槽的加工后,再实施折弯处理。如果折弯边存在斜角情况时,其侧面最小的宽度要保持在(2-4)t的范围内。
(四)折弯边与边孔的距离设计
对于折弯边与边孔的距离设计,除要符合加工方便的特性,满足灯具产品的强度及外观美观的要求外,还要考虑到板材在弯曲后,板的拉伸会使孔变形,因此在符合加工工艺要求时,尽量避免将孔打到弯曲根部,影响产品质量和美观。如图7所示。
在对折弯件进行边控距的处理时,为了保证其加工的工艺质量,首先需要对折弯件其边孔距实施全面分析和计算,如果零件存在折弯或者弯边上存在孔时,就要先进行冲孔,在冲孔结束后再进行折弯处理,要求孔尺寸的位置要在弯曲变形的位置区域之外,防止其弯曲时孔会发生变形情况。一般对孔壁到弯边距离也有相应的规定,折弯件边孔距要求具体如图8所示。
三、焊缝的加工工艺设计
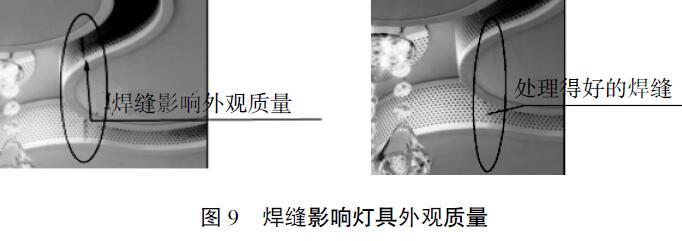
在进行灯具结构的加工工艺设计时,要进行精密计算,为焊接和打磨预留空间,防止焊接结构对后续的表面处理工作造成影响,若未计算好焊接空间的预留而导致灯具外观的瑕疵,则势必会影响产品整体的美观。如图9所示。
因此,为了生产合格的灯具产品,既要保证灯具产品的外形美观,又要提高灯具产品焊接缝质量。灯具钣金件焊接加工工艺设计时要尽量做到以下几点:
1.在进行结构设计时,要预留出焊接空间设计,避免因材料太大造成浪费或材料剩余不足造成缺口的现象,影响灯具产品质量,导致原材料的巨大浪费。
2.在选择焊接工艺方法时首先应满足技术要求,尽可能选用经济效益高劳动成本低的方法,因此灯具钣金件的焊接常用的焊接方法有氩弧焊、二氧化碳气体保护焊等。
3.焊接的长度不要太长,且焊缝也不能太多,防止板材出现变形。
4.灯具钣金件通常为板厚在2 mm以下的薄板,在拼接时要考虑焊接变形及应力,焊接点也要尽可能地保持对称,若焊接点所承受的力比较大,就要防止焊缝间的间距过大,要确保钣金件承受力达标。
5.焊接位置要处理得当,要注意孔对齐,如图10所示,需将两張板材完全对齐,保证没有缝隙后采用连续点焊的方式焊接,并且在焊后在拼接缝位置打上专用钣金胶进行防水处理,焊接完成后还要做好校平处理,进行焊缝的抛光打磨处理,来提升其外观的美观性。
钣金加工工艺对灯具产品的质量水平和外观造型影响较大,在实际加工过程中,只有不断改进现有的加工工艺如冲裁、折弯、焊接等,针对灯具钣金件加工难点进行优化设计,并提出有效的改进措施,避免不合理的结构设计导致的加工质量缺陷,提高冲裁孔的质量、折弯的质量及焊接质量等,才能进一步提高灯具产品的综合质量水准。
参考文献:
[1]李军.钣金件曲面连续翻边成形数值模拟与工艺优化设计研究[D].合肥工业大学,2016:39.
[2]周宇辉.钣金工入门[M].2版(修订版).合肥:安徽科学技术出版社,2013.
[3]赵跃俊.基于钣金工艺优化的钣金件结构设计[J].自动化应用,2017(3):46.
[4]匡志华.钣金件腹板下陷展开设计优化分析[J].科技创新与应用,2015(26):50-51.
[5]刘玲.钣金件加工工艺的优化设计[J].新技术新工艺,2016(12):81-83.
[6]王鲁斌,黄年兵,潘兵兵,等.基于Optistruct的汽车钣金类支架的优化设计[J].机械工程师,2016(1):202-204.
[7]程念湘.空调钣金件结构优化设计及冲压成形仿真[J].内燃机与配件,2017(11):48-49.
编辑 王 敏
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
语数外学习·高中版中旬(2020年3期)2020-09-10
青年生活(2019年18期)2019-10-21
工业设计(2019年8期)2019-09-09
科技与创新(2017年8期)2017-06-07
IT经理世界(2017年10期)2017-05-26
演艺科技(2014年9期)2015-04-02
演艺科技(2014年10期)2015-04-02
科技创新导报(2014年30期)2014-12-24
学生之友·最作文(2014年6期)2014-07-24
