
NM400耐磨钢焊接工艺探索及应用研究
2020-02-22 10:07郭召
金属加工(热加工) 2020年1期
郭召
西安大医集团有限公司 陕西西安 721009
1 序言
NM400耐磨钢是一种高强度结构钢,力学性能为普通合金钢3~5倍,硬度370~430HBW,广泛用于轨道交通、工程机械、矿山等行业。作为结构钢材,其焊接特性对整体结构件力学性能至关重要。国内外对耐磨钢的焊接特性开展了多项研究。任丽芳等以抗拉强度550MPa的低合金钢焊条L-56为焊料,采用焊条电弧焊对包钢NM400中厚钢板的焊接特性进行试验摸索,焊缝及热影响区没有出现裂纹,拉伸试验样件断于焊缝处,抗拉强度为610MPa[1]。姜丽丽等以ER50-6焊丝为焊料,采用CO2气体保护焊对NM400与Q345C焊接工艺进行了试验研究,获得的焊接接头抗拉强度为521MPa[2]。韩志礼等以CH E606焊条为焊料,采用焊条电弧焊对NMHB400的焊接性能进行试验研究,获得的焊接接头抗拉强度为700.4MPa[3]。现有研究资料查证NM400耐磨钢焊接接头抗拉强度集中在500~700.4MPa,而NM400耐磨钢母材抗拉强度为1120~1460 MPa,所获得的焊接接头抗拉强度约为母材强度50%,材料自身强度优势没有在结构件整体强度中得到很好的发挥。
针对我公司开发的某产品滚筒轨道,选择NM400耐磨钢板滚圆后,焊接成形。滚筒轨道焊缝处于工作区域,要求有较高的抗拉强度。目前,现有的NM400耐磨钢接头焊接工艺研究成果,难以满足该产品的强度要求,需要进一步开展NM400耐磨钢接头焊接工艺研究。本文围绕获得更加优异的焊接接头力学性能这一目标,针对NM400的焊接特性进行分析,分别选用CHE857和ER50-6作为焊料,设计接头焊接工艺,制作两种焊接接头试件进行焊接强度对比测试,摸索NM400耐磨钢滚筒轨道焊缝满足强度要求的焊接工艺,也为同类耐磨钢的焊接提供一定的参考。
2 NM400的焊接特性分析
NM400属于高强度钢,在轧制时进行了热处理,获得高的硬度及强度,加工环节不需要进行热处理就可满足构件高强度、高硬度的需求,非常适合制作需要高强度高耐磨性的焊接结构件。影响材料焊接性能的主要是化学成分,在各种元素中,碳的影响最明显,其他元素的影响可折合成碳的影响。以舞钢产WNM400钢板为例,其主要化学成分见表1,力学性能见表2。
N M400耐磨钢属于低合金高强度钢,选择CE(IIW)计算碳当量。本文研究的毛坯板材厚度30mm,碳当量为0.93%。属于难焊接材料,为提高焊接性,需要严格的控制焊接工艺过程。
3 试验样件
(1)试件母材 试件母材为NM400。
(2)试件焊料 试件焊料分别为CHE857焊条和ER50-6焊丝。

表1 舞钢WNM400钢板主要化学成分
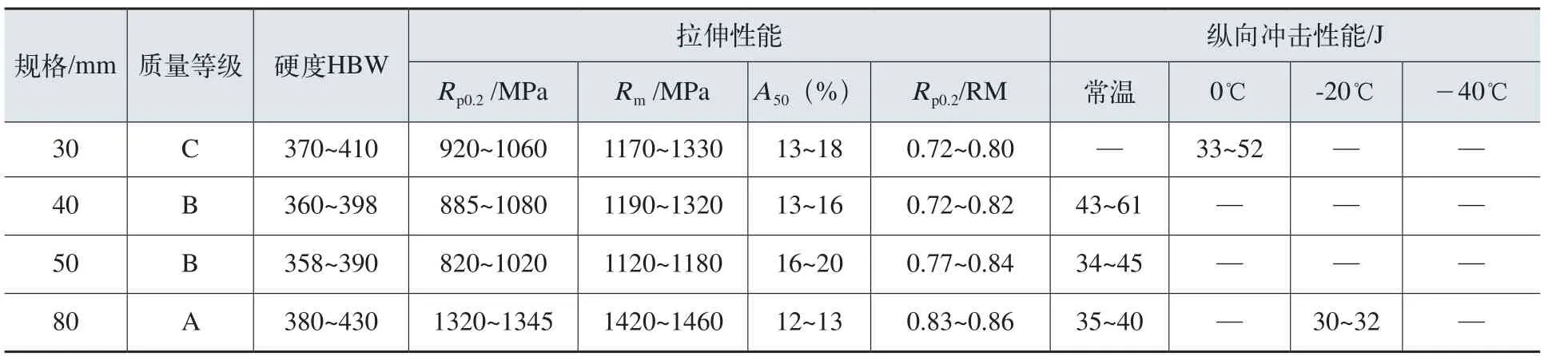
表2 WNM400厚钢板力学性能
(3)试件形状及尺寸 试件尺寸65mm×350 mm×25mm,焊接部位加工坡口10mm×45°。试件形状和几何尺寸如图1所示。
(4)试件数量 试件2件,如图2所示。
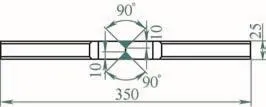
图1 试件几何尺寸
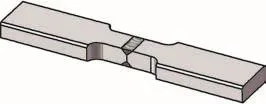
图2 试件照片
4 试验样件焊接工艺
依据GB2651—2008和GB2653—2008标准制作了焊接试样。
4.1 焊前处理
由于NM400 的碳当量较大,焊接性差。通过预热可以防止焊接裂纹产生,降低焊接热应力,因此在焊接前对焊接母材进行预热,预热温度控制在150~200℃,不允许超过250℃,否则耐磨钢的硬度将受损降低。焊料在存储过程中会吸收环境中的水份,药皮内的水份受热会分解产生氢气,夹杂在焊缝中产生气孔等焊接缺陷,因此在施焊前对焊料进行加热保温,充分除去水分。预热及烘干设备如图3所示。

图3 预热及烘干设备
4.2 焊接参数
焊料CHE857和ER50-6的力学性能见表3。试件焊接参数见表4。

表3 焊料力学性能

表4 焊接参数
4.3 焊后处理
试件母材及焊料焊前处理完毕后进行施焊,焊件施焊后进行保温12h处理,随后空冷至室温,共计48h。将焊缝区域打磨光滑,观察表面,没有裂纹,可以开展进一步的力学性能试验。
5 焊缝无损检测
依据GB/T3323—2005《金属熔化焊焊接接头射线照相》中的规定,采用DGT-XXH3505 型X射线探伤仪对试件焊缝进行X射线检测。无损检测结果为焊缝无裂纹、夹渣、未焊透等缺陷,质量达到国标Ⅰ级标准。NM400焊接接头X射线检测影像如图4所示。
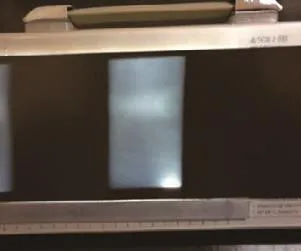
图4 焊接接头无损检测影像
6 试验样件焊件力学性能试验
在WI-100型焊件拉伸试验机上对焊件焊接接头强度及塑性进行测试,采用CHE857焊料的试件断于焊缝处,抗拉强度791MPa。采用ER50-6焊料的试件断于焊缝处,抗拉强度522MPa。在WE-300型伺服拉力试验机对焊接接头的抗弯性能进行测试,采用CHE857焊料的试件断于焊缝处,断裂角度45°。采用ER50-6焊料的试件断于焊缝处,断裂角度15°。焊件力学性能试验结果见表5所示。

表5 焊件力学性能试验结果
7 NM400焊接工艺应用
依据表5的试验结果,采用CHE857焊料,按照试验样件摸索的焊接工艺,在我公司研制的大型高精度等中心旋转机架的滚筒轨道焊接中应用。滚筒轨道厚度25mm,宽度70mm,双面坡口20mm×45°,施焊后对焊缝进行探伤及外观检测、无气孔、夹杂及裂纹等缺陷,达到Ⅰ级标准。对焊缝位置进行标记,车削后观察焊缝与母材,无明显差异。焊缝连接处质量稳定。焊接过程如图5所示。整机系统集成后,滚筒承载12.5t负载运行,间断运行一年,状况稳定。
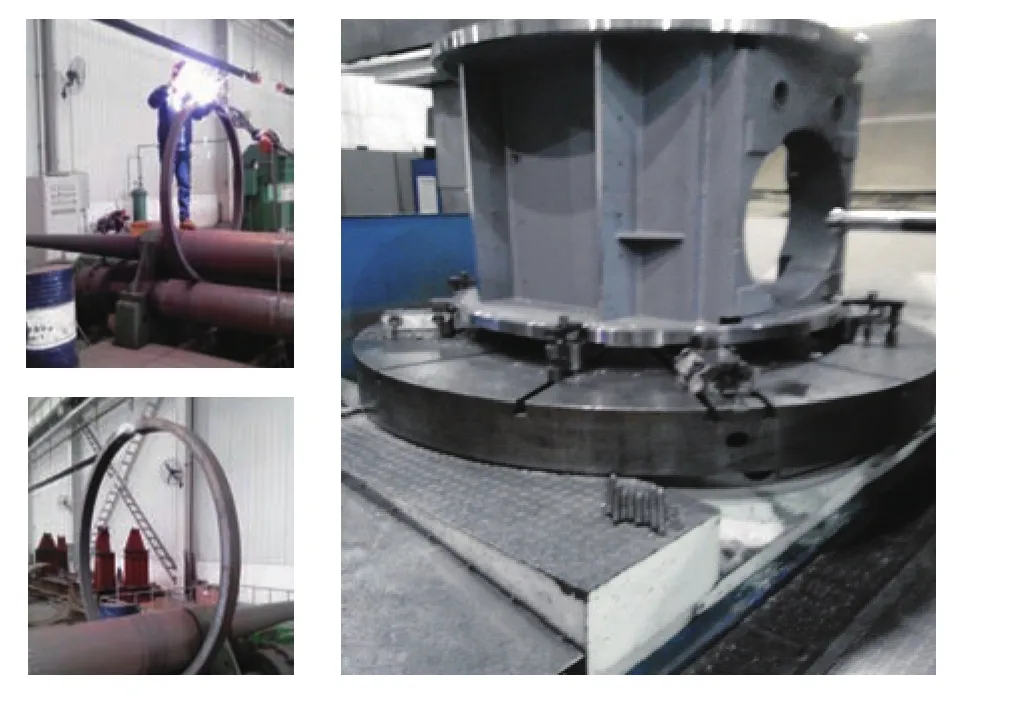
图5 NM400滚筒轨道焊接过程
目前旋转机架已经开始第一批小批量试制,投产6台,开展了12根环形导轨的焊接,均未出现焊接缺陷,全部检验合格,投入使用。验证了所摸索焊接工艺的可靠性。
8 结束语
NM400高强度耐磨钢碳当量高达0.93%,属于难焊接材料,施焊时需要对母材预热,温度控制在200℃以内,同时对焊料进行烘干保温处理。目前的焊料力学性能难以匹配耐磨钢母材强度,焊件的薄弱位置在焊缝处,抗拉强度接近焊料自身强度。选用高强度焊接材料CHE857,获得了强度达到791MPa的焊接接头,强度提升1.52倍,优于采用常规焊接材料ER50-6获得的焊接接头,焊缝质量达到国标Ⅰ级。摸索的焊接工艺满足公司产品要求并得到推广应用,对同类高强度耐磨钢板的焊接应用具有一定的参考意义。
猜你喜欢
幼儿教育(2022年10期)2022-10-28
机械工业标准化与质量(2022年7期)2022-08-12
河北师范大学学报(自然科学版)(2022年4期)2022-07-05
幼儿教育·父母孩子版(2021年6期)2021-08-05
航空制造技术(2020年11期)2020-07-01
科技风(2018年31期)2018-07-09
中国特种设备安全(2018年2期)2018-03-14
船海工程(2018年1期)2018-03-01
有色金属材料与工程(2015年2期)2015-12-18
