
长钢1 号高炉中修优化设计特点及实践
2019-11-20 09:01孙刘恒汪延来
山西冶金 2019年5期
陈 冬,孙刘恒,汪延来
(中冶华天工程技术有限公司炼铁事业部,江苏 南京 210000)
安徽长江钢铁股份有限公司(全文简称“长钢”)1 号高炉中修优化设计以提高环境保护和资源综合利用水平,在实现降本增效的同时,力求实现经济、社会和环境协调的可持续发展之路。2019 年2 月20日开始停炉中修,历时76 d,于2019 年5 月8 日开炉投产以来,高炉总体运行状况良好,有效容积利用系数为3.4 t/(m3·d)以上,达到了同类型高炉的先进水平,改造前后生产技术指标如表1 所示。
长钢1 号高炉中修优化设计采用了新工艺、新设备和新技术[1],如厚壁炉型改薄壁内衬炉型[2]、工业循环水改软水密闭循环冷却系统、炉底炉缸炭砖+小块陶瓷杯改为炭砖+大块陶瓷杯杯结构、出铁场平坦化改造、除尘系统升级改造、炉顶均压放散煤气回收等。其主要设计参数:有效利用系数3.24 t/(m3·d),日产生铁3 500 t/d,热风温度1 150 ℃,综合燃料比515 kg/t,炉顶压力0.2 MPa,年产生铁122.5 万t。
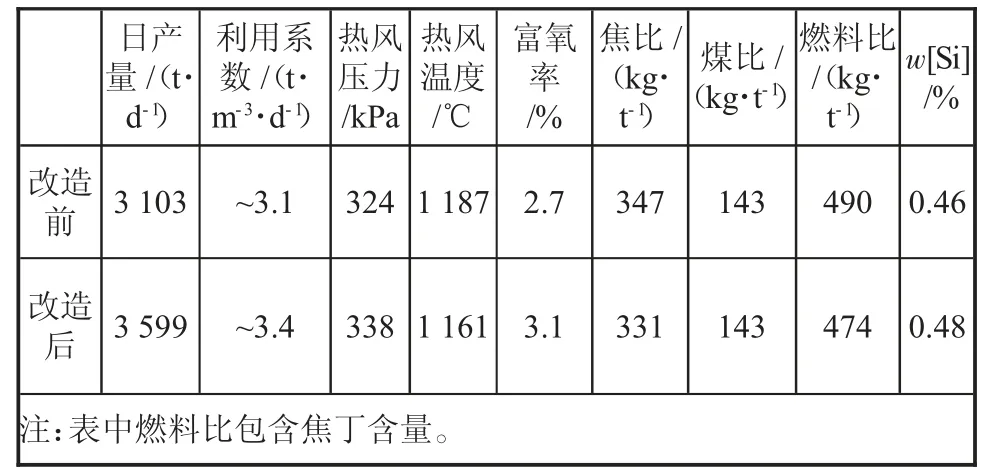
表1 长钢1 号高炉改造前后生产技术指标对比表
1 设计特点及分析
本工程主要改造内容包括高炉本体系统炉型优化、冷却壁及供排水系统、风口平台出铁场平坦化、炉顶均压放散煤气回收、出铁场除尘系统升级及其他相关配套设施等。
1.1 高炉本体系统
1.1.1 高炉炉型
高炉炉型是炉体系统的基础,炉型的好坏不但关系到高炉是否高产稳产,也关系到高炉煤气利用的好坏和燃料比的大小,同时,也对高炉寿命的长短起着重要作用。因此,在总结综合比较国内同类型高炉设计与生产操作经验的基础上,结合本工程的具体条件,确定合理的高炉内型[3-6]。
长钢1 号高炉改造后内型与同类型高炉对比如表2 所示。
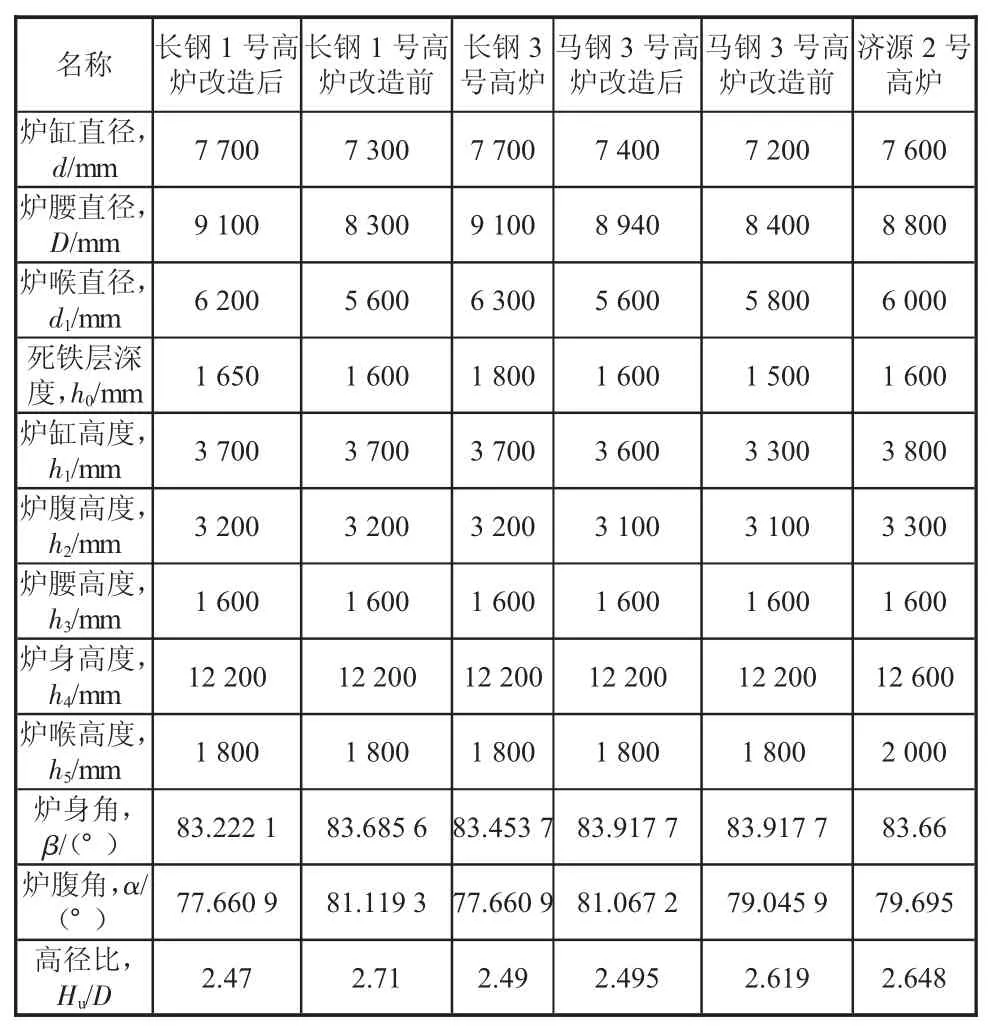
表2 同级别高炉内型尺寸对比表
此次高炉本体炉型改造特点:
1)厚壁内衬改薄壁炉型:在充分利用现有设施的前提下,保留利用原有高炉本体框架、炉体平台,将厚壁炉型优化设计改造为砖壁结合薄内衬炉型[2]。
2)死铁层深度适当加深:适当加深死铁层深度有利于减少铁水环流对炉缸侧壁的冲刷,保护炉底炉缸耐材,延长炉缸寿命。
3)炉腰直径加大。适当加大炉腰直径,高炉透气性得到改善,有利于高炉的强化冶炼。
4)炉缸直径扩大。适当的扩大炉缸直径有利于提高高炉的产量及冶炼。
1.1.2 炉体冷却结构及冷却系统
长钢1 号高炉中修采用全冷却壁冷却结构形式。炉体从炉底到炉身上部共设15 段冷却壁;炉喉采用两段式水冷钢砖。按照炉内纵向各区域不同的工作条件和热负荷大小,采用不同结构形式和不同材质的冷却壁。第1—4 段冷却壁为单层光面灰铁冷却壁;第5 段(风口带)为加厚双层光面球墨铸铁冷却壁;第6—9 段(炉腹2 段、炉腰1 段及炉身下部1段)为双层全覆盖式镶砖铸钢冷却壁;第10—15 段为单层全覆盖式镶砖球墨铸铁冷却壁。
炉体冷却系统由开路工业循环水系统改为软水密闭循环系统。为强化炉底炉缸炉底冷却能力,水冷管布置于炉底于炉底封板上方。为了使炉体供水分布均匀,将系统分成16 个区,上部设1 个脱气罐和1 个膨胀罐,用于控制软水循环系统及排除软水循环冷却过程中产生的气体。
为加强高炉冶炼安全及控制软水冷却系统,本次中修设计高炉冷却壁热负荷监测系统,用于及时监测炉体冷却强度、渣铁皮厚度及冷却壁破损情况,便于生产操作调控,有效提升了高炉冶炼强度。
1.1.3 内衬结构和材质
高炉内衬是维护高炉工作的空间,耐火材料的选择,将影响投资和使用寿命。在本次设计中充分考虑高炉各部位的不同工作条件和侵蚀机理,有针对性的选用耐火材料,并在结构上加强各部位砖衬的稳定性[3]。结合长钢一代炉役使用情况,本次中修设计将原厚壁炉型改为砖壁结合薄内衬炉型。
1.1.3.1 炉底、炉缸区域
高炉炉底、炉缸采用炭砖+陶瓷砌体复合炉衬结合水冷薄炉底结构。炉底、炉缸从下往上依次为:2层半石墨炭砖,2 层超微孔炭砖,1 层超微孔焙烧炭块,2 层大块陶瓷垫。炉缸外侧为超微孔炭砖+微孔炭砖,为了提高炉缸及风口砌体的稳定性和寿命,保护炉缸及风口设备,炉缸内侧及风口区采用大块陶瓷杯壁结构。炉底、炉缸设置侵蚀检测系统。炉底炉缸耐材结构如图1 所示。
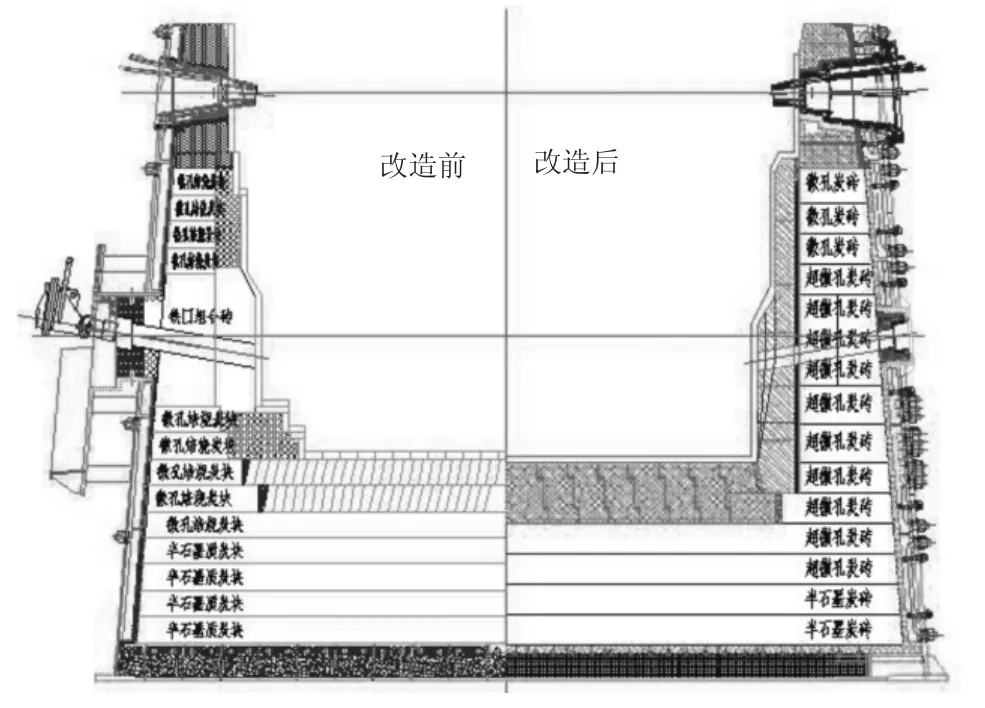
图1 长钢1 号高炉改造前后炉底炉缸结构示意图
1.1.3.2 炉腹炉腰及炉身中下部区域
由于此区域热负荷大,机械冲刷、化学侵蚀及热震均存在极大的破坏作用,应选择具有高导热系数、高抗折强度、耐渣碱侵蚀的耐火砖。在充分考虑高炉各部位的不同工作条件和侵蚀机理,并结合冷却壁元件的具体特点,有针对性的选用耐火材料。炉腹、炉腰与炉身下部区域冷却壁采用冷镶微孔铝炭砖,内侧采用铝碳化硅喷涂料。
1.1.3.3 炉身中上部区域
炉身中上部温度较低,主要为炉料和煤气流冲刷磨损,因此球墨铸铁冷却壁采用致密性高、耐压强度大、耐磨能力强的磷酸盐浸渍黏土砖,内侧喷涂高铝喷涂料。
1.2 风口平台及出铁场系统
长钢1 号高炉一代炉役生产过程中,出铁场陆续暴露出以下不足:出铁场偏小;出铁场坡度较大,且表面凹凸不平,不利于炉前设备和渣铁沟的维护和检修,不便于检修设备的运行;除尘效果不理想;渣铁沟混凝土挡墙上部破损严重,沟盖板变形严重,不能有效封闭,大量跑冒烟气,炉前环境恶劣。
针对以上不足之处,为了满足环保要求以及便于炉前安全操作维护,在现有出铁场结构基础上平台化,炉前设除尘小屋,将开口机泥炮包覆在小屋内,除尘系统风量提高到100 万m3/h,烟尘排放质量浓度<10 mg/m3,大大改善了炉前操作环境。
1.3 炉顶均排压煤气回收系统
高炉生产中,炉顶装料设备向炉内装料时,料罐中的均压煤气通常都是直接对空排放的,这部分放散煤气的主要成分为CO、CO2、N2和灰尘。料罐排压放散时产生的噪音和粉尘污染,不仅对大气环境直接造成污染,而且也浪费了煤气能源[7]。因此,本次中修设计对均压煤气进行除尘并回收,均压放散煤气回收系统工艺流程如图2 所示。
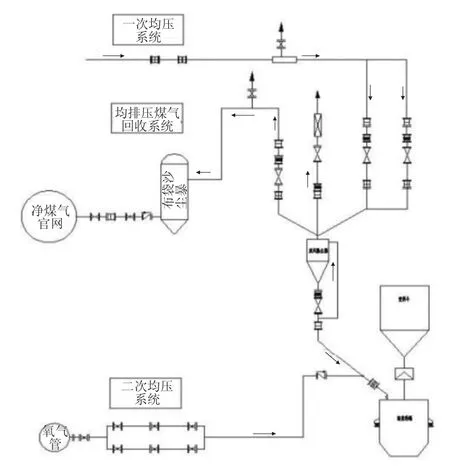
图2 均压放散煤气回收系统工艺流程示意图
炉顶均排压系统的工艺流程:
1)料罐排压。料罐内高压煤气→旋风除尘器除尘→均压放散阀→煤气回收管网→布袋除尘器→逆止阀→煤气快速切断阀→手动盲板阀→蝶阀→净煤气管网。
2)料罐均压。两步进行,净煤气一次均压,N2 二次均压。
净煤气一次均压:一次均压净煤气→均压阀1→旋风除尘器→均压阀2→料罐。
该技术应用投产后,运行情况稳定良好,煤气回收率达85%以上,取得较好的环保效益和经济效益。
2 结论
1)长钢1 号高炉中修设计采用较先进工艺技术及设备,高炉投产后,炉况稳定顺行,各项指标均优于设计指标,平均利用系数在3.4 t/(m3·d)以上,达到同类型高炉的先进水平。
2)出铁场平坦化后,炉前设除尘小屋,出铁场除尘风量加大,有效改善了炉前操作环境。
3)炉顶均排压煤气回收系统投产后,运行情况稳定良好,煤气回收率达85%以上,生产实践取得较好效果。
猜你喜欢
天津冶金(2022年6期)2022-12-29
山东冶金(2022年3期)2022-07-19
山东冶金(2022年1期)2022-04-19
新疆钢铁(2021年1期)2021-10-14
玻璃(2020年2期)2020-12-11
Plasma Science and Technology(2020年11期)2020-11-10
昆钢科技(2020年6期)2020-03-29
中国工程咨询(2017年8期)2017-01-31
山东工业技术(2016年15期)2016-12-01
安徽冶金科技职业学院学报(2015年3期)2015-12-02
