基于激光选区熔化的铝合金模块盒成形技术研究*
2020-04-13 02:20崔兴斌甘爱锋
工程技术研究 2020年1期
崔兴斌,王 攀,张 遥,甘爱锋
(北京航天新风机械设备有限责任公司,北京 100084)
随着激光选区熔化成形技术在钛合金、铝合金、高温合金、结构钢、不锈钢等材料上的成功应用,已对航空航天工业产生了非常重要的影响。航天产品中大量采用铝合金,可以满足轻量化和高强度的设计要求,将激光选区熔化成形技术应用在航天薄壁铝合金产品的研制过程中,能够有效控制生产周期,加快研制进度。
本文以航天铝合金薄壁零件为研究对象,开展了激光选区熔化技术(SLM)工艺参数研究,对打印成形的零件力学性能、产品质量进行了分析。
1 模块盒结构特点
薄壁零件模块盒三维模型如图1 所示,零件壁厚2mm,内部有较多凸台特征,属于薄壁型腔零件。传统的机械加工采用2A12 T4 的铝块为原材料,通过将铝块铣加工成形,材料去除量大,内应力较多,加工时易变形,生产周期长,而且加工成本高。

图1 模块盒三维模型
2 确定设备和工艺参数
2.1 材料及设备选择
该项目采用材料为AlSi10Mg(ISO 3522 标准),AlSi10Mg 是一种广泛使用的铸造铝合金,具有优良的铸造性能。AlSi10Mg 的主要化学成分如表1 所示。

表1 AlSi10Mg 合金的化学成分
采用德国EOS 的M208 型SLM 成形设备进行零件打印。采用数字显微硬度测试仪 HVS-1000 对试样的试样的显微硬度进行测量。采用SBF322H 型真空钎焊炉对成形试样进行热处理。采用AG-100kN 材料高温性能试验机对试样的抗拉强度、屈服强度和延伸率等指标进行测试。采用压缩测试仪测试常温压缩性能。采用液压万能试验机测定常温拉伸性能。采用冲击测试仪测定冲击强化性能。
2.2 工艺参数的确定
通过单道扫描试验可以确定单道扫描宽度、激光功率和扫描速度之间的关系。可以在单道扫描的基础上开展多道扫描试验。扫描间距是多道扫描的关键参数。重熔对多道质量有重要影响,重熔可以解决多道扫描中出现的球化现象、单道熔池之间搭接不均匀等问题。但是重熔也存在不足的地方,即熔池搭接地方的杂质无法完全去除。通过对重熔扫描路径的改变,即将重熔的扫描方向和第一次扫描方向设置成90°,可以有效去除搭接处的杂质,提升SLM 成形的单层表面质量。
为了确定最优的扫描速度,采用不同的扫描速度成形小方块试样,致密度与扫描速度的关系如图2 所示。当扫描速度为2000mm/s 的时候,致密度达到最高;当扫描速度大于2600mm/s 的时候,致密度发生较大变化,孔隙率随扫描速度的增大而增加。通过分析,确定最优的扫描速度为2000mm/s。

图2 扫描速度对相对密度的影响
通过研究扫描间距及重熔方式对ALSi10Mg 成形薄壁零件孔隙结构的影响,SLM 激光能量密度对成形质量的影响,以及扫描速度对致密度的影响等,形成了加工所用的参数,如表2 所示。
3 试样力学性能测试结果
按照表2 所示的工艺参数,成形的检测试样如图3所示,并对试样做退火热处理,退火温度为300℃,保温时间为2h,随炉冷却。

表2 试验所用主要参数

图3 SLM 成形的随炉试棒
常温拉伸试验、压缩试验及冲击试验如表3、表4、表5 所示。从表中可以得到:抗拉强度可达到340MPa以上,屈服强度可以达到260MPa 以上,延伸率超过6%,压缩强度超过320MPa,冲击强度在11J 以上。
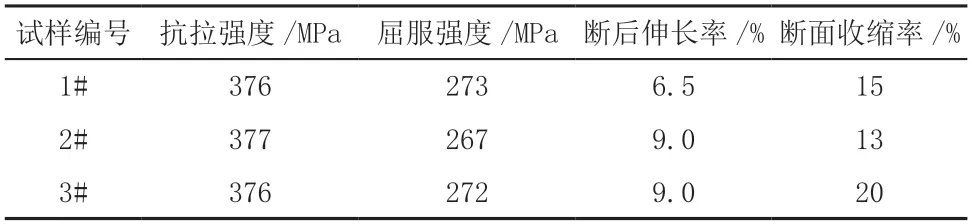
表3 拉伸试验测试结果
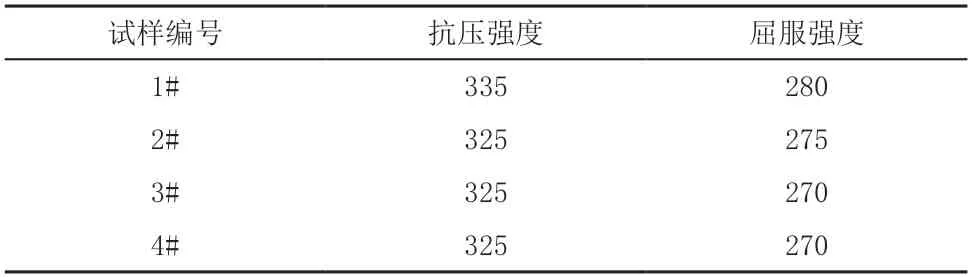
表4 压缩试验测试结果 单位:MPa
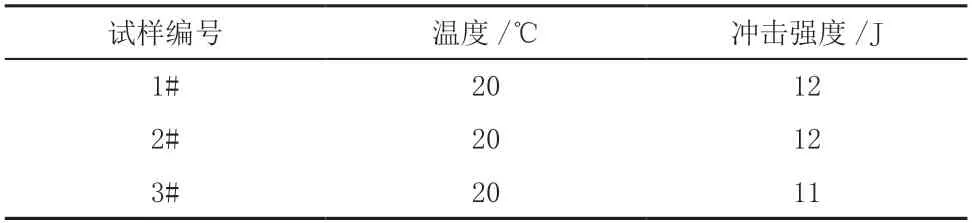
表5 冲击试验测试结果
在YOZ 和XOY 面上分别进行显微硬度测试,每个面上分别测试16 个点,得到其显微硬度如图4 所示。由图可见,其平均硬度分别为95±10HV 和97±10HV,且YOZ 面和XOY 面,显微硬度没有明显差异,且显示出各向同性。
4 模块盒成形
为了保证装配精度,对有精度要求的配合安装面,SLM 成形时留有0.2mm 的机械加工余量,后续通过机械加工到位。对于四个侧立面上的方槽,SLM 成形无法实现,也由后续机械加工到位。零件壁厚仅为2mm,而且力学性能不及锻件,需要在加工过程中控制装夹力和切削参数,防止零件因装夹变形。
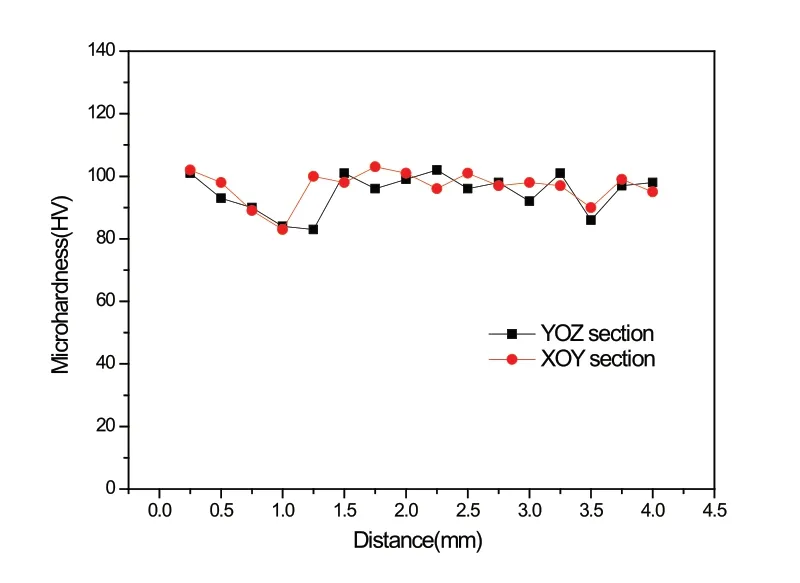
图4 力学性能试样显微硬度
优化参数所制备的薄壁零件如图5 所示。通过对零件外观检查,成形良好,无肉眼可见的裂纹、孔洞等缺陷。经X 光检验,零件内部质量符合使用要求。经过测量,尺寸精度都满足GB/T 1804-m。

图5 采用SLM 技术制备的薄壁零件
5 结束语
文章以航天铝合金薄壁零件为对象,研究了激光选区熔化技术(SLM)成形技术工艺参数,并完成了薄壁零件的打印成形,通过对零件力学性能、外观、内部质量、外形尺寸的检测,满足使用要求。ALSi10Mg 铸造性能优良,力学性能略低于锻造铝合金2Al2,但远远高于铸造铝合金ZAlSi9Mg,为航天薄壁铝合金零件的设计提供了更多的选择,有利于实现复杂结构的设计。
猜你喜欢
机械设计与制造(2022年11期)2022-11-21
中国机械工程(2022年6期)2022-03-29
表面技术(2021年7期)2021-08-03
有色金属加工(2021年2期)2021-04-19
汽车工程(2021年12期)2021-03-08
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
模具制造(2019年7期)2019-09-25
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19