
转叶式舵机修理工艺研究
2019-11-27 05:39常军军
中国新技术新产品 2019年17期
常军军
摘 要:船舶舵机是控制船舶航向,保证船舶安全航行的重要设备,其完好性不言而喻。该文通过阐述转叶式舵机的结构原理,并以某轮舵机修理为案例,对转叶式舵机转舵机构部件容易出现的故障进行了描述和原因分析,根据案例实际提出了修理方案,重点对转舵机构相关部件装配技术参数、修理加工工艺以及装配工艺流程进行了探讨和研究,以为舶舶轮机相关管理人员及修理者提供参考。
关键词:转叶式舵机;工作原理;修理;技术参数;工艺流程
中图分类号:U664 文献标志码:A
0 引言
船舶安全地航行,除了应具有良好的推进性外,还应有良好的操纵性能,船舶推进性能是由主机和螺旋桨的正确匹配来保证的,而船舶保持和改变航向是靠舵装置的作用。舵装置主要是由舵和操舵装置组成,舵机就是操舵装置的主要部件。船用舵机目前多采用液压式,根据其作用方式的不同,液压式舵机分为往复式和转叶式2类。转叶式舵机可直接安装在舵杆上,省去了将直线运动转换成回转运动的机械传动环节,结构紧凑,因此占地面积小、重量轻、安装方便,受到船东的欢迎。
1 转液式舵机工作原理
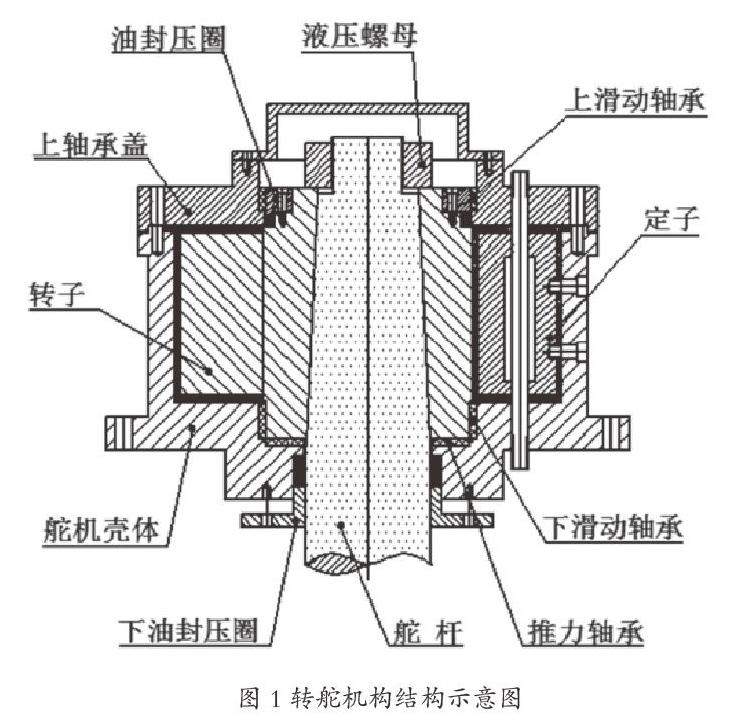
转叶式液压舵机,主要由轉舵机构、舵机油泵、控制阀和操纵系统几个部分组成,其中转舵机构是舵机的核心部件,是将油液的压力能转变为转动舵杆的机械能的装置。转舵机构由舵机壳体、转子、定子、轴承盖等部件组成(图1),舵机壳体固定在船体上,其内腔装有2或3个定子,定子通过拂配螺丝与壳体紧固。舵机转子以键联接或是锥度配合,并通过液压螺母紧固在舵杆上端,转子上装有2或3个转叶。壳体与上轴承盖内各有一滑动轴承与转子配合,上、下各有唇型橡胶密封进行密封,保持转子在壳体内的轴向密封。转子转叶与壳体内壁、定子与转子配合处安装有密封条,保持转舵机构工作时部件间的径向密封。这种结构就将舵机壳体内腔分隔离成4或6个密封腔室,当油泵工作时,分别从其中2或3个腔室吸油并排入另2或3个腔室,转叶就会在液压差的作用下转动,并通过转子带动舵杆、进而带动舵叶转动,改变油泵的吸排油方向,即可改变舵叶转动的方向,从而达到保持和改变航向的目的。
为保证舵机的正常运行,转舵机构的定期维护和修理,密封件的定期更新是非常重要的,我们常说的舵机修理其实就是转舵机构的修理。该文以某轮舵机修理为案例,对转叶式舵机壳体、转子、轴承盖、滑动轴承、推力轴承等部件修理工艺及部件装配工艺流程进行探讨。
2 案例舵机故障描述、原因分析及修理方案
2.1 案例舵机故障描述
某轮在修理过程中,船方反馈舵机局部漏泄,工作压力不足,转舵困难。在舵机拆解后,经勘验发现转舵机构各部件如下问题。
(1)舵机壳体、上轴承盖内滑动轴承内表面均有严重拉痕,且与转子配合处轴径及油封压圈外圆装配间隙超过技术标准,上轴承盖内与油封配合处内孔也出现磨损和较深的拉痕。
(2)与转子转叶下端面配合的壳体内腔底平面拉毛,壳体内轴向推力轴承平面磨损严重。
(3)装配于转子上与轴承盖内滑动轴承配合的油封压圈外圆、与壳体内滑动轴承配合的转子轴径处外圆均出现磨损和较深的拉痕,与推力轴承平面配合的转子下端面拉毛。
(4)转子转叶底部弹簧式金属补偿密封条磨损,上下唇型端面油封老化,局部出现拉痕。
2.2 故障原因分析
(1)舵机转子下端面与推力轴承互为摩擦副,在正压力作用下,达到一定强度时,摩擦副表面的原子互相扩散或溶解,会形成强固的接点。该轮舵机因长时间未维护保养,摩擦副表面形成的接点的晶格滑移,并不断生长,造成摩擦副间发生咬死现象,随着咬死现象的不断加重,使推力轴承平面严重拉伤磨损,转子下端面拉毛。
(2)推力轴承平面的不均匀磨损带来转子下沉和轴线偏移,不仅造成转叶底部金属补偿密封条和壳体内腔底平面的摩擦力加大,壳体底平面和密封条平面拉毛,还造成轴承盖和壳体内滑动轴承与配合的转子轴径和油封压圈外圆磨损和偏磨,配合间隙变大超过技术标准。
(3)转舵机构密封面多,由于长时间保养缺失,密封件老化严重,同时转子下沉和轴线偏移,使端面密封件及转叶下端面上密封条受力不均,局部出现拉伤,密封失效,舵机出现泄漏,导致舵机工作压力不足。
2.3 舵机修理方案
经过对案例舵机故障原因分析,并根据各部件实际状况,确立修理方案如下。
(1)转子下端平面拉毛通过车床加工进行消除;与壳体内滑动轴承配合的转子轴径外圆磨损严重,通过车床加工车小直径后镶圈恢复尺寸;装配于转子上与轴承盖内滑动轴承配合的油封压圈新制换新。
(2)壳体内腔底平面拉毛通过车床加工进行消除;壳体内推力轴承和滑动轴承、轴承盖内滑动轴承磨损严重,进行新制换新;与油封配合的轴承盖内孔处的拉痕,通过车床加工车大直径后镶圈恢复尺寸。
(3)上下轴向唇形密封件换新;定子与转子配合处、转叶与壳体配合处、转叶上下端面上金属密封条进行检查,有磨损及较深拉痕的进行换新。
3 转舵机构各部件装配技术参数和加工技术要求
结合该舵机说明书及修理技术规范要求,确定转舵机构各部件间装配技术参数和加工技术要求。
(1)转子转叶外圆与壳体内孔、转子外圆与定子内孔均为0.30 mm~0.40 mm间隙配合;转子轴径与壳体内滑动轴承内孔为0.45 mm~0.50 mm间隙配合;油封压圈外圆与轴承盖内滑动轴承内孔为0.20 mm~0.25 mm间隙配合。
(2)定子长度与壳体内腔深度相同,推力轴承与转子安装后,转子转叶上下端面与壳体上平面和内腔底平面装配间隙均为0.20 mm。
(3)舵机壳体与轴承盖装配平面、壳体内腔平面的平面度≤0.1 mm;与推力轴承配合的转子下端面、定子端面、推力轴承平面的平面度≤0.05 mm;转子、定子端面平行度采用6级位置公差,各部件内外圆圆度和圆柱度采用6级形状公差;各部件表面精糙度Ra≤0.40 ?m。
4 舵机转舵机构各部件修理加工工艺流程
4.1 舵机转子修复
(1)舵机转子选择D6300立式车床进行修理加工。转子吊装车床装夹,底平面向上,以转子与下滑动轴承配合处轴径外圆未磨损处校圆、以转子外圆从0°、90°、180°、270°度4个角度上下拉母线校平找中后,加工与壳体内滑动轴承配合的转子轴径处外圆,直径车小20 mm。
(2)选用30 mm厚DH36高强度板卷制镶圈,卷制接合处全焊透,卷制长度按轴颈车的长度放长15 mm~20 mm左右,满足车床加工切割工艺需要;选择D1250立车进行镶圈预加工,长度方向留加工余量1 mm,外圆留余量3 mm~5 mm,内孔与转子过盈量0.25 mm~0.30 mm;利用工业电加热毯或工频加热器将镶圈加温,通过热涨法将镶圈装配于转子上。
(3)检查确认转子校中无误,对转子加装的镶圈进行加工,外圆加工恢复至原始尺寸,同时光车转子端面,消除转子端面拉毛处缺陷,加工过程中外圆和平面的圆度、圆柱度及平面度应符合加工技术要求。
(4)油封压圈新制。材料选用100厚DH36高强度板,加工过程中先粗车,内外圆及平面留加工余量,为减少钻孔时受热变形,粗车后先进行油封压圈装配孔的钻床加工,然后再对油封压圈进行精加工,油封压圈内孔与装配处转子轴径外圆为0 mm~0.025 mm过渡配合,外圆加工恢复至原始尺寸。精加工时油封压圈外圆与内孔同心度以及内外圆圆度和圆柱度应符合加工技术要求。
(5)加工结束后,测量记录加工后的转子轴径和长度尺寸,转子转叶长度尺寸以及新制的油封压圈外径尺寸;根据装配技术参数要求,确定好轴承盖和壳体内滑动轴承内孔、壳体底平面距推力轴承平面深度、舵机壳体内腔深度和定子须加工的尺寸。
4.2 舵机壳体修复及其内腔径向滑动轴承、轴向推力轴承换新
(1)拆除壳体内定子、轴向推力轴承及径向滑动轴承;滑动轴承和推力轴承材料为ZCuSn10Zn2铸件,铸件先进行预加工,滑动轴承外圆按壳体配合处内孔0.40 mm~0.50 mm过盈量,内孔及长度留2 mm~3 mm加工余量;推力轴承内外圆加工至尺寸,厚度留加工余量2 mm~3 mm,并预先加工好各环形、径向油槽及轴承装配沉孔。
(2)将壳体内腔装配滑动轴承、推力轴承的内孔及平面清洁干净,滑动轴承利用干冰采用冷冻法安装到位,推力轴承通过沉头螺丝装配。
(3)选择D6300立式车床进行壳体加工。壳体吊装车床装夹,以壳体内孔校圆、以内圆从0°、90°、180°、270° 4个角度上下拉母线校平找中后,对壳体内腔底平面车加工,将平面上拉毛处消除,再加工滑动轴承内孔至要求的尺寸,加工推力轴承平面,使壳体底平面距推力轴承平面深度至要求的尺寸。
(4)壳体内腔清洁干净,将定子与壳体进行装配紧固,检查确认壳体校中无误后,加工壳体与轴承盖装配平面及定子上端面,使壳体内腔深度和定子长度至要求的尺寸。
(5)加工过程中,壳体内腔底平面、与轴承盖装配平面、推力轴承平面、定子上端面的平面度、平行度以及滑动轴承内孔圆度和圆柱度应符合加工技术要求。
4.3 舵机上轴承盖修复及其上滑动轴承换新
(1)拆除上轴承盖内滑动轴承,并根据转子加工后测量的油封压圈外径尺寸D4,确定轴承端盖内滑动轴承内孔须加工的尺寸D4"。
(2)选择D3150立式车床进行轴承端盖加工。轴承盖吊装车床装夹,以端盖与壳体装配平面校平、以端盖与壳体装配定台阶外圆校圆找中后,光车端盖内与唇形油封配合处内孔,直径光大10 mm~12 mm,光车后测量尺寸,确定镶圈的外径尺寸。
(3)镶圈材料、卷制、预加工及安装与转子上镶圈工艺流程相同;轴承盖内滑动轴承材料、预加工及安装与壳体内滑动轴承工艺流程相同。
(4)镶圈及滑动轴承装配后,检查确认轴承盖校中无误后,加工镶圈内孔至原始尺寸,滑动轴承内孔至尺寸D4",加工过程中,镶圈内孔、滑动轴承内孔圆度和圆柱度应符合加工技术要求。
5 舵机转舵机构内场装配工艺流程
(1)舵机转子、上轴承盖、壳体加工完毕后,将壳体内定子及推力轴承拆卸,用砂皮及油石将所有加工平面、内外圆表面及油槽处去毛刺,所有螺孔、油孔清洁干净。
(2)安装壳体底部油封及油封压圈,并用紧固螺丝临时固定。
(3)定子与壳体内腔表面贴合处密封槽内装入密封胶条,胶条粗切割时长度留30 mm左右余量,吊装定子到位,安装过程中胶条下端面与壳体底平面应贴牢。
(4)将定子上定位拂配螺栓装入,装配定子紧固螺丝,并按要求扭力收紧,然后将定子上密封胶条多余部分切除。
(5)壳体内推力轴承装配,轴承下平面与壳体平面须贴牢,用0.02 mm塞尺检查应塞不进。推力轴承装配后,用深度尺测量确认壳体底平面至推力轴承平面高度值为L1”。
(6)检查确认转子与定子、转子转叶与壳体配合处的长、短金属密封条符合装配要求,轴向密封条应与转子长度一致,径向密封条应与转子转叶上槽长相同,厚度与槽深一致。
(7)转子转叶底部密封条(转叶上下密封条结构不同,下部密封条上有弹簧座孔,上部密封条无弹簧座孔)上弹簧装妥,密封条装入转叶底部密封槽内,利用两根细铁丝临时固定于转叶上,安装时密封条搭口位置安装正确。
(8)吊起转子,调整转子处于水平位置,按安装记号将转子缓缓吊入壳体内,转子装配进入还剩约5 mm~7 mm时,慢慢抽出临时固定用的铁丝,然后将转子装配到位;检查测量转子转叶平面与舵机壳体上平面高度差是否为装配要求的0.20 mm间隙。旋转转子使转子转叶处于两定子中心(分中)位置,测量并确认转子与定子、转子转叶与壳体内腔间隙符合装配要求,单边0.15 mm~0.20 mm,间隙之和0.30 mm~0.40 mm。
(9)利用螺丝刀及木榔头配合将转子转叶与壳体、定子与转子配合处各轴向金属密封条装配,装配时确认密封条搭口位置正确,在将密封条装入密封槽内时,在密封条上向下第一个弹簧座孔内放置第一个弹簧,用螺丝刀压紧弹簧,木榔头轻轻敲击密封条上部,使密封条慢慢向下连带第一只弹簧进入密封槽内,依次类推,分别装入第2、第3等剩余弹簧,直至各密封条装配到位。
(10)轴向密封条装配到位后,在转子转叶上平面各径向密封槽弹簧座孔内放置好弹簧,将密性条装配到位。
(11)壳体与上轴承端盖法兰平面密封环槽内放置好 “O”圈,吊装上轴承盖,按记号将上盖装配到位,螺丝按要求扭力紧固。
(12)将定子定位拂配螺栓调整至其装配位置,拂配螺丝两端螺母装配到位,并按要求扭力紧固。
(13)在转子与上轴承盖接合处形成的环槽内装配好唇形密封圈,将油封压圈与转子装配到位,并用内六角螺丝按要求扭力紧固,压住密封圈。
(14)用塞尺检查并确认油封压圈外圆与上滑动轴承内孔的间隙符合装配技术要求,单边0.10 mm~0.125 mm,间隙之和0.20 mm~0.25 mm。
6 舵机船上安装试验
(1)舵机转舵机构上船安装,壳体与舵机底座装配到位,底脚螺丝按要求扭力紧固;舵機转子与舵杆组装,液压螺母装配到位,按要求扭力收紧壳体底部唇形密封压圈紧固螺丝。
(2)舵机系统油泵、控制阀装配,其上各元件、管件、附件回装。
(3)舵机按相关技术规范和要求调试交验。
7 结语
舵机是船舶正常安全航行的重要设备,但不同生产厂家、不同型号转叶式舵机装配结构及安装技术参数不尽相同,修理过程中应结合实际情况和产品说明书,确认修理技术参数和工艺流程。该文结合实际案例对转叶式舵机转舵机构相关部件修理工艺和装配工艺流程进行了阐述,希望该文总结的修理工艺流程能给船舶轮机管理人员及修理者一定的启发和帮助。
参考文献
[1]崔若松.转叶式液压舵机若干技术分析[J].船舶与海洋工程,2007(2):27-28.
[2]贺立峰,孙建庆,王庆祥.转叶式液压舵机特性分析[J].天津科技,2016,43(10):30-33.
猜你喜欢
越玩越野(2016年2期)2016-12-26
中小企业管理与科技·上旬刊(2016年11期)2016-11-28
科学与财富(2016年28期)2016-10-14
环球时报(2016-04-20)2016-04-20
越玩越野(2015年2期)2015-08-29
越玩越野(2014年11期)2014-05-12
河南科技(2014年11期)2014-02-27
