
3D打印层厚参数对零件力学性能影响的研究
2019-11-10 06:14杨琦糜娜
科技创新与应用 2019年30期
杨琦 糜娜


摘 要:文章用实验的方法分析了3D打印工艺中“分层”参数对产品质量和打印效率,拉伸、压缩、扭转等力学性能的影响,为3D打印模型时合理选择分层参数提供了参考依据。
关键词:3D打印;力学性能;分层
中图分类号:TQ320.6 文献标志码:A 文章编号:2095-2945(2019)30-0052-03
Abstract: In this paper, the effects of "layering" parameters on product quality and printing efficiency, mechanical properties such as tension, compression and torsion in 3D printing process are analyzed experimentally, which provides a reference for reasonable selection of layering parameters in 3D printing model.
Keywords: 3D printing; mechanical properties; layering
3D打印是利用打印頭、喷嘴及其他打印技术,通过材料堆积的方式制造零件或实物的工艺[1]。随着3D打印技术的不断发展,桌面级的3D打印机以其较好的打印质量、低廉的价格成为消费市场的宠儿,得到了广泛的应用。虽然3D打印的加工精度不及机械加工要求高,但选择合理的加工工艺参数,可以尽可能地满足产品质量要求的同时提高其经济效益。3D打印的参数主要有成型方向、层厚、填充密度、打印质量(速度)、密闭参数、支撑参数等,不同的参数组合打印出产品的质量也不尽相同,其力学性能也有较大区别。本文主要以3D打印工艺中的“层厚”参数的变化分析产品制造过程的影响,用试验的方法验证其力学性能的影响,并给出建议方案。
1 研究的条件
1.1 使用设备
北京太尔时代的UP BOX+型桌面级3D打印机,采用熔融挤出成型(MEM)工艺,成型空间尺寸为255×205×205mm,具有全封闭打印室,其切片及控制软件为UPSTUDIO,版本为2.0.0.8,如图1所示。
UPBOX+采用的机械结构是笛卡尔直角坐标式,结构简单、紧凑、刚度好,喷头移动灵活,是目前3D打印机主流的结构,其中X轴和Y轴采用的是同步带传动,Z轴采用的是滚珠丝杠传动,如图2所示。
1.2 选用材料
MEM工艺采用丝状的热熔性材料作,通过加热熔化后从喷头挤出来,依次堆积成型。工程塑料具有可塑性强、力学性能优及加工性能好等优点,材料的成分、形状(尺寸)等直接影响打印件的性能,试验采用原厂生产的1.75mm直径的ABS和PLA材料,默认的打印温度分别为270℃和210℃。
1.3 试验机及模型的制备
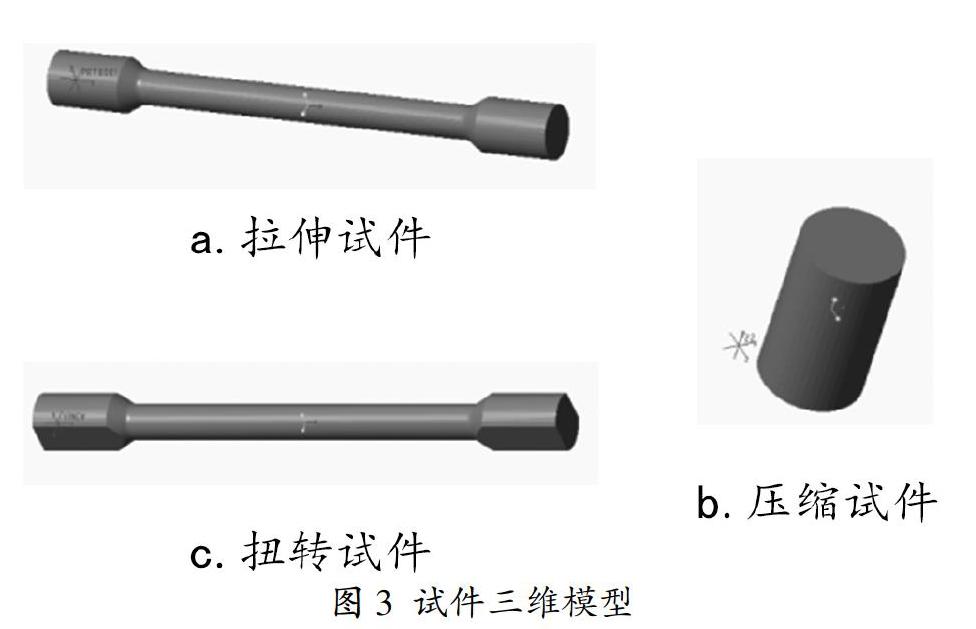
试验选择力学中主要的三个性能指标:拉伸[2]、压缩[3]和扭转作为分析对象,采用WEW-300型微机屏显液压万能试验机,NJ-50B型扭转试验机对试件进行测定。
使用CERO软件构建试件的三维模型,包括拉伸、压缩和扭转,如图3所示。
2 层厚参数对打印件的影响
以拉伸试件(竖直放置)为例,采用99%的填充密度、默认的打印质量、密闭参数、支撑参数等参数不变的情况下,以0.1、0.15、0.2、0.25、0.3和0.35mm等6个层厚对试件进行分层,3D打印实际打印的层数分别为1570层、1048层、786层、629层、525层和449层,对应的加工时间和使用材料数,如图4所示。
从图中反映出“层厚”的变化对材料使用量的几乎没有影响,主要是由于分层的原因使打印件尺寸产生了1~2层的偏差导致;“层厚”的变化对打印时间的影响较大,主要是分层的数量与打印的时间成正比关系,即层厚越小、分层数量越大、打印时间越长。0.1mm层厚的打印件质量最好,0.35mm层厚的的打印件质量最差,随着分层厚度的增加打印件质量呈递减的趋势。建议选择0.15-0.25mm的分层厚度。
3 层厚参数对零件力学性能的影响
在填充密度、打印质量、密闭参数、支撑参数等参数不变的情况下,对竖直放置的拉伸试件、压缩试件和扭转试件进行分层,每种规格打印3个试件分别进行测试,最后取中间值进行分析。
3.1 对零件拉伸性能的影响
使用万能试验机,采用0.1、0.2、0.3mm的分层厚度,99%的填充密度,其他参数采用默认的情况下,分别得到ABS和PLA材料的试件抗拉性能(临界拉应力),如表1所示。
从表中可知:随着层厚的增加,零件的抗拉性能呈较明显的下降趋势,低层厚的熔融状态下材料流动性更好,层与层之间“粘黏”的更加致密,其抗拉性能就更好。PLA材料的抗拉性能,随着层厚的增加,下降较为显著,0.3mm层厚时大约为0.1mm层厚时的60%。
3.2 对零件压缩性能的影响
使用万能试验机,对φ30×50mm的试样,采用0.1、0.2、0.3mm的分层厚度,99%的填充密度,其他参数采用默认的情况下,分别得到ABS和PLA材料的试件压缩性能(临界压力),如表2所示。
从表中可知:层厚对打印件性能影响较小,零件的抗压性能随着层厚的增加的下降幅度较小,其中0.1mm和0.2mm层厚的打印件压缩性能相差不大,0.3mm层厚的打印件也可以达到0.1mm的80%左右。
3.3 对扭转性能的影响
采用NJ-50B型扭转试验机,采用0.1、0.2、0.3mm的分层厚度,99%的填充密度,其他参数采用默认的情况下,分别得到ABS和PLA材料的试件扭转性能(最大扭矩),如表3所示。
从表中可知:试件的扭转性能与层厚关系密切,一方面0.2mm层厚打印所成的试件抗扭转性能是最好的,0.3层厚的次之,而0.1层厚的试件抗扭转性能最差;另一方面PLA材料0.1mm层厚时的最大扭矩仅为0.2mm层厚时的67%。
通过以上实验数据,我们不难发现:(1)PLA材料的抗拉强度高于ABS材料,这与材料本身的性能直接相关;(2)较小的分层参数拉伸、压缩性能较好,但扭转性能较差,可以根据产品力学性能的需要进行选择,一般选择0.2mm的分层厚度较佳。
4 结论
本文通过实验的方法,分析了3D打印机的“分层”参数对产品质量和打印效率,拉伸、压缩、扭转等力学性能的影响,为获得较好的3D打印模型提供了重要的分层参数的参考依据。
参考文献:
[1]杨琦,糜娜,曹晶.3D打印技术基础及实践[M].合肥:合肥工业大学出版社,2018:1-3.
[2]彭德权,刘勇.熔融沉积3D打印加工零件性能的探讨[J].电子世界,2018(8):90-100.
[3]贾先,谭栓斌,雷鸿春,等.3D打印工艺参数对PLA压缩性能的影响研究[J].制造技术与机床,2018(4):29-32.
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
教育教学论坛(2019年40期)2019-11-15
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
土木建筑与环境工程(2017年2期)2017-05-03
科技创新与应用(2017年5期)2017-03-16
居业(2015年16期)2016-02-24
建筑工程技术与设计(2015年29期)2015-10-21
