
某低品位难选钼铅矿选矿试验研究
2020-04-20 09:12王宇斌荀婧雯王望泊卫亚儒
湿法冶金 2020年2期
王宇斌,荀婧雯,张 鲁,王望泊,卫亚儒
(1.西安建筑科技大学 资源工程学院,陕西 西安 710055;2.西北有色地质矿业集团有限公司,陕西 西安 710054)
随着钼矿资源的逐步消耗,易采易选钼矿资源越来越少,现有的钼矿资源多为低品位且伴生有其他金属的矿物[1-4]。因此,研究低品位钼矿资源及含钼多金属矿石的分选技术,可以有效回收有价金属,提高企业经济效益[5]。目前,国内外对于含钼多金属矿石主要采用优先浮选、混合浮选及粗精矿再磨再选、湿法冶金等工艺[6-10]。陕西某低品位钼矿石品位低,嵌布粒度较细且不均匀,与方铅矿连生紧密,不利于目的矿物的解离,难以选别,综合回收钼、铅有一定难度。试验研究了从这种矿石中分选钼和铅,以期为同类矿石的开发提供参考。
1 矿石性质
1.1 原矿多元素分析
矿石化学多元素分析结果见表1。

表1 矿石化学多元素分析结果 %
由表1看出:试样中,Mo元素质量分数为0.099%,品位较低;Pb元素质量分数0.093%,含量不高,但可能会影响钼精矿品位,需加以关注;Zn和Cu元素质量分数分别为0.055%和0.004%,含量较低,不具回收价值。
1.2 钼、铅物相分析
矿石中钼和铅的物相分析结果见表2、3。可以看出:钼的赋存状态以硫化钼和氧化钼为主,其中硫化钼占88.78%,氧化钼占11.22%;而铅主要赋存在硫化铅中,硫化铅占85%。

表2 矿石中钼的物相分析结果

表3 矿石中铅的物相分析结果
矿石中的金属矿物主要为辉钼矿,其次是方铅矿、闪锌矿等。主要脉石矿物有石英、钾长石、斜长石、云母;其次是方解石、钡天青石、锶重晶石、重晶石等。矿石以集合体—团块状构造、浸染状构造、网脉—脉状构造为主。辉钼矿和方铅矿+80 μm粒级分别占46.38%、75.00%,-40 μm粒级分别占32.45%、14.07%,方铅矿粒度大于辉钼矿粒度。部分细粒辉钼矿、方铅矿与脉石矿物之间呈包裹关系,而且部分辉钼矿和方铅矿之间也呈包裹关系,这不利于矿物解离。此外,由于部分单体方铅矿可浮性较好,难以抑制,可能会影响钼精矿的分选指标,因此,从钼精矿中除铅是提高钼精矿质量的关键。
2 矿石浮选
2.1 钼粗选条件试验
2.1.1 抑制剂种类对矿石浮选的影响
试验条件:磨矿细度-74 μm占65%,柴油用量10 g/t,2#油用量20 g/t。抑制剂对矿石浮选的影响试验结果见表4。

表4 抑制剂种类对矿石浮选的影响试验结果
由表4看出,不同抑制剂对粗钼精矿中钼品位和回收率影响较大:水玻璃和重铬酸钠组合使用,钼回收率达90.59%,但钼品位只有8.59%;水玻璃和六偏磷酸钠组合使用,粗钼精矿中钼品位为9.67%,回收率为90.42%。综合考虑粗钼精矿中钼品位和回收率,粗选抑制剂选用水玻璃+六偏磷酸钠组合。
2.1.2 水玻璃用量对矿石浮选的影响
磨矿细度-74 μm占65%,六偏磷酸钠用量100 g/t,柴油用量10 g/t,2#油用量20 g/t。水玻璃用量对矿石浮选的影响试验结果如图1所示。

图1 水玻璃用量对矿石浮选的影响
由图1看出:随水玻璃用量增加,粗钼精矿中钼品位明显提高,但钼回收率波动不大,始终保持在90%左右。综合考虑,确定水玻璃用量以300 g/t为宜。
2.1.3 六偏磷酸钠用量对矿石浮选的影响
磨矿细度-74 μm占65%,柴油用量10 g/t,2#油用量20 g/t,水玻璃用量300 g/t。六偏磷酸钠用量对矿石浮选的影响试验结果如图2所示。
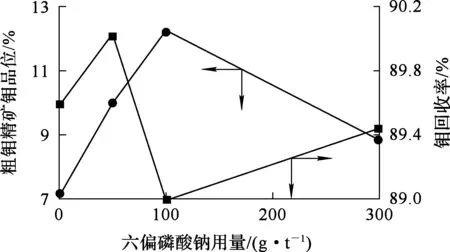
图2 六偏磷酸钠用量对矿石浮选的影响
由图2看出:随六偏磷酸钠用量增大,粗钼精矿中钼品位先升高后下降,而钼回收率波动不大;六偏磷酸钠用量高于100 g/t后,粗钼精矿中钼品位降低,回收率略有提高。综合考虑,确定六偏磷酸钠用量以50 g/t为宜。
2.1.4 捕收剂种类对矿石浮选的影响
磨矿细度-74 μm占65%,2#油用量20 g/t,水玻璃用量300 g/t,六偏磷酸钠用量50 g/t,煤油、柴油和225#油用量均为15 g/t。捕收剂种类对矿石浮选的影响试验结果见表5。

表5 捕收剂种类对矿石浮选的影响试验结果
由表5看出:以煤油为捕收剂时,粗钼精矿中钼品位为9.63%,回收率为88.83%;而用柴油作捕收剂时,粗钼精矿中钼品位为9.11%,回收率为90.20%;以225#油为捕收剂时,钼回收率较煤油和柴油都高,为91.11%,但钼品位较低,为8.05%。综合考虑经济因素和粗钼精矿中钼品位与回收率,确定以柴油作捕收剂较为适宜。
2.1.5 柴油用量对矿石浮选的影响
磨矿细度-74 μm占65%,2#油用量20 g/t,水玻璃用量300 g/t,六偏磷酸钠用量50 g/t。柴油用量对矿石浮选的影响试验结果见表6。

表6 柴油用量对矿石浮选的影响试验结果
由表6看出:随柴油用量从0 提高到15 g/t,粗钼精矿中钼品位从6.12%提高到10.51%,钼回收率从88.60%提高到90.00%;但继续提高柴油用量,钼品位和回收率均降低。综合考虑,确定柴油用量以15 g/t为宜。
2.2 钼精选流程
为进一步提高钼品位,对粗钼精矿进行2次预精选。预精选泡沫产品粒度较粗,其中-38 μm粒级仅占55%,辉钼矿连生体较多,为获得合格钼精矿产品,对粗钼精矿进行再磨再选,粗钼精矿细度对矿石浮选的影响试验结果如图3所示。可以看出:随粗钼精矿再磨,-38 μm粒级占比增加,当-38 μm粒级占比从55%增至95%,粗钼精矿中钼品位从31.40%提高至52.73%,而钼回收率从82.63%降至53.23%。综合考虑钼精矿中钼品位与回收率,确定再磨细度以-38 μm粒级占85%为宜。

图3 粗钼精矿细度对矿石浮选的影响
2.3 闭路试验
为进一步回收铅,对钼浮选尾矿进行重选,同时在条件试验和开路试验基础上进行闭路试验。工艺流程如图4所示,试验结果见表7。

图4 闭路试验工艺流程

表7 闭路试验结果
由表7看出:采用优先浮选钼—尾矿重选回收铅工艺流程,可获得品位为49.81%、回收率为88.33%的钼精矿,但钼精矿中铅含量较高。这是由于部分单体方铅矿的可浮性极好,且因其包裹于辉钼矿中,会随辉钼矿的上浮而上浮,难以抑制,导致钼精矿质量下降。
2.4 钼精矿浸出除铅
浮选闭路试验所得钼精矿中铅品位1.46%,这部分铅采用机械选矿法很难去除。为得到合格钼精矿,采用化学浸出法除铅。用氯化钠+盐酸作浸出剂,控制液固体积质量比为4/1,在90~95 ℃下搅拌浸出2 h,铅转入溶液,浸出渣水洗3次得钼精矿产品,试验结果见表8。

表8 钼精矿浸出除铅试验结果
由表8看出,铅去除率最高可达89.73%,所得钼精矿中铅品位可降至0.15%,达到合格标准。钼精矿和铅精矿产品质量分析结果见表9、10。钼精矿品质达到特级,铅精矿中铅质量分数为60.10%,其他杂质不超标,铅精矿品质达到二级。

表9 钼精矿主要元素分析结果 %

表10 铅精矿主要元素分析结果 %
*.单位为g/t。
3 结论
陕西某钼铅矿品位低、钼铅相互浸染,嵌布粒度较细,部分细粒辉钼矿与方铅矿、脉石矿物呈包裹关系,难以分选。采用优先浮选钼—重选回收铅—钼精矿浸出除铅流程,可获得合格钼精矿和铅精矿,分选效果较好。
猜你喜欢
硅酸盐通报(2022年8期)2022-09-08
石家庄铁路职业技术学院学报(2021年1期)2021-06-09
石家庄学院学报(2021年3期)2021-05-23
化学与生物工程(2020年11期)2020-11-23
中国有色金属学报(2018年2期)2018-03-26
中国资源综合利用(2017年1期)2018-01-22
中国铸造装备与技术(2017年3期)2017-06-21
中国资源综合利用(2016年9期)2016-01-22
中国资源综合利用(2016年12期)2016-01-22
中国医药科学(2015年15期)2015-02-27
