
烟叶把头对齐设备的设计及应用★
2020-04-15 03:23张君瀚李智勇钱秀君潘泉冰
机械管理开发 2020年11期
张君瀚,李智勇,钱秀君,潘泉冰,陈 晨
(红塔集团玉溪卷烟厂,云南 玉溪 653100)
引言
在打叶复烤行业中,烟叶复烤加工均已弃用把烟模式,且要求均质化[1]生产,对产品质量要求较高,而目前普遍使用的分切[2]工艺是适应且符合现阶段质量要求的一种工艺,但在实际运用过程中前端人工铺把工序耗费人工成本较高,且控制精度并不理想,容易出现分切不均的现象。所以为减少人工成本同时提高烟叶分切精度,采用机械化的烟叶整理运行设备成为替代人工铺把的最优选择。
1 设备研究探讨
由于烟叶不同产地、品种及部位导致的烟叶叶片长度差异较大,以及烟叶运输、储存过程中导致的单片烟叶叶面卷曲现象,考虑复烤生产加工企业投资成本问题,难以做到将不同产地、品种及部位长度差异较大烟叶以叶片中心点或按任意比例分割点进行对齐。同时考虑复烤加工过程对加工烟叶流量的需求,以单片烟叶为处理单位的类智能机械臂设备以及单片烟叶整理平铺设备将不做考虑。结合现有烟叶分级工艺可将烟叶分级至同产地、同品种、同部位的实际运作模式,设备以烟叶的同产地、同品种、同部位叶片大小差异较小为前提,满足复烤加工烟叶流量需求,同时代替人工铺把工序,减少人工成本及设备投资成本,提高后续分切工艺的分切精度,为之后复烤均质化加工打下来料均匀的加工基础。
所以选用烟叶把头对齐设备为研究方向,设定以人工摆把输送机、自动振动对齐整理输送装置、爬坡输送机和90°转弯输送机4 个主要结构构成的设备为研究路线。
人工摆把输送机主要作用是作为在进入后续自动振动对齐整理输送装置之前的预摆放装备,其运作模式设定为通过人工或机械对烟叶进行预摆把,使同产地、同品种、同部位叶片大小差异较小烟叶垂直于皮带传输方向平铺且烟叶把头方向统一后,传输至后续设备。所以其人工摆把输送机主要作用为粗略限制叶片大小,或是提示叶片大小差异,方便人工对差异较大叶片进行剔除重组,同时将叶片传输至自动振动对齐整理输送装置。
以满足以上需求进行设计,其设备结构较为简单,结构原理同普通皮带输送机,如图1 所示。与普通皮带输送机不同的地方是将两侧边板安装为可调节试边板,根据加工烟叶产地、品种、部位的长度进行手动调节,标定烟叶放置在内的烟叶长度,方便以人工形式对较长或较短的烟叶进行剔除,保证后续分切工艺的精度。

图1 人工摆把输送机(单位:mm)
自动振动对齐整理输送机如图2、图3 所示,作为烟叶把头对齐设备的主要核心设备,在烟叶传输过程中通过振动将烟叶把头对齐后传输至下一设备,其结构为皮带输送机及振动装置共同构成。经试验,为达到预期的把头对齐效果,皮带输送机设置输送同步皮带共5 条,以35 mm、50 mm 两种宽度皮带构成,两种宽度皮带以50 mm、35 mm、50 mm、35 mm、50 mm 的顺序排列,皮带间留出180 mm、100 mm 两种间隙安装振动装置,同步皮带每200 mm 带一块高15 mm 的隔板,用于在输送和振动过程分离和固定烟叶,让烟叶不堆积,使输送过程中每片烟叶均能受力振动,同时固定烟叶位置,使烟叶不歪斜,保持与传输带垂直。振动装置传输面结构设计为与传输带预留位置吻合的齿形结构,按烟叶受力方向与烟叶接触的每格宽度依次为150 mm、150 mm、150 mm、70 mm、70 mm,外侧接触面较大主要用于将烟叶推进内侧,内侧接触面较小主要用于将烟叶把头位置通过振动调整至装置边缘,振动装置振幅为15 mm,振动方向与输送装置垂直,与烟叶平铺方向平行,使用变频调试,根据烟叶重量调整振动频率,达到最佳效果。

图2 自动振动对齐整理输送机俯视图(单位:mm)
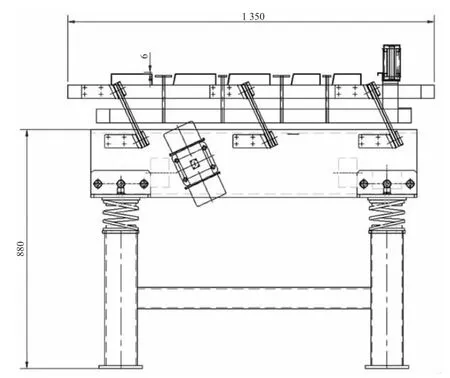
图3 自动振动对齐整理输送机左视图(单位:mm)
在装置边缘装设辅助输送同步皮带,避免在烟叶把头被振动至装置边缘挡板时因摩擦力作用导致的烟叶传输位置偏斜,保证烟叶在运动过程中始终处于与输送带垂直。自动振动对齐整理输送机横向采用同步皮带让烟叶向前继续输送,纵向采用振动输送装置让烟叶向辅助输送同步皮带方向输送,同时结合辅助输送同步皮带,形成烟叶在输送过程中受皮带机向前输送力的同时也受到振动装置垂直皮带输送机向辅助输送皮带方向的力,得到把烟叶受力运动至辅助输送同步皮带,且烟叶把头紧贴辅助输送同步皮带且一直垂直于皮带并持续向前传输的结果。采样不同产地、不同品种、不同等级烟叶进行试验后,将自动振动对齐整理输送机长度制作为2 000 mm、宽度制作为1 000 mm,其中振动装置有效长度为1 200 mm,辅助传输同步皮带与振动装置同步制作为1 200 mm,以满足大部分烟叶在传输过程中能达到的把头对齐效果。
爬坡输送机如图4 所示,连接于自动振动对齐整理输送机后端,主要作用是为适应不同场地、设备的高度变化,由于烟叶质量及含水特性,提升传输过程很容易导致经过自动振动对齐整理输送机把头对齐后的烟叶位置发生变化,导致进入分切工序达不到精度要求。所以为保持烟叶把头的对齐,通过试验验证得出,斜角为21°,输送速度为0.22 m/s 的爬坡输送机适用于大部分经对把头对齐后的烟叶,对烟叶提升传输过程中位置变化影响较小。

图4 爬坡输送机位置
90°转弯输送机如图5 所示,连接于爬坡输送机后端,主要作用是为减小设备占地面积,节约复烤生产企业场地使用空间,同时满足对把头对齐后烟叶转向传输的需求,但在转弯传输过程中由于角度的变化容易导致已经把头对齐的烟叶排列出现错位。所以为减少对烟叶把头对齐的影响,通过试验验证得出,转弯半径为1 500 mm,输送速度0.4 m/s 的转弯输送机对已经过烟叶把头对齐的烟叶位置变化影响较小。
2 风险问题说明

图5 90°转弯输送机
烟叶把头对齐设备核心设备为自动振动对齐整理输送机,其余人工摆把输送机、爬坡输送机和90°转弯输送机为辅助设备,除人工摆把输送机对烟叶把头对齐有辅助提升作用外,爬坡输送机和90°转弯输送机均对烟叶把头对齐有所减弱,复烤加工企业在选择配套设备时应根据自身场地,分切设备安装位置、高度等一系列实际因素考虑是否使用爬坡输送机和90°转弯输送机,若自身场地及分切设备安装位置、高度均较为符合自动振动对齐整理输送机则可以假装普通平皮带机代替爬坡输送机和90°转弯输送机作为输送系统。
人工摆把输送机主要用于进入后续自动振动对齐整理输送装置之前的预摆放,设计以人工摆把为主,当使用翻箱投料这类量大且不均匀的摆把方式,容易使得烟叶堆积或烟叶把头位置错乱,导致后续自动振动对齐整理输送装置达不到预期效果,若必须使用机械类摆把设备,建议设备动作精细化、烟叶流量均匀化。
自动振动对齐整理输送机皮带和振动装置尺寸、功率设计满足大部分烟叶把头对齐需求,但对于叶片超大或油分、水分含量较大烟叶可能出现把头对不齐、烟叶不垂直于皮带方向平铺的情况。
3 结语
在当前复烤加工对烟叶质量要求越来越高,分切工艺以受到大部分企业认可且投入使用的大环境下,烟叶把头对齐设备有效减少了原有人工铺把工艺的人工成本,可将原有6 至10 人的人工铺把用工将至2 至4 人,且以提高分切精度为前提的设计,保证经过分级后的同产地、同品种、同部位烟叶的分切精度,对后续复烤加工质量提升有较大帮助,满足柔性化、定制化生产过程中各类客户对复烤加工成品烟叶质量的高要求,同时助力部分企业高端、精品生产线的打造,保证高端、精品生产线的质量稳定。
猜你喜欢
中国造纸(2022年9期)2022-11-25
中国造纸(2022年8期)2022-11-24
昆钢科技(2021年1期)2021-04-13
生活用纸(2020年9期)2020-09-07
启迪与智慧·上旬刊(2019年5期)2019-09-10
作文·初中版(2019年8期)2019-09-09
中国煤炭工业(2019年3期)2019-08-27
建材发展导向(2019年11期)2019-08-24
山东工业技术(2016年15期)2016-12-01
中国煤炭工业(2014年11期)2014-06-20
