论制浆造纸磨片选型与优化
2019-10-21 17:17刘钢彪冯东望刘鑫孙永康宗双玲
中国化工贸易·下旬刊 2019年10期
刘钢彪 冯东望 刘鑫 孙永康 宗双玲

摘 要:在制浆造纸工艺中,磨浆是非常重要的一个环节,磨片型号对纤维形态、性能有很大影响,最佳的磨片齿形是在磨机输入能量时,能在磨齿表面形成的浆层网络不被破坏,蒸汽与浆料一起均匀排出,产生的蒸汽能顺利返回,不至于影响磨室压力产生震动,制浆生产会根据原料的结构与成品纸的种类,选用不同的磨片型号进行打浆优化。
关键词:磨机;型号;质量;效益
在制浆造纸生产中,浆料处理分为两个部分,首先是将原料破碎,这时的磨机齿形不要太尖锐,间隙要大,磨浆浓度要高,以使原料在磨片摩擦作用下进行分丝帚化,减少纤维切断,其次是将纤维进行精磨,这时的盘磨浆间隙要小,以使纤维表面受到更多机械力作用,达到细化纤维的目的。
下面通过磨片上机实践来验证,磨片型号在造纸生产过程中使用效果以及对制浆造纸成本、浆纸质量的影响,探索提高成纸质量和降低造纸成本的新途径,达到提质降耗的根本目的。
1 试用原则
①APMP浆线两台磨浆机,配齿041TS/011LM;②确保来浆质量指标稳定游离度400CSF,撕裂指数3mNm2/g。③叩前池、叩后池流量、浓度保持一致;④打浆后保持游离度一致,观察等比能、功率等运行情况;⑤做好实验记录运行指标及过程化验和物理指标的跟踪落实。
2 实践过程控制
选择在造纸系统生产微涂纸与书写纸时期,此时APMP化机浆配比高,叩前选用SF3磨片上机十天后更换131磨片,通过前后运行情况观察实施效果。
3 改善措施实施后的效果
3.1 能耗方面对比
从上图可以看出磨片更换前后吨浆能耗差值变化在35-50kWh/t 区间波动,吨浆能耗差值由之前使用SF3 磨片的吨浆能耗减去后面改用 131的磨片吨浆能耗。
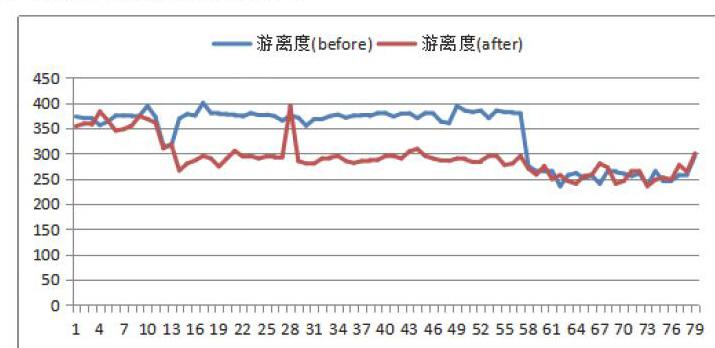
3.2 浆料游离度指标方面
上图中的紅色数据线(after)代表的是使用131磨片打出的游离度,蓝色数据线(before)是使用SF3磨片时打出的游离度数据,可以看出使用131的磨片时可以得到更低的游离度。综合这两项可以看出使用131型号磨片时,在节省能耗的同时可以达到更好的游离度标准。
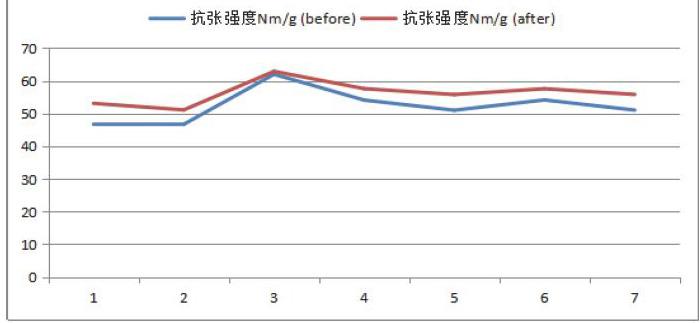
3.3 强度指标方面
上图红色的数据线是使用131型号磨片时检测的成品纸强度,蓝色的是使用SF3磨片时抄片的抗张强度,由此可见使用131磨片时可以得到相对好的抗张强度。
3.4 耐折指标方面
红色的趋势线代表使用131磨片所得耐折次数,蓝色代表使用SF3磨片时所得数据,在使用安德里茨磨片时可以显著提升耐折次数。
4 实施效果及推广意义
①可计算的效益:32万t×30度/t浆×0.56元/度×26%=139.78万元,(浆配比:26%);②改善了成纸质量,提高了成纸物理指标。
5 结论
不同型号的磨片在齿形的长短、粗细、数量、齿形锥度以及排列分布都是不一样的,只有通过长时间的实践摸索、对比跟踪,数据积累,才能做出进一步持续优化与磨片合理搭配使用,提高产能,提升质量,降低成本。有很好的推广作用。
参考文献:
[1]陈克复.制浆造纸机械与设备(第二版)上[M].北京:中国轻工业出版社,2003.
[2]陈克复.制浆造纸机械与设备(第二版)上[M].北京:中国轻工业出版社,2003.
[3]戴红旗.造纸化学与我国造纸工业的可持续发展[J].造纸化学品,2006.
[4]沈一丁.造纸化学品的制备和作用原理[M].北京:中国轻工业出版社,1999:350-351.
[5]王忠厚,林媛.制浆造纸工艺[M].北京:轻工业出版社,2014.
作者简介:
刘钢彪(1980- ),男,专科学历,濮阳龙丰纸业有限公司,负责生产工艺。
猜你喜欢
作文周刊·小学二年级版(2021年20期)2021-08-10
科学与财富(2021年36期)2021-05-10
大飞机(2021年12期)2021-01-14
智富时代(2019年7期)2019-08-16
智富时代(2019年7期)2019-08-16
智富时代(2018年2期)2018-05-02
智富时代(2018年2期)2018-05-02
军工文化(2018年12期)2018-02-22
企业导报(2016年20期)2016-11-05
海外英语(2013年1期)2013-08-27