新型超高速包装机双通道小包条包拉线检测装置研究
2019-10-17 11:50周雪军
中国设备工程 2019年19期
周雪军
(河南中烟有限责任公司黄金叶生产制造中心,河南 郑州 450052)
1 存在问题
在卷烟生产过程中,对于小包条包烟的拉线检测通常采用光电式或光纤式检测器,此类检测器当前不能满足超高速包装机的要求。超高速包装机机组为包装速度每分钟600包以上的包装机,目前国内先进的机型速度已经到达每分钟800 包以上,此类包装机为降低机械磨损通常采用内、外双通道工作方式。CCD 是一种全新的精密检测技术,它有两个突出的特点:第一,它能够准确地把明暗光学图像转换为峰值不同的信号;第二,它的分辨率高,可以进行高精度的测量,将测量的结果转换成连续的数字信号并以连续数字信号为依据,让机械进行更加精密的加工或运动。此设计把CCD 技术应用于超高速包装机双通道小包条包拉线检测装置,便可提高机械包装加工的速度与效率。
2 设计思路
2.1 基本设计原理
CCD 技术是20 世纪70年代初发展起来的一种新型半导体器件,它是由电荷耦合器件组合而成的图像传感器,这种技术主要应用于数码摄影、天文学,尤其是光学遥测技术等高速摄像领域中,能够实现摄影设备高效、优质的成像。在摄影领域里,CCD 的成像技术原理为使用点阵CCD,即应用读取x、y 两个方向的二维数据用于摄取平面图像;在扫描述仪中,采用的是线性CCD,即它x 一个方向的数据读取已被设定,而y 方向扫描由扫描仪的机械装置来完成。应用了CCD 技术的扫描仪,具有自扫描、感受波谱范围宽、畸变小、体积小、重量轻、系统噪声低、功耗小、寿命长、可靠性高等—系列优点。此新型小包拉线检测器基于基恩士CV-5001数字图像控制器、两台KEYENCE 11x 高速CCD 相机及基恩士KV-N40DTP 型PLC,能够满足每分钟900 包的超高速包装机双通道小包条包拉线检测需求。
2.2 关键技术应用
在机械加工领域中,应用CCD 技术的目的,是为了能够应用光敏单元阵列读取被测工件图像的光信号,然后把读取的光信号转换成光生电荷,然后输出机械能理解的电信号。这种技术的应用关键为如何能够把读取的数据信息转换成光信号。此关键技术应用的方法:第一,电荷的产生,现应用金属——氧化物——半导体组合成MOS 器件,这一器件能够把光学图像信号转换成电荷信号。第二,CCD 技术应用MOS电容器下面的电极存储光电效应产生的光电电荷。第三,在MOS 电容器存储了光电电荷以后,CCD 技术应用移动电荷,把光电电荷转换成电信号的方法完成光电电荷与电信号之间的转译。第四,为了能让机械设备能够检测到电信号,需要应用检测技术把电信号放大,此时就需要设计专用输出电路来呈现电信号的结果。从CCD 技术的关键技术设计可以看到,CCD 技术的光电信号转换,与传统的光电信号转换不同,它应用了光电电荷转移的技术,能够精确地把光信号转译成电信号,这种转译精确、无误差。应用了CCD 技术,可以提高机械设备中扫描仪的扫描精度与扫描效率。
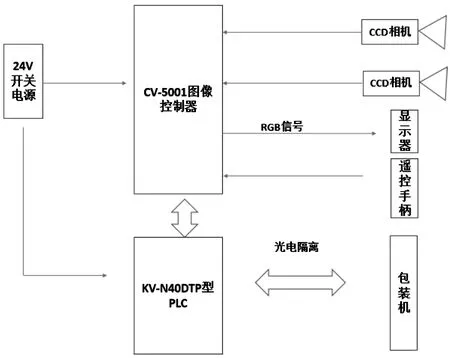
图1
3 装置结构
3.1 整体结构设计
新型双通道超高速包装机小包拉线检测装置由两台KEYENCE 11x 高速CCD 相机、基恩士CV-5001 数字图像控制器、基恩士KV-N40DTP 型PLC、小型显示器、视觉控制器手柄等组成。KEYENCE 11x 高速CCD 相机只需61.2ms 即可传输2432×2050 像素,可通过单个CCD 相机检测到标准大小的零件上的细小缺陷,或拍摄并检测更大的零件,同时此CCD 相机体积小巧,可轻松安装在几乎所有位置。超高速包装机一般采用内、外双通道包装方式,两台CCD 相机对应内、外双通道完成小包拉线的图像采集,图像由基恩士CV-5001 数字图像控制器进行处理,处理结果信号由基恩士KVN40DTP 型PLC 通过采集包装机运行时钟、移位、运行状态等信号进行逻辑运算处理后输出到包装机进行自动缺陷烟包剔除。PLC 与包装机间的所有信号联接采用光电耦合器进行光电隔离(如图1)。
3.2 硬件设施设计
(1)控制器。该设计共应用四个传感器来为控制器输入数据,其中包括拉线传感器、移位传感器、设备运行传感器、人工复位传感器。该次设计了警报信号和停机信号这两个输出信号。
(2)拉线传感器。应用基恩士CV-5001 数字图像控制器来设计拉线传感器。该传感器的工作原理为应用KEYENCE 11x 高速CCD 相机作为图像采集的设备,CCD 相机的图像送到CV-5001 数字图像控制器,图像控制器采用一系列专用算法及正常图像的采集值来判定拉线的非正常状态,当出现非正常状态拉线时,输出信号给KV-N40DTP 型PLC,PLC 根据包装机运行状态及信号移位状态进行缺陷小包烟或条包烟的剔除。
(3)移位传感器。应用LABAO公司的SBL-R18C-=8DPR-E 型接近开关来接收传感器的信息。设置物体有效感应距离为8mm。当推杆完成往复动作以后,便向前推动工件,移动一个工位,此时推杆移位传感器开始扫描工件,判断工位上有工件后,便产生一个移位脉冲信号,拉线非正常的缺陷小包烟或条包烟由此信号进行移位,确保在包装机原机的剔除站进行精确剔除。
3.3 工艺流程设计
该次的工艺流程设计如下:
步骤1——开始
步骤2——将计数器、寄存器清零
步骤3——读取拉线传感器信号
步骤4——判拉线缺失或偏移,如是进入步骤5;如不是进入步骤3
步骤5——跟踪缺陷烟包移动位置
步骤6——判断烟包否到出口,如是进入步骤7;如不是进入步骤5
步骤7——输出报警信号
步骤8——判断缺陷烟包到是否出口末端,如是进入步骤9,如不是进入步骤10
步骤9——输出停机信号
步骤10——判断是否剔除缺陷烟包,如是进入步骤11;如不是进入步骤8
步骤11——停止输出报警信号
步骤12——判断是否停止,如是进入步骤13;如不是进入步骤2
步骤13——结束
4 使用效果
经过测试,发现该新型超高速包装机双通道小包条包拉线检测装置扫描速度快、运行稳定、运行质量高。据数据统计,该新型超高速包装机双通道小包条包拉线检测装置的包装速度可达到每分钟500 包以上,缺陷产品率为0.4%,该次设计提高了包装机双通道小包条包拉线检测的速度,提高了生产效率及质量。
5 结语
新型超高速包装机双通道小包条包拉线检测装置的思路为将CCD 技术应用到包装机双通道小包条包拉线检测装置的设计中,提高扫描仪扫描的速度及精确度,提高包装机双通道小包条包拉线检测装置机械设备运作的速度与稳定性。该次分析了新型超高速包装机双通道小包条包拉线检测装置的应用的原理,通过整体设计、硬件设计及软件设计,完成了设备机械设计,通过机械设计的运作效果可知,该设计可显著提高包装机双通道小包条包拉线检测装置的扫描的速度,提高扫描的质量,从而能提高包装机的生产效率。将这项技术推广及应用后,能产生较大的社会效益。
猜你喜欢
作文小学中年级(2022年11期)2022-12-25
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
家庭影院技术(2021年6期)2021-07-28
河北农机(2020年10期)2020-12-14
智族GQ(2020年8期)2020-09-06
物流技术与应用(2020年8期)2020-08-28
学苑创造·A版(2019年8期)2019-08-15
金桥(2018年1期)2018-09-28
意林·全彩Color(2018年7期)2018-08-13