硬质合金自动切菜机刀具设计及工艺优化
2019-11-21 10:26葛占福张军元
世界有色金属 2019年17期
葛占福,张军元
(武威职业学院,甘肃 武威 733000)
硬质合金打造的刀具具有稳固、高效、高耐用性等突出优点,是现代化科学自动设备加工生产线中至关重要的产品,它能够提高生产线的加工效率及提高生产线运行的安全性[1]。各工厂引进的生产设备中,经常会见到这种刀具。这种刀具的设计工艺和常规高速钢刀具之间的差别比较大,国内使用范围较小,生产厂家也比较少。很多厂家只会偶尔或定期进口这种刀具。最近几年,国内一部分工厂承制了多种刀具,并自行设计,借以改造我们的生产流水线,提高劳动生产率和经济效益,且获得了较高的利润上升空间。根据我们的实践经验,用现有的常规刀具生产设备,依然可以加工出较为复杂的硬质合金刀具,比如自动切菜机刀具。
1 硬质合金自动切菜机刀具设计
1.1 刀具几何参数的确定
硬质合金自动切菜机刀具设计参数的合理选择是受到机床加工、部件、材料、冷却、粗精加工等各种因素的影响[2]。在普通状况下,刀具的设计一般会优先考虑影响最直接、最大的因素,以及被加工部件材料的影响。在其他加工条件一样的前提下,只有被加工部件材料发生变化,在这种假设下进行刀具几何参数的设计才是科学有效的。硬质合金自动切菜机加工时其刀具的选择,在材料特征上具体表现为强度和硬度比较低,导热性好,含一定比例的硅元素,具备硬点。在刀具受力特征上具体表现为阻力较小,切削温升高,具备硬质点,容易积屑,不会发生断屑。刀具几何参数选择的特点是刀尖圆弧比较大,主偏角一般取最大值,切削刃长度较长,进刀次数适当减少。另外有必要选取较大前角,使刀具切削速度加快,并降低切屑发生变形的可能性,且前刀面需要保持一定的光洁度,尽量减少摩擦,控制切削温始终处于匀速升温状态;同时取较大后角,避免材料因为升温回弹导致后刀面摩擦严重。
1.2 收纳箱设计方案
市场上现行发售的切菜机绝大多数都是机身和菜品收集部分分离处理的[3],在使用时需要一个比机身更大的容纳空间,为了解决这一问题,本文设计的切菜机设计了双斗式收纳箱,其结构包括:收纳斗移动轨道,便于支撑、引导收纳箱发生位移;收纳斗,主要作用是收集菜品;箱体,为了保护机体内部零部件;观察孔,便于观察机体内部菜品的收集情况。
1.3 刀具内圆角和空刀及错齿设计
很多零部件的孔口会有倒角或倒棱的存在,成形刀对应部位为内圆角或内倒棱。内倒棱很难进行加工,应该选择以内圆角来代替。通常情况下,用金刚石砂轮进行磨削架空只可以控制大小在0.5mm左右,更小的圆角必须技艺高超或拥有多年经验技工者才可以做好。空刀(砂轮越程槽)及错齿的设计上,早期因为制造工艺比较落后,刀具空刀和错齿设计曾一度被广泛应用,其弊端就是被用工件孔口出现倒棱的概率基本为零,而多数零部件希望孔口不要太多锋利。另外,窄而深的空刃很容易在作业的时候因卡住切屑而损坏部件,而空刀的尖棱边棱如果不进行倒圆加工,也会划伤零部件,所以刀具空刀必须设计为浅而宽。
1.4 刀具模型的三维实现
建模的第一步就是了解并掌握刀具的设计特征,为了满足应用需求,根据零件加工的标准即切削目标,去选择刀具的类型及其有关特征,熟知哪些尺寸是关键的、必须的;之后在此基础上,再对有关参数进行科学的优选,进行设计参数的检验和删改;最后就是联系有关经验或者试用结果进一步优化设计方案。
一般狭义上的刀具设计建模指的是在刀具结构、几何参数已确定的基础上,通过三维立体软件将其复杂的结构进行详细描述和表达即可。
2 硬质合金自动切菜机刀具的工艺优化
2.1 螺旋角的优化
螺旋角能够加大刀具实际切削过程中的前角,让刀具变得更为锋利。正是因为螺旋角的存在,使实际加工过程中参与切削过程的切削刃长度得到增大,一定程度上提高了刀具切削的平稳性,降低了作业振动频率。螺旋角的属性具体包括角度的大小以及旋转的方向。螺旋角的旋转方向包括左旋和右旋。目前普遍采用右旋的方式。右旋刀具的切屑主要是从切削刃上方旋转,这种刀具面向的加工对象比较广泛,能够广泛应用在侧铣、槽洗以及平面铣等。左旋刀具的应用范围较为狭窄,加工时切屑从切削刃的下方旋转,不利于切削的速度和热量的散出,所以只适用于特殊状况下的侧统。在保证其他参数不变的状况下,刀具的螺旋角越小,其强度就越大,刀具能够承受的荷载力和机械冲击就越大。但小螺旋角实际上降低了刀具的锋利度,同等加工环境下其切削力反而更大。反之,随着刀具螺旋角的加大,切削力出现递减的趋势,可刀具的强度却得到了增强。所以,切菜机对于特定的加工对象,其螺旋角的选择需要有一个合适的应用范围,如此才可以延长其使用寿命,提高其性价比。
2.2 齿数的优化
整体立统刀的齿数一般条件下会选择2齿、3齿、4齿以及6齿。在同等直径下,齿数越多,刀具的内部直径就越大,刀体切削力也随之加强(见图1),可同时容屑槽的空间反而会减小,排屑出现困难。所以对待向切菜机这种半精加工、精加工的刀具需要选择多齿整体立铣刀。
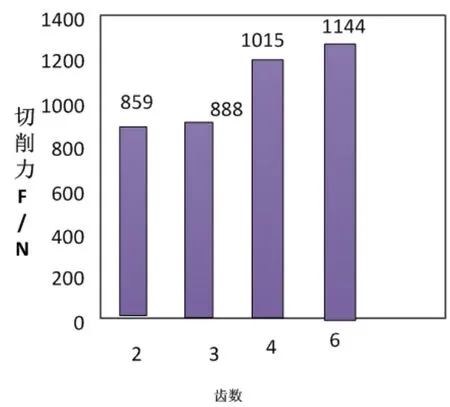
图1 切削力遂齿数变化图
3 结论
本文对硬质合金自动切菜机刀具设计及工艺优化进行分析,依托硬质合金的物理属性,根据自动切菜机刀具的现实需要,对其设计工艺进行优化,实现本文研究。希望本文的研究能够为硬质合金自动切菜机刀具的设计和工艺优化方法提供理论上的依据。
猜你喜欢
山东冶金(2022年4期)2022-09-14
中华养生保健(2020年5期)2020-11-16
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年6期)2019-06-25
红领巾·探索(2018年10期)2018-11-14
制造技术与机床(2017年7期)2018-01-19
凿岩机械气动工具(2016年1期)2016-11-11
发明与创新(2016年5期)2016-08-21
凿岩机械气动工具(2016年3期)2016-03-01
中国医学影像学杂志(2015年9期)2015-12-15