
浅谈卡车铁质小件随车过线工装开发
2020-04-20 11:08覃培兴黄金莲
时代汽车 2020年5期
覃培兴 黄金莲
摘 要:本文以东风柳州汽车有限公司某商用车基地涂装车间为例,重点介绍铁质小件随车过线的工装开发。
关键词:卡车;铁质小件;工装
1 引言
随着卡车市场的竞争日益激烈,市场客户对车身外观质量、舒适度等要求越来越高,各汽车企业对生产工艺、生产线设备等进行了更新换代,竟将在技术、质量、成本管理上寻求突破,为企业在激烈竞争的市场中占得先机。如何提高生产质量,降低制造成本,是各个汽车制造企业需要重点研究的课题。投入智能设备代替人工,提高生产节拍,是提升质量、降成本的一条有效途径。
卡车和乘用车在生产过程中,最大的区别在于卡车在生产过程中,许多铁质小件是无法直接装配在车身上过线的。没有先进工装的配套,智能设备的作用就大打折扣,这势必会给新生产线投入(场地投入、设备投入)造成了成本浪费,给卡车生产的连贯性造成了很大的影响。通过工装开发,将这些铁质小件,装挂到车身上,随车过线并能满足机器人工艺喷涂等需求,尽可能消除小件单独过线的节拍影响。本文主要就某涂装线技术搬迁时铁质小件过线工装开发的工作经验进行分享,以供借鉴。
2 卡车铁质小件的种类收集与机器人喷涂软件仿真
2.1 铁质小件种类收集
卡车铁质小件主要有面板、灯罩、保险杠、包角板等四类。卡车的面板二维尺寸最大可达1800*700,显得大而重;灯罩的特点是几乎都是曲面,而且弧度大,容易漏噴;保险杠的特点是长、曲面,容易漏喷;包角板的特点是曲面、钣金面薄,容易变形。
2.2 小件与车身框的匹配装挂
结合涂装工艺,铁质小件的结构特点,对车身框进行分析、规划,拟定铁质小件装挂到车身上的大概位置。制定初步的工装开发方案,邀请车间工艺人员,一起讨论、研究、评审。
2.3 利用喷涂软件仿真
铁质小件的布局是否合理,首先要将规划好的小件装挂图,发送给机器人厂家,利用喷涂软件对装挂有小件的车身进行模拟喷涂。通过模拟喷涂,可以了解到,增加小件装挂后,在现有机器人台数基础上,喷涂轨迹、喷涂节拍是否仍能满足。在模拟过程中,发现机器人喷涂关节达到极限点或超出节拍时,需及时调整装挂方案。
3 铁质小件随车过线工装开发的依据
3.1 生产路线
工艺路线是工装开发时,特别是这些比较分散的铁质小件,最先要了解的内容。铁质小件的工装开发,不仅要能满足铁质小件工艺质量的要求,还要满足铁质小件在过线过程中生产线员工操作的需求。在哪里装,流转到哪里,哪里会移动工装(干涉、遮挡等)、在哪里拆、成品在哪安装等问题,都需要结合工艺路线来考虑。
3.2 生产工艺卡
铁质小件对于卡车来说,是“外来物”。如何让这个外来物融合到现有的车身上,这就必须要依赖到生产工艺卡的帮助。作为工装开发者,必须全盘了解整个车身的工艺卡,特别是电泳工艺、涂胶工艺、喷涂工艺、车身内饰件安装工艺等内容。所以,在工装开发之前,工装开发者要和车间工艺管理员索取所有相关的工艺卡资料,并到生产现场去观摩各个过程的形态,保证在工装开发前,对各个工艺状态了然于心,才能保证后期工装设计的顺利进行,避免走错路、走弯路。
3.3 车身数模与小件数模的使用
数模的使用,有效的解决车身、小件尺寸测量难的问题,为工装开发的时效性提供理想的途径。通过三维软件,将车身、小件数模进行摆放、对比,能够直观的发现车身位置、小件位置,各工艺孔位置、大小等。依据数模的初步摆放,可以初步定型工装开发的大体样式,方便样件的开发。
4 铁质小件随车过线工装开发过程控制
4.1 样件试制
将前期对铁质小件的分析、了解,形成初步的结构方案,通过使用合适的测量工具(如卡尺、卷尺)现场对车身框、小件测量拟安装配合的工装孔,记录孔的大小、孔间距等数据。将记录的工装功能尺寸利用CAD或CATIA软件绘制出来,完成图纸的初步设计。有条件的话,可以将图纸发给车间内焊接人员进行试制。这样做有利于图纸的理解和交流,以及样件制作的修改(外委加工容易出现样件报废情况发生)。样件试制一般先做1~2件即可。在这个期间内,工装开发者要先进行调试车身、小件的使用申请,至少所涉及的车身、小件,每样要保证有1件固定在调试现场。
4.2 样件过线验证及评审
样件试制出来后,工装开发者应先在调试现场进行试装,熟悉安装、拆卸需要的工具,熟悉安装、拆卸的顺序。在样件过线验证前,工装开发者要组织工装涉及部门进行开会讨论,收集样件过线需要的条件,明确样件过线流程以及过程需要收集的信息,明确各个部门责任人、联系方式,明确样件跟踪路线、问题反馈方式,并形成会议纪要。样件过线一般以一个星期为周期较为合适。在样件过线验证过程中,应要求各个跟踪点尽可能多收集过线过程的照片、视频,并输出跟踪记录表单。样件验证完毕后,工装开发者收集验证过程的跟踪记录,再次组织相关部门进行开会讨论,针对样件过线的优缺点进行初步评审,并根据与会人员提出的问题解决方案对工装进行调整、修改。样件验证可不断循环实施,直至评审达到工艺质量需求。
4.3 小批量过线试生产
小批量过线试生产是工装开发的关键一步,也是比较复杂的一步。在这个过程中,工装不像样件过线那样单纯从工艺角度来考虑,还要考虑以下几方面:
(1)满足工艺质量需求问题;
(2)安装、拆卸、过程操作的时间问题;
(3)是否增加工人作业负荷问题;
(4)工装周转路线、现场定置问题。
为确保小批量过线试生产的有效,工装开发者要组织相关部门进行会议分工,责任化管理。工装开发者将各个需要关注的因素表格化,以随车传递方式从工装安装岗开始每个岗位的传递,直至工装拆卸岗位,以便工装过线时能够让各班组清楚的了解到相关内容、要求,以及上工序存在的问题,保证工装试生产时发生问题能够及时处理、记录。工装过线试生产的记录表单由专人跟踪管理,在试用过程中,要及时给予改进,改进后再进行试用。试用一定周期后(一般一个月),确认没有问题,工装的样式就可以定型了。定型后的工装,就可以发包要求厂家进行批量制作,然后投入生产线使用。
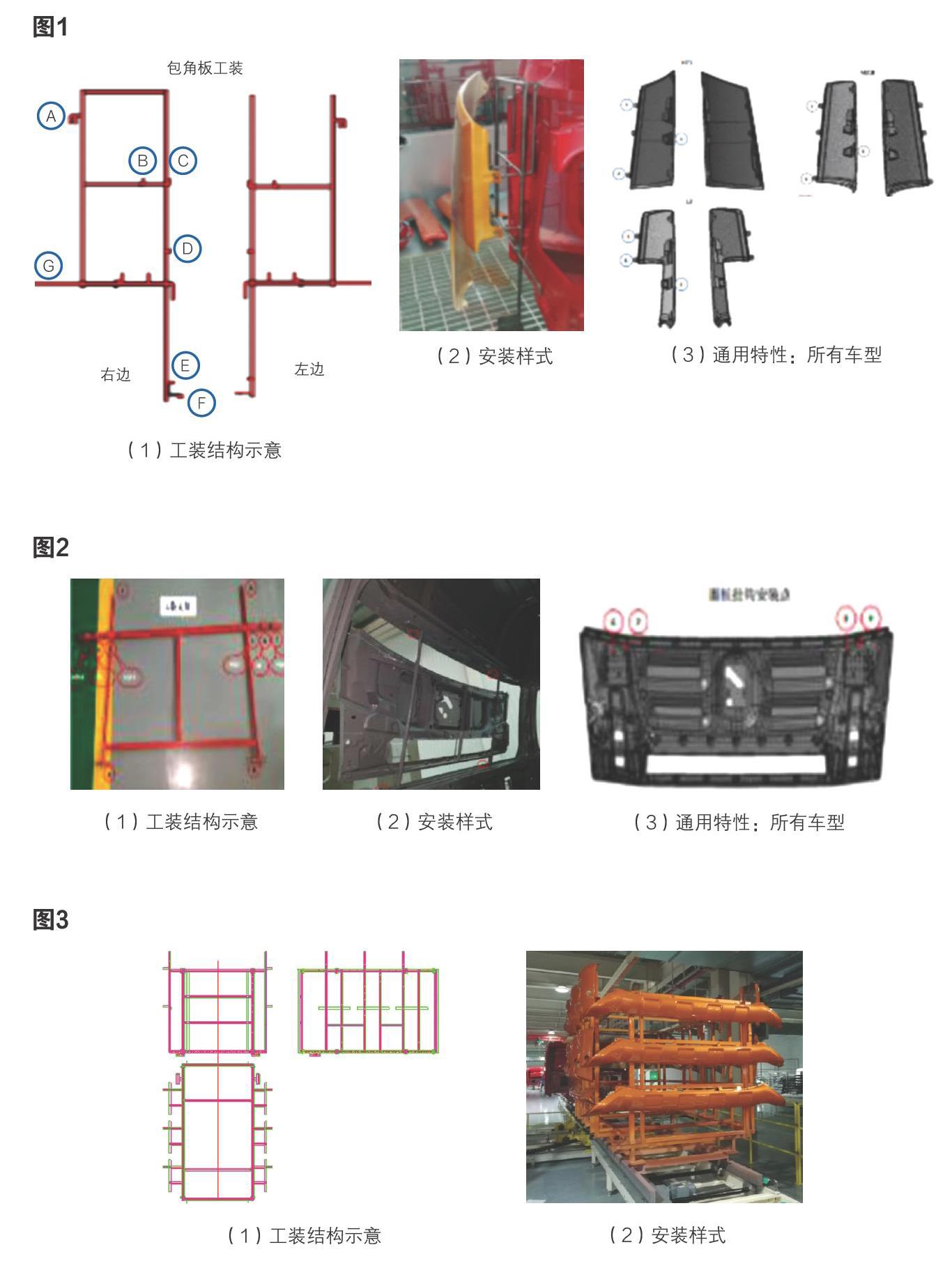
5 工装开发成果实例
5.1 包角板工装,见下图1
5.2 面板工装,见下图2
5.3 自动喷涂小件车(灯罩、保险杠组合型),见下图3
6 结语
一方面,卡车铁质小件,因卡车车型多样,小件类型繁多,小件工装开发难度大,需要一个较长的开发周期,因此,只有提前策划,提前准备,才有可能满足新生产线SOP的需求。另一方面,随着工业逐步从3.0向4.0发展,智能制造已经成为未来企业发展的趋势,在汽车涂装车间喷涂智能化的前面,搭建满足智能喷涂所需的基础条件是很有必要的。在未来新生产车间设计时,将铁质小件随车过线纳入工艺规划中,提前布局喷涂设备(喷漆室长度、机器人台数等)、输送设备(节距),将对车间生产成本降低有很大的帮助。本文结合笔者的工作经验,简单介绍了铁质小件对车工装工装开发的依据、原则、过程控制等,希望能给各位同行有所借鉴。由于能力有限,难免有疏漏之处,请给予指正。
猜你喜欢
环球时报(2018-06-08)2018-06-08
小资CHIC!ELEGANCE(2017年9期)2017-07-10
小资CHIC!ELEGANCE(2016年18期)2017-05-27
儿童故事画报(2017年4期)2017-05-26
小资CHIC!ELEGANCE(2016年19期)2016-08-17
Coco薇(2015年10期)2015-10-19
小资CHIC!ELEGANCE(2015年5期)2015-04-24
汽车观察(2009年6期)2009-12-07
中学英语之友·高一版(2008年9期)2008-10-18
