
大升角21造型滚刀刃口齿形测量方法研究
2019-11-18 05:43祝强李少康王建华
中国测试 2019年8期
祝强 李少康 王建华

摘要:多头、大螺旋升角渐开线造型(ZI)滚刀进行刃口齿形测量时存在干涉,从ZI造型滚刀刃口齿形测量特点出发,分析轴截面截形和基圆切平面截形之间的位置关系,给出干涉产生的原因,推导干涉判定条件。针对原测量算法缺陷,提出刃口齿形T向测量算法,通过变换测量截面,算法限定测头的测量深度,有效解决大升角ZI造型滚刀刃口齿形测量的干涉问题。经算法整合,滚刀测量软件可实现刃口齿形测量干涉的预判,实现测量策略自适应选择。实际测试证明:刃口齿形T向测量算法能够顺利完成大升角渐开线造型滚刀刃口齿形的测量,与原测量算法比较,测量结果正确。
关键词:滚刀;渐开线;刃口齿形;大升角
中图分类号:TN274.2 文献标志码:A 文章编号:1674-5124(2019)08-0008-06
收稿日期:2018-09-23;收到修改稿日期:2018-10-13
基金项目:国家自然科学基金(51475351);陕西省教育厅重点实验室研究计划(17JS057);西安工业大学校长基金项目(XAGDXJJ1006)
作者简介:祝强(1972-),男,湖北襄阳市人,副教授,博士,主要研究方向为精密测量与控制技术。
0 引言
滚刀是一种应用广泛的齿轮或蜗轮切削刀具,加工效率高。按加工对象不同,一般可分为齿轮滚刀和蜗轮滚刀两大类。为了获得理想的渐开线齿形,消除造型误差,高精度滚刀一般采用渐开线蜗杆作为其基本蜗杆[1-2],称为渐开线(ZI)造型滚刀。
齿形是滚刀制造精度的一项重要指标,含刃口齿形和侧铲面齿形[3]两种,国家标准GB/T 6084-2016规范了滚刀齿形的精度等级[4]。侧铲面齿形是指滚刀铲背面上平行于刃口的齿侧形貌,体现了滚刀的重磨性能。刃口齿形是指滚刀前刃面与侧铲面的交线,是滚刀的实际切削刃,理论上滚刀刃口齿形位于其基本蜗杆上。刃口齿形误差反映了滚刀实际切削刃偏离其基本蜗杆的程度,直接影响滚刀切削对象,如齿轮或蜗轮的齿面形貌[5-7]。
从切削效率考虑,滚刀头数越多,其切削效率越高,但加工难度也越大。随着近年来国内制造能力的提升,滚刀设计头数不断增加,可达到6头、8头甚至更多。在其他基本参数不变时,滚刀头数增加势必带来螺旋升角和导程的增大。由于ZI造型滚刀刃口齿形的测量截面位于其基圆柱切平面内,刃口齿形测量时大螺旋升角会造成测头与被测齿面或其对应齿面之间发生干涉,导致刃口齿形测量无法完成。
本文论述了ZI造型滚刀刃口齿形的测量原理,分析了多头、大升角ZI造型滚刀刃口齿形测量干涉产生的原因,给出干涉判断公式,并提出了ZI造型滚刀刃口齿形T向测量算法,有效规避干涉的产生。
1 ZI造型滚刀刃口齿形R向测量算法
渐开线蜗杆和阿基米德蜗杆均属于线性蜗杆,区别在于两者螺旋面的发生线(直母线)不一样。阿基米德螺旋面的直母线穿过其回转轴线,直母线即为轴截形。因此,阿基米德造型滚刀的齿形测量均在其轴截面内进行。渐开螺旋面的端截形为渐开线,轴截形为空间曲线,其直母线为基圆柱切平面与渐开螺旋面的交线[8-10]。从测量精度、测量可行性考虑,ZI造型滚刀的刃口齿形测量都是在渐开螺旋面的基圆柱切平面内进行。
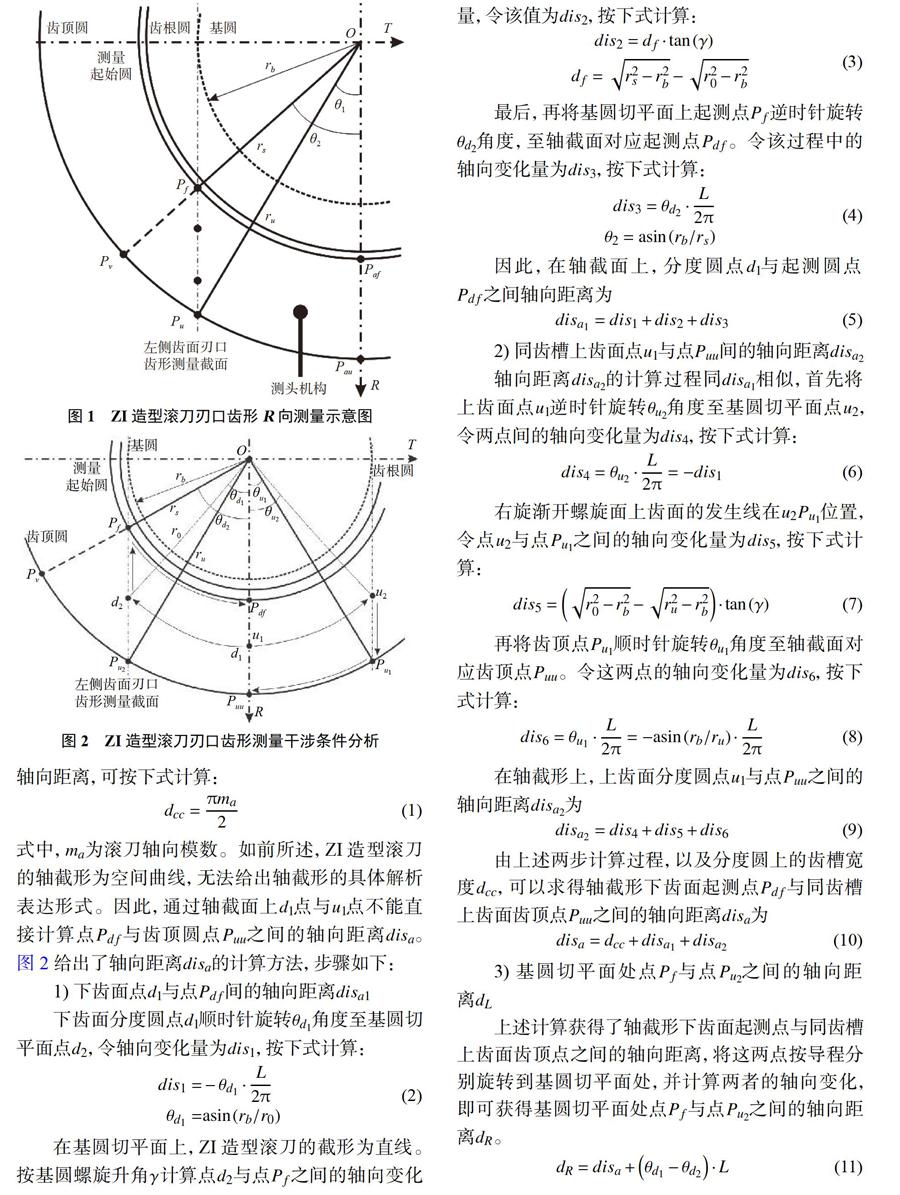
图1为刃口齿形测量原理示意图,以右旋ZI造型滚刀为例,从滚刀端平面俯视,称横轴称为T轴,纵轴为R轴。图中rb为基圆半径,rs为齿形测量起始圆半径,ru为齿顶圆半径,Pf为刃口齿形的起测点,Pu为刃口齿形的终测点。目前,国内外的CNC齿轮测量中心均采用3个直线轴与回转轴实现空间运动[11-12],测头机构平行于R轴放置。刃口齿形测量过程如下:
1)根据ZI造型滚刀基本参数,计算基圆半径、导程L、起测点Pf坐标、基圆螺旋升角Y等测量参数;
2)驱动测头运动至基圆偏置位置,即T=±rb,符号由被测齿面及滚刀旋向决定;
3)根据被测刃口坐标,调整Z轴和回转轴,驱动测头沿R轴進入齿槽被测齿面起测点;
4)驱动测头触压齿面,保证接触良好;
5)Z轴和回转轴联动,使得测头按铲背面导程运动,直至测头脱离齿面,采样、计算刃口点坐标值;
6)根据下一个刃口测量点坐标,调整测头位置,重复上述步骤,直至所有刃口被测点测量结束;
7)计算刃口齿形误差,评价、绘图。
上述刃口齿形测量方法适用于螺旋升角较小的ZI造型滚刀,而进行多头、大升角ZI造型滚刀刃口齿形测量时,会发生测头无法沿基圆切平面PuPf进入起测点的情况,测头机构与同齿槽另一齿面发生干涉。
2 干涉产生原因及判定条件
直观上,ZI造型滚刀刃口齿形测量时发生的干涉问题是由于滚刀升角过大引起的。如图1所示,被测刃口齿形为PfPu段,PafPau段为轴截形。轴截形与刃口齿形的位置关系可以表述为,起测点Pf是由轴截形Paf点旋转θ1获得,终测点Pu是由Pau点旋转θ2获得。即使该滚刀在轴截面处不存在干涉情况,但无法确认在基圆切平面位置测量刃口齿形是否会发生干涉。因此,需要给出明确的干涉判定条件,在测量前对干涉情况进行预判。
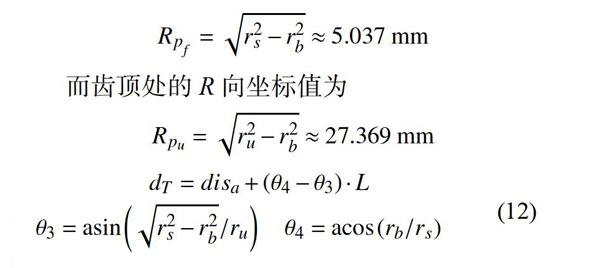
为了推导干涉判定公式,图2以右旋ZI造型滚刀下(左)齿面刃口齿形测量为例,给出刃口齿形测量干涉分析示意图。图中,点d1为该齿槽下齿面分度圆与轴截面的交点,点“伪同齿槽上齿面分度圆与轴截面的交点。从滚刀端面俯视,d1点u1点重合。点Pdf为该齿槽下齿面测量起始圆柱与轴截面的交点,点Puu为同齿槽上齿面齿顶圆柱与轴截面的交点。主轴逆时针旋转为正。在滚刀分度圆圆柱上,其齿槽与齿纹宽度相等。令滚刀头数为Z0,分度圆上的齿槽宽度为dcc,dcc即为点d1与点u1之间的轴向距离,可按下式计算:式中,ma为滚刀轴向模数。如前所述,ZI造型滚刀的轴截形为空间曲线,无法给出轴截形的具体解析表达形式。因此,通过轴截面上d1点u1点不能直接计算点Pdf与齿顶圆点Puu之间的轴向距离disa。图2给出了轴向距离disa的计算方法,步骤如下:
1)下齿面点d1与点Pdf间的轴向距离disa1
下齿面分度圆点d1顺时针旋转θd1角度至基圆切平面点d2,令轴向变化量为dis1,按下式计算:
在基圆切平面上,ZI造型滚刀的截形为直线。按基圆螺旋升角γ计算点d2与点Pf之间的轴向变化量,令该值为dis2,按下式计算:
dis2=df·tan(γ)
最后,再将基圆切平面上起测点Pf逆时针旋转θd2角度,至轴截面对应起测点Pdf。令该过程中的轴向变化量为dis3,按下式计算:
θ2=asin(rb/rs)
因此,在轴截面上,分度圆点d1与起测圆点Pdf之间轴向距离为
disa1=dis1+dis2+dis3(5)
2)同齿槽上齿面点u1与点Puu间的轴向距离disa2
轴向距离disa2的计算过程同disa1相似,首先将上齿面点u1逆时针旋转θu2角度至基圆切平面点u2,令两点间的轴向变化量为dis4,按下式计算:
右旋渐开螺旋面上齿面的发生线在u2Pu1位置,令点u2与点Pu1之间的轴向变化量为dis5,按下式计算:
再将齿顶点Pu1顺时针旋转θu1角度至轴截面对应齿顶点Puu。令这两点的轴向变化量为dis6,按下式计算:
在轴截形上,上齿面分度圆点u1与点Puu之间的轴向距离disa2为
disa2=dis4+dis5+dis6(9)
由上述两步计算过程,以及分度圆上的齿槽宽度dcc,可以求得轴截形下齿面起测点Pdf与同齿槽上齿面齿顶点Puu之间的轴向距离disa为
disa=dcc+disa1+disa2(10)
3)基圆切平面处点Pf与点Put之间的轴向距离dL
上述计算获得了轴截形下齿面起测点与同齿槽上齿面齿顶点之间的轴向距离,将这两点按导程分别旋转到基圆切平面处,并计算两者的轴向变化,即可获得基圆切平面处点Pf与点Pu2之间的轴向距离dR。
dR=disa+(θd1-θd2)·L(11)
表1给出了5种右旋zi造型滚刀的基本参数,β为螺旋升角,5种滚刀的法向压力角均为20°,Z0为滚刀头数。按式(10)、式(11)分别计算得到该滚刀轴截面处与基圆切平面上的左齒面起测点与同齿槽右齿面齿顶点之间的轴向距离,根据轴向距离与测球直径、测杆直径可以直接判定干涉是否存在。实际测量时,为了避免误判测针与齿面之间的接触状态,测针中进入齿槽测量起点的过程中不能与齿面发生触碰,通常会根据滚刀模数或测球直径大小留出一定的余量。因此,表1给出的轴向距离dR为极限值,进行干涉判断时应在dR上加上一个测球直径,如果此时测球直径或测杆直径(进入齿槽部分)大于该值,则刃口齿形测量将无法完成,干涉发生。从表1数据来看,如果采用2mm直径的测球进行测量,1号、2号滚刀的刃口齿形可以正常测量,而3、4、5号滚刀则测量刃口齿形时将会发生干涉,这3种滚刀均具有头数多、升角大的特点。
3 刃口齿形T向测量算法
为解决多头、大升角ZI造型滚刀刃口齿形测量干涉问题,本文提出一种刃口齿形的T向测量算法。该算法根据渐开螺旋面发生线的性质,切换刃口齿形的测量位置,改进测量路径,解决大升角ZI造型滚刀刃口齿形测量的难题。
分析ZI造型滚刀刃口齿形干涉发生原因可知,由于头数较多,该类滚刀刃口齿形的起测圆半径rs与其基圆半径相差不大。当采用R向测量时,升角越大,起测点R坐标越小,这意味着测头要进入起测点需要沿R轴运动较长的距离。如表1中的4号滚刀,其起测点的R向坐标值为
而齿顶处的R向坐标值为
起测点的R向坐标值已经远小于其基圆半径值。以右旋滚刀左(下)齿面为例,由于齿面压力角的存在,起测点越远离齿顶,其Z值越低,与同齿槽另一齿面齿顶间的轴向距离越小,干涉发生的可能性越大。
T向测量算法的设计思路就是限制刃口齿形测量时测头在进入齿槽的深度,将R轴的测头运动转换到T轴上。如图3所示,T向测量算法的基圆切平面刃口齿形转换到Pf1Pu1位置,此时测量截面平行于T轴,故称为刃口齿形T向测量算法。T向测量算法保证了所有测量点R轴等于基圆半径rb,测头进入起测点Pf1时沿R轴的运动距离为DPf1,有效消除了大升角ZI造型滚刀刃口齿形测量时干涉的发生。由图3可知,干涉由起测点Pf1与同齿槽另一齿面的齿顶点D之间的轴向距离dT进行判断。在轴截形位置起测点E与同齿槽上齿面齿顶点C之间的轴向距离disa可由式(10)计算,在此基础上,将起测点逆时针旋转θ4角度至点Pf1,同齿槽上齿面齿顶点C旋转θ3角度至点D。T向测量算法起测位置的轴向距离dT可按下式计算:
按式(12)计算表1中5种滚刀采用T向测量算法时的轴向距离dT,如表2所示,表中各符号含义如前所述。
从表2数据可知,对于螺旋升角较小的ZI造型滚刀,R向测量的起测点轴向距离dR要大于T向测量的起测点轴向距离dT,该情况宜采用R向测量算法。而对于具有大螺旋升角的ZI造型滚刀,R向测量起测点的轴向距离dR小于T向测量起测点轴向距离dT,此时采用T向测量算法更优。
从算法自适性考虑,在测量之前,根据滚刀基本参数,以R向或T向基圆切平面处起测点的R向或T向坐标h与基圆半径的关系来自动选取适合的测量算法。
算法选择按下式进行,规避干涉的发生:
h≤rbT向测量算法
h>rbR向测量算法(14)
4 实例验证
从刃口齿形T向测量算法可以得出,该测量算法可以有效的规避干涉现象的发生。从表2可知,2号ZI造型滚刀在R向测量截面和T向测量截面均不存在干涉,可以对该滚刀同一头的左、右侧齿面分别采用刃口齿形R向测量和T向测量对进行刃口齿形测量,比对两种算法的测量结果,以此来验证新算法测量结果的正确性。2号滚刀的工件参数与测量参数见表1,测量设备采用GD260型齿轮测量中心,测量不确定度1μm,测针选用直径为2mm的红宝石测球。
图4与图5为采用两种测量方法进行的刃口齿形测量结果对比,其中图4给出了刃口齿形测量点数为10点的误差曲线,图5给出了刃口齿形测量点数为30点的误差曲线,测量长度和范围相同,测量起始圆半径为33.997mm,测量终止圆半径为43.497mm。表3为两种测量算法的测量误差值,表中符号δff为刃口齿形综合误差,δffa为形状误差,δfha为斜率误差,L表示测量齿面为左齿面,R为右齿面。从测得的误差曲线以及误差值可以看出,刃口齿形R向测量算法的测量结果与T向算法一致,综合误差δff相差最大1.6μm。除测量设备不确定的影响外,两种测量方式的测量截面位置不同会带来测球与齿面接触状态存在微小差异,造成实际测量刃口位置不同,即两种测量误差曲线都体现了滚刀的实际加工质量,但测量点并不完全一致。从刃口齿形30点测量结果的对比可以看出,两种算法的测量结果更为接近,说明刃口齿形测量点越多,反映的齿形形貌越完整,相邻测量点间的差异越小。分析测量结果误差曲线可知,该滚刀左齿面刃口齿形的加工一致性较好,测量结果受测量位置的影响较小,而右齿面刃口的一致性则较差,测量位置的微小变化虽然不影响该滚刀的评定精度等级,但对其刃口齿形的形状误差有一定的影响。
5 结束语
本文从多头、大螺旋升角ZI造型滚刀刃口齿形的特点出发,分析了刃口齿形测量存在干涉的原因,推导了干涉判定方法。针对通用的R向基圆切平面刃口齿形测量算法存在的缺陷,提出了T向基圆切平面刃口齿形测量算法,该算法可以有效规避大升角ZI造型滚刀刃口齿形测量干涉的发生。通过算法整合,滚刀测量软件可以在刃口齿形测量前完成干涉判断,并自动选择合理的测量策略。经现场实际测试,证明了刃口齿形T向测量算法在测量准确性上与原测量方法一致,算法具有较强的实用性。
参考文献
[1]李特文.齿轮啮合原理[M].上海:上海科学技术出版社,1984.
[2]吴序堂.齿轮啮合原理[M].西安:西安交通大学出版社,2009.
[3]四川省机械工业局.齿轮刀具设计理论基础[M].北京:机械工业出版社,1982.
[4]GB/T6084-2016:齿轮滚刀通用技术条件[S].北京:中国质检出版社,2016.
[5]王时龙,孙守利,周杰.滚刀几何误差与齿轮几何精度的映射规律研究[J].机械工程学报,2013,49(19):119-125.
[6]FRAZER R C,BICKER R,COX B,et al.An internationalcomparison of involute gear profile and helixmeasurement[J].Metrologia,2004,41(1):12-16.
[7]盧春霞,王建华,劳奇成.齿轮滚刀轴向齿形误差的测量[J].工具技术,2009,43(1):98-99.
[8]徐振光,韩卫民,张晶.滚齿齿根过渡曲线与滚刀齿形设计[J].工具技术,2016,50(3):73-81.
[9]刘东会,张树森.齿轮滚刀齿形造形理论及设计方法的探讨[J].工具技术,2001,35(2):17-19.
[10]金寿松,杨东坡,张宇,等.渐开线齿轮滚刀廓形参数计算[J].浙江工业大学学报,2013,41(4):385-389.
[11]YOHAN K,KOSHI K,SONKO O.et al.Evaluation ofinstruments for helix measurement using wedge artifact[J].Precision Engineering,2010,34(4):667-674.
[12]HAN L F,FU C F,WANG J.Outlier detection and correctionfor the deviations of tooth profiles of gears[J].MEASUREMENT SCIENCE REVIEW,2013,13(2):56-62.
(编辑:刘杨)
