
面向矩形工件的激光分步式共边切割加工方法
2020-03-04 11:55仙浩强刘鹏王蓉娟蔡晓彭世杰
科学与财富 2020年36期
仙浩强 刘鹏 王蓉娟 蔡晓 彭世杰
摘 要:激光切割加工作为一种非接触式特种加工方式广泛应用于各种金属材料的切割加工。通过分析设备系统功能,优化加工软件程序,提出一种基于图论和数控编程相结合的阵列矩形激光“分步式”共边切割方法,旨在提高材料利用率,节约能源,减少切割路径和切割时间,提高工作效率,达到“切得快”、“切得省”、“切得好”目的。将“分步式”共边切割应用于2mm厚的DC01不锈钢矩形板加工,对比研究表明排版成型数量提高了86%,切割时间减少了44%,材料利用率提高了42%,电、氧、氮、氦等能量消耗减少了32%,解决了小矩形工件大批量生产时的材料利用率低、生产效率低,能源消耗大等问题。进而为将此方法推广到水切割机、数控冲床、火焰切割机等其它类似设备提供了参考和依据。
关键词:激光共边切割;分步式切割;矩形工件;切割效率;BYBASE
0 引言
随着新型加工技术的不断涌现,激光切割加工已经运用到越来越多的行业[1],适用于各种金属材料的高精度切割,如模具钢、铜板、不锈钢、碳钢、铝板等[2]。配属先进飞行光路和直启螺旋电机驱动系统的瑞士百超激光Bystronic3015以其高生产效率作为轨道交通变流器箱体、充电机箱体等产品加工的关键设备之一。激光切割加工作为一种非接触式加工方式,它以其加工效率高、切割速度快、易于自动化控制、适用范围广、加工成本低、加工质量高的优势渐渐有取代传统刀具的趋势。陈更明[3]等以机器人切割平台为样本,研究并开发多平台三维钣金激光切割过程仿真系统。冯巧波[4]等对1 mm厚的304不锈钢薄板进行了YAG脉冲激光切割正交工艺试验,研究了激光切割工艺参数对切口表面的切缝宽度、端面粗糙度和宏观形貌的影响规律,并对切割工艺参数进行了优化得到最佳工艺参数。
国内外对通过对激光加工机床设备软件系统优化提出新工艺技术以提高加工效率的研究较少。设备软件功能实际上很大程度上决定了系统的功能,激光切的自动化编程软件固然高效快捷,但是软件的功能有一定的局限性,制约着设备加工能力的发挥,加工程序仍有优化的空间。在保证产品质量的前提下,为响应综合考虑环境资源效益的绿色制造模式,提高加工生产效率,降低能源消耗,通过分析设备系统功能,优化加工软件程序,提出了一种基于图论和数控编程相结合的阵列矩形“分步式”共边切割方法。以公司大批量加工生产的充电机箱体上2mm厚的DC01不锈钢薄板零件的编程、加工过程对这一新技术的使用方法进行说明,进而将新技术推广到其它类似产品,解决小型矩形工件大批量生产时的材料利用率低、生产效率低,能源消耗大为加工时间长等问题。
1 激光“共边切割”加工技术
共边切割是在优化排版时按照一定规律将长宽比大的工件尽可能按长边对长边的方式排列,两零件切割时共用1条边,确保工件之间无间隔,在生成切割加工指令时对这些零件外轮廓的公共边部分只进行一次切割。本文提出了基于视图理论和数控编程相结合的阵列矩形的 “分步式”共边切割方法,提高材料利用率,减少切割路径和切割时间,节约原材料及能源,缩短加工零件的时间,提高工作效率。解决小型矩形工件大批量生产时的材料利用率低、生产效率低,能源消耗大等问题。
以在长方体2500mm×1250mm×2mm的零件切割288.2mm×10mm×2mm的工件为例,采用共边切割排版,相邻长方形长边共用,无废料存在。通过对比,使用传统的排版方式,零件之间都留有10mm的安全距离(即废料),先切割3个孔,再切割外轮廓,逐个切割完成。对于此类零件的加工,传统排版存在以下缺点:材料的利用率低于50%;数控机床切割空程长,能耗浪费严重;落料有翘起,切割头通过已加工区域,翘起的零件易碰切割头。矩形件共边切割优化排版方法提高了矩形原材料利用率,节约加工成本,缩短了切割加工总路径,提高切割加工效率,这对于矩形件的生产加工具有重大的实用价值。
2 “分步式”共边切割方法
基于上述缺陷,通过改变传统的绘图方式、调整切割顺序、设置补偿参数等措施,提出了一种基于图论和数控编程相结合的阵列矩形“分步式”共边切割方法。以充电机箱体的零件的编程、加工过程为例进行说明这一新技术的应用。配件尺寸为288.2mm×10mm,板厚2mm,材料DC01。
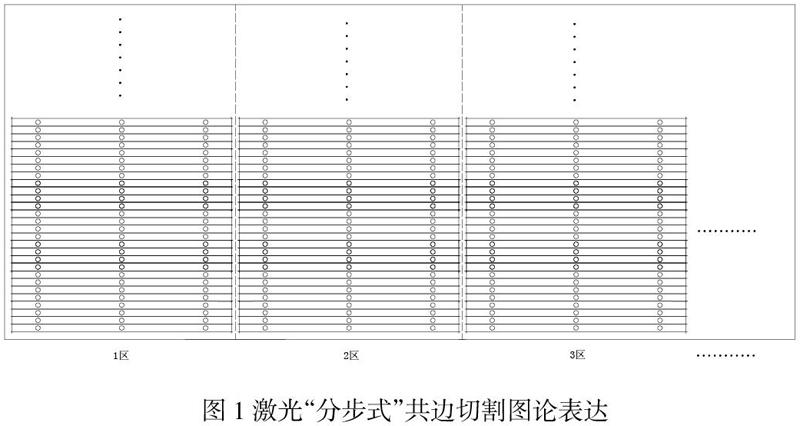
图1为激光“分步式”共边切割图论表达,“分步式”共边切割方案具体步骤为:
1)根据板材的大小,在AUTOCAD中绘制排版图,板材左下角为坐标原点,边上留出安全距离,将整张板分成若干个区域,为了消除穿孔区的影响,获得棱角分明的产品,所有横线两端应超出竖线3mm~5mm);
2)在分成若干个区域将零件孔、横线、竖线分步式进行排版;
3)优化路径,合理设置切割补偿,先切割所有零件的孔,再切割所有横线,再切割两条竖线使所有零件脱离板料。
3 矩形件加工实例
对比分析两种方案加工效果,验证激光“分步式”共边切割工艺技术的高效性和可行性。对表中工件分别进行传统切割,按照图1排版进行“分步式”共边切割。
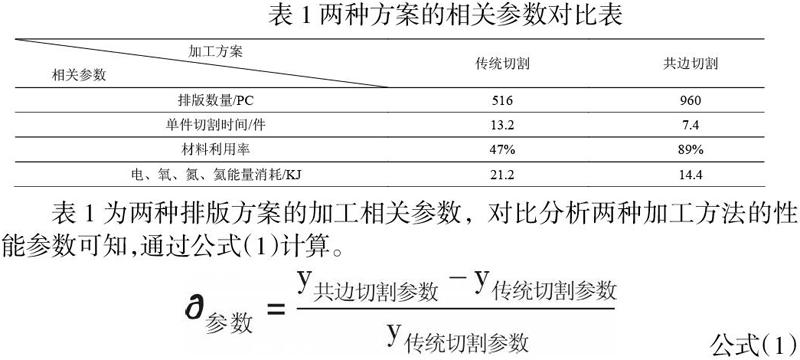
表1为两种排版方案的加工相关参数,对比分析两种加工方法的性能参数可知,通过公式(1)计算。
结果表明,成型数量提高了86%,材料利用率提高了42%,通过对“共边切割”新工艺技术应用前后的参,切割时间减少了44%,电、氧、氮、氦等能量消耗减少了44%。因此,所提的矩形件优化下料方法具有可行性和有效性。
4 结论与展望
充分发挥设备系统功能,以图论为理论依据,优化加工软件程序,通过零件拆分绘图、分解编程整合排版、优化路径合理补偿等措施,提出了一种面向小矩形件大批量“分步式”激光共边切割加工方法。结合实例对2mm厚的DC01不锈钢薄板进行加工实例,与传统切割方法对比结果表明,此方法在产品质量保证的前提下切割速度上明显提升、空行程明显减少、材料利用率显著提高、能量能源消耗减少。解决了小矩形工件大批量加工时的材料利用率低、生产效率低,能源消耗大、加工时间长等问题。对板料加工具有长远而广泛的影响。在此研究应用基础上,将面向异形复杂零件开展“分步式”共边切割方面的研究,进而为将新方法推广到水切割机、数控冲床、火焰切割机等其它类似设备提供了参考和依据。
参考文献:
[1]李兴,管迎春.浅述几种典型激光加工技术在航空制造領域的应用现状[J].航空制造技术,2019,62(22):38-45+65.
[2]孙晓,蒋明,陈聪,高明,曾晓雁.三维激光切割在机械加工机床中的集成研究[J].制造技术与床,2015(01):29-32+37.
[3]陈更明,仇晓黎,幸研.多平台三维钣金激光切割过程仿真系统研究与开发[J].航空制造技术,2018,61(16):51-58+66.
[4]冯巧波,赵旺初,李永兵.工艺参数对不锈钢薄板激光切割质量的影响[J].机械设计与研究,2017,33(06):118-121.
(中车永济电机有限公司 山西 永济 044502)
