ALD真空自耗电弧炉真空常见问题分析
2019-10-21 07:30刘森张巍郭盛祥李华付寒芳
锦绣·上旬刊 2019年7期
刘森 张巍 郭盛祥 李华 付寒芳

摘 要:真空自耗电弧炉真空常见问题有:1、炉室有漏点,漏气率不合格;2、真空系统失效,预真空度不达标或抽速缓慢。本文依据本单位德国ALD真空自耗电弧炉进行分析,并结合日常生产和维护检修的经验,提出解决日常生产和检修中真空问题的方式方法。
关键词:真空自耗电弧炉;真空系统;测漏;漏气率;检漏
1 概述
真空自耗电弧炉80%的故障为真空问题。设备真空部分以主阀(大阀)为分界,分为真空系统和炉室两大部分。真空自耗电弧炉(VAR)真空常见的主要问题有:1、炉室有漏点,漏气率不合;2、真空系统失效,预真空度不达标或抽速缓慢。
在正常情况下,炉室的漏气率是满足工艺要求的,设备的抽空时间趋于稳定。
漏气率不合,则炉室存在漏点,本单位现有ALD真空自耗电弧炉为单旋转炉帽(上炉体)、两固定下炉体的结构。可充分利用设备结构特点并借助检漏仪器,做到快速准确找漏。
真空系统将炉室抽不到预真空度或抽速缓慢,可关闭主阀,对炉室进行测漏气率,若漏气率大,则需处理炉室漏点;若漏气率合格,则真空系统存在漏点,还有可能为材料放气或真空泵失效。
2 常见炉体漏点分析处理
2.1 测漏气率
为保证产品质量,每炉熔炼前测漏必须合格,否则禁止熔炼。
炉室漏气率大的主要原因有:(1)存在漏气点;(2)有水渗入;(3)材料放气。
2.2 漏气率分析
1)区分漏气和放气。
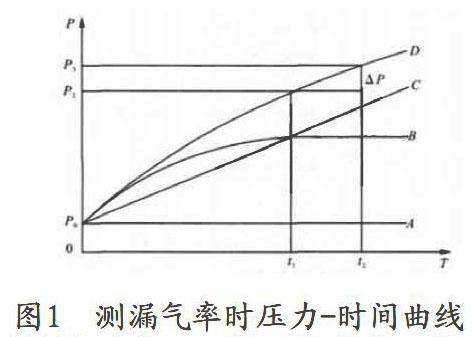
根据炉室测漏气率时的真空压力-曲线,类似于图1的哪条曲线:
直线A,压强保持定值P0不随时间变化,说明系统不放气也不漏气,设备真空度上不去是由于真空泵工作不佳造成的;
曲线B,压强开始随时间上升较快,而后上升速度渐渐减缓并趋于平稳,说明系统不漏气,是由于放气而导致系统真空度不高;
斜线C,一条斜率为△P/△t的直线,说明炉室确实漏气并非放气;
曲线D,开始压强上升较快,而后逐渐变慢,最后变成斜率为△P/△t的直线,说明系统既有放气又有漏气现象。
2)判断是否内部渗水:
可根據抽空真空度曲线判断是否内部渗水,如果渗水,曲线为锯齿-波浪样式,如图2,因为渗入的水滴在高真空下挥发为气体引起压力值增大,被抽走后真空压力值降下来,下一滴水渗出,压力值再次升高后抽下来,如此往复,真空度曲线为“锯齿-波浪”样式,真空度越高曲线越明显。需要检查可疑渗水点:电极杆水封、炉帽内壁、闭锁阀水环、坩埚底垫密封。
2.3 检漏
1)检漏的原因:真空自耗电弧炉达不到工艺要求的真空度(6.65Pa-0.1Pa)或炉室漏气率超过工艺要求的范围(<3Pa/min)。
真空系统的抽气过程可用此方程来描述:dP/dt=-Sc*P/V+Q/V;
式中:P-被抽容器内压强;Sc-被抽容器出气口出的有效抽速;V-容器体积;Q-容器漏气量与放气量之和。
当抽空长时间后,容器压强不再变化或变化过于缓慢时,视为极限压强,式中dP/dt=0,得出极限压强为:P=Q/Sc,可见极限压强由漏气量与放气量的总和Q对有效抽速的比值决定,设放气量可忽略不计,则由漏气量与有效抽速的比值决定,即抽气和漏气达到了一种平衡的真空值。依此判定:达不到工艺要求的真空度是因为存在较大漏点。
2)检漏手段和方法:现常用检漏仪器为氦质谱检漏仪,可方便快速检漏:氦质谱检漏是指从真空腔体外部用氦气吹向被检测部位,然后由连接在真空腔体上的氦质谱检漏仪来检测侵入的氦气。由于氦气比空气轻很多,向真空腔体喷氦气检漏时要从上往下依次操作,否则不利于判定漏点所在。而且必须调节压力阀,使喷枪均匀喷出微量氦气,避免因大量氦气的迅速扩散,影响对漏气点的误判。当腔体构造复杂,或漏率极小时,可针对重点部位用塑料袋套住,然后向塑料袋内部充入氦气,实现对特定重点部位的检漏。
3 真空系统及其常见问题分析
3.1 真空系统及组成
真空系统就是用来获得有特定要求真空度的抽气系统。从系统中排除气体以获得真空,是用专门的真空泵组来完成的,根据真空系统的不同要求,配备各种各样的真空泵及附属部件,根据对真空度的要求,泵组中有不同台数的真空泵。真空系统的组成有:(1)真空泵;(2)真空阀门、连接管道;(3)真空测量装置;(4)其他元件,如储气罐、防尘器等。
本单位ALD真空自耗电弧炉配备的真空泵有:一台油增压泵、两台罗茨泵、两台滑阀式真空泵和一台维持泵。
3.2 常见真空系统问题分析
真空系统的主要问题为:预真空不达标或者抽空缓慢。主要原因有:(1)真空泵抽空失效:达不到额定极限真空;(2)真空系统存在泄漏:管路的焊点或密封、阀门处等;(3)测量元器件等失效。
3.2.1 真空系统问题判断
(1)检查测量元器件,可以用排错法检验真空检测元器件是否完好。
(2)对真空管道及可能漏气部位进行检漏。
(3)通过真空测点测试各真空泵极限真空。
3.2.2 机械真空泵常见问题分析处理
1)滑阀真空泵
前级配备了两台滑阀真空泵,可依次用单泵进行抽空时间对比,并参考历史抽空记录,可直接通过在泵口管路上接真空检测元件,单测真空泵极限真空,判断真空泵是否失效。
滑阀泵失效检查及处理方法:
a.轴封等泵体密封处漏气、漏油,大气从这些部位进入低压泵腔内,减少了对炉室的抽气效率,需立即维修或更换;
b.油管或接头漏气(原因同a),则检修;油路阻塞会导致泵腔缺油(原因同e),需及时疏通;
c.吸入气体温度高,气体分子越活跃越不易从进气口扩散到滑阀泵泵腔,抽气速率低,需对所抽气体降温;
d.冷却水不足或水路阻塞,引起泵膛温度高、油温高。高温导致泵内组件受热膨胀,改变组件之间和组件与泵腔之间的工作间隙(正常间隙约为0.04mm-0.12mm),引起相互之间摩擦增大,组件及泵膛磨损,配合间隙增大,抽空效果变差;严重会导致真空泵卡死或报废;油温高,粘度降低,回转件之间所需填充间隙的油膜无法形成,影响润滑和密封效果,进排气口相通,泵失去抽气功能。需经常检查冷却水流量是否正常,水温异常及时处理。
e.检查滑阀真空泵油。真空泵油的作用:1.润滑、散热;2.密封;3.帮助顶开排气阀。如果油被污染或缺油,油的作用失效,滑阀真空泵将达不到理论抽速,实际应用中发现,油的作用失不失效,滑阀泵可抽极限真空度相差1-2个数量级,需要对油箱排水、打开气镇阀运转1-2小时、补油或换油(根据真空泵油使用寿命和熔炼铸锭形式,一般熔炼一次铸锭每15天换油,熔炼二次或成品铸锭每20天-30天换油并清理油箱)。
f.检查排气阀组件。更换损坏的排气阀片、断裂的排气阀弹簧等。阀片、弹簧若失效,在排气过程中阀片不能及时关闭,部分气体、油箱中的泵油返回泵腔内,泵内气压升高,吸气困难,导致抽速降低。
g.检查a-f后,若抽空效率还是过低,在滑阀泵进气口接检测装置进行单泵真空度检测,若达不到使用要求,表明泵膛内部组件因长期使用磨损,导致配合间隙变大,若间隙大于0.15mm将无法满足实际抽空要求,需更换真空泵。
2)罗茨泵失效检查及处理方法:
a.罗茨泵泵壳、盲板等因螺杆松动密封失效、密封老化漏气,需紧固螺杆压紧密封或更换密封;
b.泵油封损坏漏气:油封损坏,油杯中的油漏进泵内后,气体从油杯漏入泵内,对炉室抽空效果降低,需更换油封,并清理泵腔。
c.由水、油、挥发物混合的杂质积于泵内底部或附着在转子、泵膛。杂质吸附的大量气体在抽高真空时会释放出来,影响抽空效率,严重会导致泵膛、转子磨损、罗茨泵抱死或报废。需要加强日常维护保养、定期清理。
d.检查a-c后,在进气口加装检测装置,测罗茨泵真空度,若真空度不合格,表明内部配合间隙变化导致达不到极限真空,需调整间隙或換泵。
4 结论
本文针对ALD真空自耗电弧炉真空常见的这两个主要问题,做出了全面系统的分析,并结合日常生产、维护检修中采用的方式方法,理论联系实际,总结出了一系列关于炉室漏气率和真空系统问题的判断、分析、处理的方式办法。希望对真空自耗电弧炉相关从业者解决真空问题有所借鉴。
参考文献
[1]张伟,陈华锋,段成君.真空设备的检漏.GM通用机械,2006(10):52-54.
[2]徐颍.稀有金属真空熔炼.宝鸡有色金属加工厂职工教育培训中心,1999-10版
[3]李军仁,彭常户,付宝全,刘俊,李强.从滑阀式真空泵的失效谈真空泵的维护、检修工艺.机械工程师,2010(6):149-150.