
7075铝合金短电弧铣削加工工艺试验研究∗
2019-12-04 06:11宋丹周建平王恪典
新疆大学学报(自然科学版)(中英文) 2019年4期
宋丹,周建平,王恪典,2†
(1.新疆大学机械工程学院,新疆 乌鲁木齐 830047;2.西安交通大学机械工程学院,陕西 西安 710049)
0 引言
铝及铝合金具有密度低、强度高、耐腐蚀、耐低温等特点,7075铝合金具有良好的综合性能,被誉为铝合金中最优良的类型,高强度远胜其他种类铝合金,广泛应用于航天航空、船舶、汽车等领域[1,2].对铝合金进行机械加工时,尤其是航空用铝合金,切削量大且多为薄壁件,容易产生加工变形,短电弧加工具有无切削力和去除效率高的特点,对提高7075铝合金的高效高质量有较强的实用意义[3,4].
短电弧加工技术的出现,成功解决了低效、噪声大、高污染的加工问题.短电弧铣削加工技术是一种非接触式高效放电加工方式,不受材料本身性能所限制,使难加工材料颇为受益[5].在短电弧铣削加工7075铝合金过程中,工艺效果受多种加工参数影响,其加工效果无法准确控制.已有研究者初步进行了短电弧铣削加工下的工艺研究,如许燕等[6]运用灰色理论将多工艺目标问题转化为单一灰关联度的问题,所得参数组合在保证表面质量的前提下有效提高短电弧加工效率并降低电极损耗率;朱晨光等[7]通过改变脉冲频率和占空比等工艺参数对工件表面变质层做出相关研究,得出频率和占空比较高时工件表面更容易产生裂纹,较低的频率和占空比会使熔化凝固层的厚度提高.本文从工艺试验的角度探讨电源参数对短电弧铣削加工的加工效率、电极损耗等方面的影响规律,以此选取电源工艺参数,对工件加工效率进行合理提高,对刀具损耗进行有效降低.
1 实验准备
1.1 实验装置及原理
短电弧铣削试验采用正极性加工,以防溅液和水成1:200比例的水汽混合物作为极间工作介质,液压为0.1 MPa,气压为0.3 MPa[8].
(1)电源: 短电弧新型脉冲电源;
(2)试验设备: 新疆大学自主研制的数控短电弧铣削机床;
(3)工件:试件尺寸为35 mm×35 mm×10 mm的7075铝合金;
(4)工具电极:外径为φ18 mm且内径为φ6 mm的圆柱石墨电极;
(5)检测装置:精度为0.02 mm的游标卡尺,精度为0.01 g的电子天平.
在进行短电弧铣削加工时,工件与刀具分别接短电弧新型脉冲电源的阳极与阴极,在具有一定气、液比例且带压力的混合工作介质的作用下,阳极和阴极的电极表面之间形成等离子通道,其产生的高热能使得工件材料发生局部熔融和汽化,在混合工作介质的冷却和冲刷作用下,使得材料蚀除的一种加工方法称之为短电弧铣削加工.加工原理如图1所示.
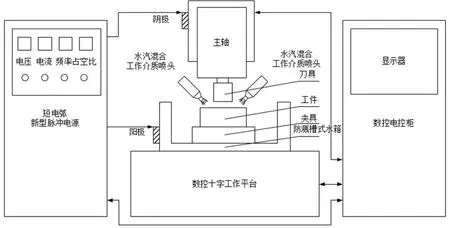
图1 短电弧铣削加工原理示意图Fig 1 schematic diagram of short arc milling
1.2 工艺试验
在短电弧铣削加工过程中,对加工效果产生影响的工艺参数很多,其影响程度各有不同.实验选取电参数作为主要研究对象,具体设定如表1所示.加工工件7075铝合金的化学成分,如表2所示.

表1 工艺参数Tab 1 Process parameters

表2 7075铝合金化学成分Tab 2 7075 aluminum alloy chemical composition
2 实验结果分析
本次实验采用正交实验进行短电弧铣削加工,MRR和TWR作为加工工艺指标,试验工艺评价指标计算公式如下:

式中M为工件蚀除量;T为加工时间.

式中m为工具电极损耗量.在开展短电弧铣削加工实验后,根据式(1)和(2)对工件的MRR、TWR进行了测量和计算,结果如表3所示.

表3 实验结果Tab 3 experimental results
2.1 极差分析
极差分析法计算简单、表达直观、分析易懂.对正交实验进行极差分析,可以有效表现出各因素水平变化所引起的实验结果之间的差异,Rj体现出实验中各因素水平下实验结果的变化程度,Rj越大表明该因素对当前工艺指标影响程度越强[9].第j列的因素极差计算如下:

式中,kij(i=1,2,3;j=1,2,3)表示第j因素i水平所对应的工艺指标之和的平均值.
将表3中的数据,依照公式(3)对两种工艺指标分别进行处理,两个工艺指标的极差分析结果如表4所示.

表4 极差分析结果Tab 4 Range analysis results
根据以上数据和极差分析方法,各影响因素的水平改变对实验结果的影响是不同的,极差R越大,即该影响因素对工艺指标的影响越大[10].由表4可以看出,对于材料去除率,通过R值的比较:0.398>0.265>0.065,即各因素对MRR影响程度水平为:A(电压)> B(占空比)> C(脉冲频率).通过比较电压因素下Kij的值(1.892>1.889>1.494),即K21>K31>K11,意味着电压(A)取第二水平A2所对应的材料去除率最大;同理比较占空比因素下Kij的值(1.878>1.784>1.613),即K32>K22>K12,即当占空比(B)取第三水平B3所对应的材料去除率最大;最后比较脉冲频率因素下Kij的值(1.794>1.752>1.729),即K23>K13>K33,即频率(C)取第二水平C2所对应的材料去除率最大.
对于相对电极损耗比,通过R值的比较:32.896>26.823>21.262,即影响因素对TWR的影响主次水平为A(电压)>C(脉冲频率)>B(电压).由表4数据可以得出,通过比较电压因素下Kij的值(46.857<62.012<79.753),即K31 极差分析法是正交设计中频繁使用的一种方法,但极差分析法的运用有所限制,极差法无法充分利用实验数据所提供的信息.面对误差较大或精度要求较高的实验,单一应用极差分析而忽略实验误差影响,将会直接降低实验结果的可靠性[11].因此,本次实验需要对实验数据采用方差分析做进一步的验证. 方差分析步骤如下: (1)偏差平方和计算 其中SST为样本总偏差;SSj为因素偏差和;Kij为j 因素i水平所对应的工艺指标之和;n为实验总次数;m为单个因素的水平数. (2)自由度计算 总自由度:dft=n−1. 各因素自由度:dfj=m−1 式中,n为实验总次数;m为单个因素的水平数. (3)平均偏差平方和计算 (4)利用F-检验准侧判断显著性检验 按照上述方差分析求解步骤计算所得结果如表5和表6所示. 表5 材料去除率的方差分析Tab 5 Analysis of variance of material removal rate 从表5可以看出,显著性为(0.03<0.443<0.958),故电参数对材料去除率的影响水平为:A>B>C,即电压>占空比>脉冲频率.从表6可以看出,显著性为(0.206<0.352<0.556),故电参数对相对电极损耗比的影响水平为:A>C >B,即电压>脉冲频率>占空比.上述电参数影响水平结果与极差分析所得影响程度结果相同,验证了加工参数影响水平的正确性. 表6 相对电极损耗比的方差分析Tab 6 Analysis of variance of relative electrode loss ratio 最终的参数组合是基于两种加工工艺指标的综合评价结果,不能仅仅考虑单一加工工艺指标,必须在单个加工工艺指标的最优参数组合的基础上,使用综合平衡法选择多种工艺指标得出最终的最优组合[12]. 表7 正交试验优化结果Tab 7 Optimization results of orthogonal test 结合表7中各加工工艺指标的电参数组合,通过极差分析和方差分析所得结果,采用综合平衡法综合考虑加工工艺指标,详细分析过程如下: (1)A因素对应两种工艺指标的值为A2和A3,根据影响因素主次水平可以得出MRR中A因素占主要水平,因此选取A2. (2)B因素对应两种工艺指标的值为B2和B3,根据影响因素主次水平可以得出TWR中B因素占主要水平,因此选取B2. (3)C因素对应两种工艺指标的值为C1和C2,根据影响因素主次水平可以得出TWR中C因素占主要水平,因此选取C1. 最终根据上述分析过程,考虑最优加工电参数组合为A2B2C1,即电加工参数:电压25 V,占空比75%,频率0.6 KHz. 本文以材料去除率和电极损耗为工艺指标,采用正交试验法进行7075铝合金短电弧铣削加工试验,采用极差分析与方差分析结合的方法对试验结果进行数据处理与分析,研究了电压、占空比和脉冲频率对加工效率及电极损耗的影响,研究结果表明:以电压为25 V、占空比为75%、脉冲频率为0.6 KHz进行短电弧铣削加工,加工稳定性好,材料去除率约为670.3 mm3·min−1,相对电极损耗较小约为39%.2.2 方差分析





2.3 综合平衡分析法

3 结论
猜你喜欢
智能建筑电气技术(2022年2期)2022-02-06
初中生世界(2021年43期)2021-11-23
建材发展导向(2021年9期)2021-07-16
舰船科学技术(2021年12期)2021-03-29
制造技术与机床(2019年9期)2019-09-10
中学数学研究(江西)(2019年5期)2019-06-11
电子制作(2017年22期)2017-02-02
汽车维护与修理(2015年6期)2015-02-28
中学数学杂志(初中版)(2014年1期)2014-02-28
铁路通信信号工程技术(2014年6期)2014-02-28
