
车门密封条高温下开胶现象试验分析及控制方法
2020-04-20 11:08赵建才姜丽丽吴定凯雷德春
时代汽车 2020年5期
赵建才 姜丽丽 吴定凯 雷德春

摘 要:针对高温下车门密封条出现开胶现象,进行了密封条受热伸长量对比试验,试验表明:开胶严重的密封条受热伸长率大于开胶轻的密封条。受热伸长或降温冷缩使得密封条的局部剪切力过大,再加上钣金漆面表面能不满足技术要求,二方面共同作用,导致了局部开胶现象的发生。密封条加入玻纤绳,或者提高胶带与钣金漆面的粘接力,实践证明可以有效控制开胶现象。
关键词:密封条;开胶;伸长率;玻纤绳;粘接力
1 引言
2018年4月,某车型车门密封条出现开胶现象,此现象主要出现在南方高温地区。通过售后状态监测,2018年3月-12月生产的车辆密封条开胶占比60%,2019年1月-8月生产的车辆密封条开胶占比40%。密封条开胶不仅影响外观,而且容易造成漏风、漏水,降低隔音和密封效果。
为研究车门头道密封条开胶原因,贾妮等人[1]从胶带粘接性能、胶带与粘接表面的作用时间、粘接部件表面能、钣金尺寸与密封条压缩力、密封条安装工艺等5个方面,对车门头道密封条开胶失效进行探讨,认为开胶的主要因素是粘接表面不够清洁,且胶带表面受到的压力不够。李洪涛[2]对车门密封条粘接设备使用过程中的开胶问题进行分析,发现棉布在擦拭车门时一些纤维残留在车门上,造成密封条开胶现象,而使用酒精棉擦拭车门不存在纤维掉落的问题。袁军[3]从生产工艺过程进行分析,找出密封条脱胶问题产生的主要因素。本文针对高温下车门密封条出现开胶现象进行试验分析,找到问题发生的原因和采取相应的控制方法。
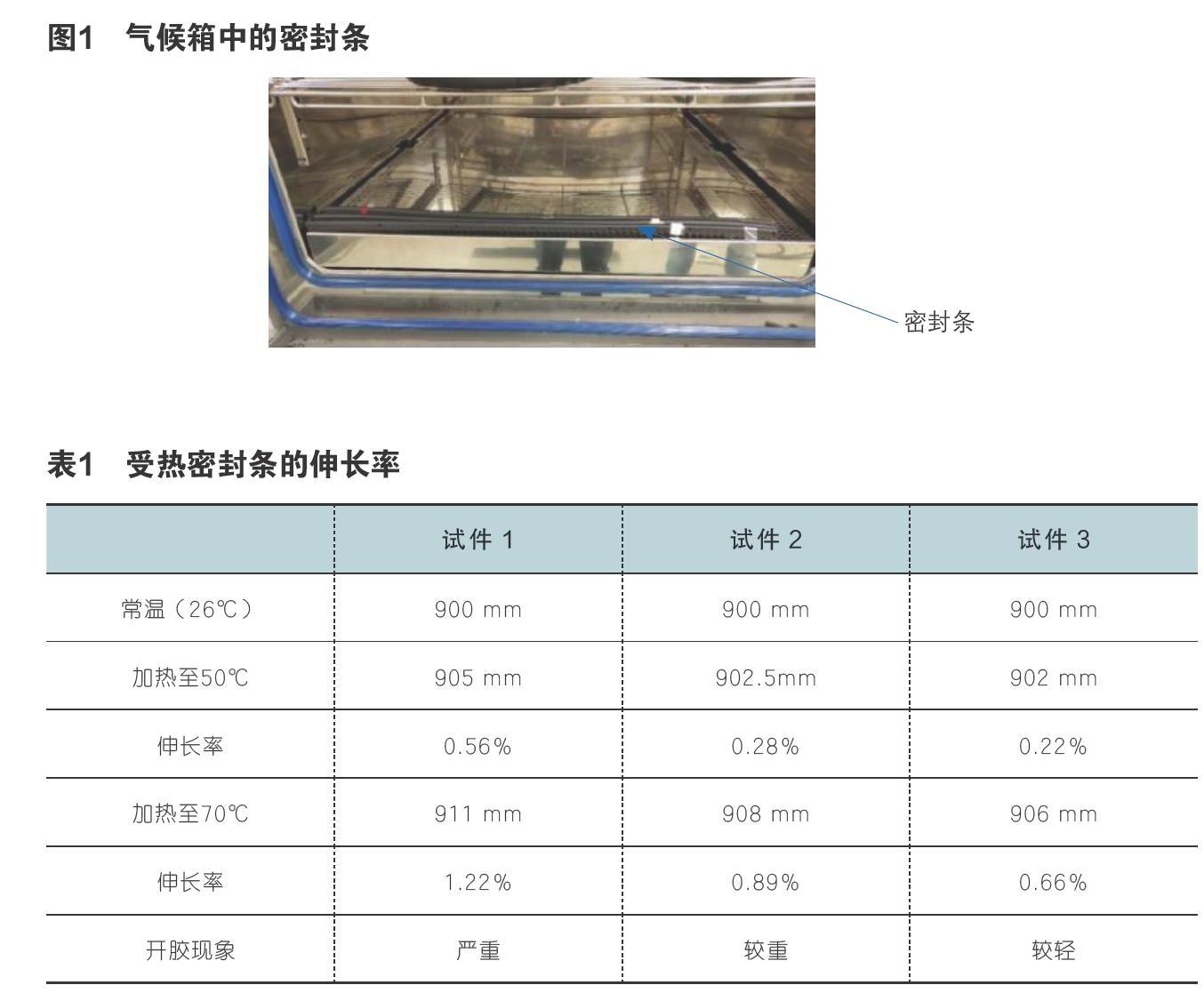
2 密封条受热伸长量对比试验
选取开胶现象严重、较重、较轻各一组密封条,在26℃常温环境下,截取900mm长度的密封条放置在实验气候箱中,分别加热至50℃和70℃后放置3小時,然后测量受热密封条的长度。
从表1可以看出:开胶严重的试件1的伸长率远高于开胶较轻的试件3,按整车密封条总长度为3440mm计算,70℃环境下试件1的总变长量为42mm。
3 密封条开胶现象原因分析
密封条是通过胶带粘贴在车门钣金上的,通过密封条受热伸长量对比试验可知:密封条在高温环境下受热伸长,而车门钣金受热的变化量非常有限,它们之间显著的伸长差异,是导致开胶的应力来源之一。
当降温后密封条冷缩到原始长度,也会对贴到车门上的胶带造成剪切方向的作用力,对粘结产生一定程度的负面影响。
如果受热伸长或降温冷缩导致密封条的局部剪切力过大,再加上钣金漆面表面能不满足技术要求,很难被胶带粘结,二方面共同作用,将会导致局部有开胶现象发生。
4 密封条开胶现象控制方法
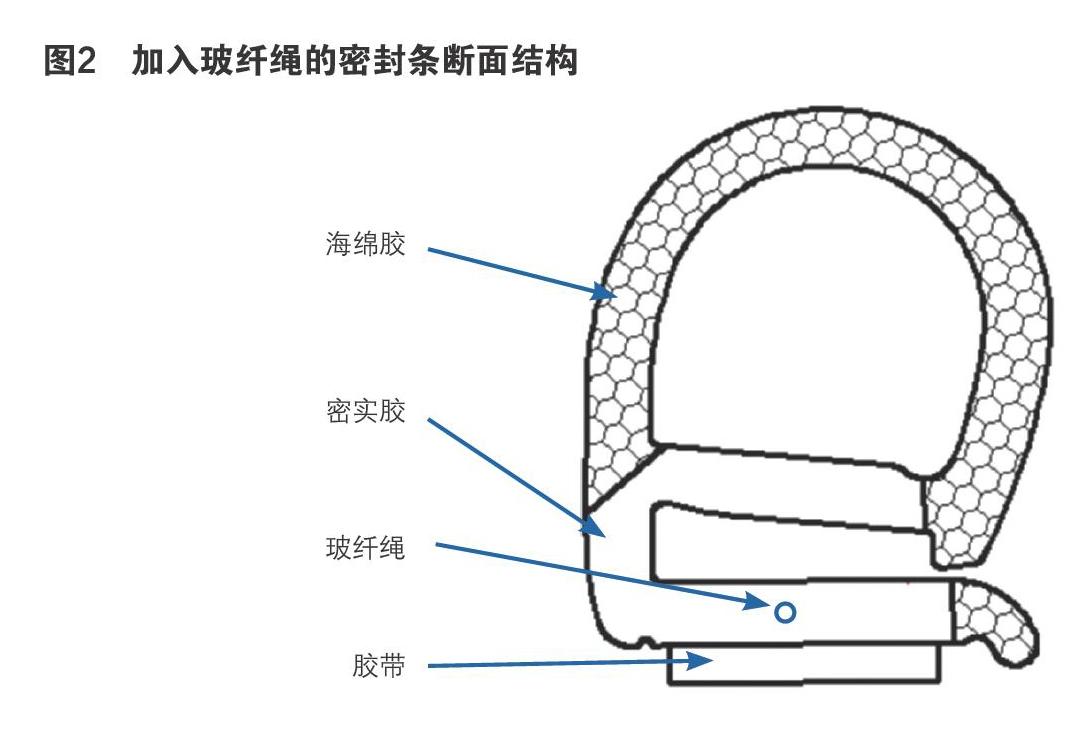
4.1 加入玻纤绳,降低密封条伸长率
玻璃纤维绳(简称为玻纤绳)经特殊工艺编织而成,耐热性能优良,最高使用温度为600℃,具有高抗张强度及长度稳定性。为了降低密封条的受热伸长率,在与胶带粘结部位增加直径为0.5mm的玻纤绳,如图2所示。经过受热伸长量试验,加入玻纤绳的密封条加热至70℃时的伸长率为0.68%,与上述开胶较轻的试件3接近一致,装车后开胶现象不再出现。
4.2 提高胶带与钣金漆面的粘接力
目前,车门密封条的粘贴大多采用双面丙烯酸泡沫胶带,如果胶带与钣金漆面的粘接力不足以抵抗来自密封条温度变化时与车门钣金的伸长差异产生的应力,将可能造成开胶现象发生,如图3所示。
为了提高胶带与钣金漆面的粘接力,在实际生产中,采取以下2种方法:
(1)清擦剂由异丙醇改为Sika205清洁剂,清擦时开胶位置反复清擦2次,以提高钣金漆面的表面能。
(2)钣金漆面采用底涂工艺,以抵抗来自密封条温度变化时与车门钣金的伸长差异产生的应力。通过试验测试:底涂区域粘接效果明显好于无底涂区域。
5 结论
针对高温下车门密封条出现开胶现象进行了试验分析,结果表明:开胶严重的密封条受热伸长率大于开胶轻的密封条。
受热伸长或降温冷缩导致密封条的局部剪切力过大,再加上钣金漆面表面能不满足技术要求,很难被胶带粘结,二方面共同作用,将会导致局部有开胶现象发生。
加入玻纤绳,降低密封条伸长率,或者提高胶带与钣金漆面的粘接力,可以有效控制密封条的开胶现象。
参考文献:
[1]贾妮,陈晓锋,吕均益等.门头道密封用3M压敏胶粘带脱胶分析[J].失效分析与预防,2019,14(2):119-123.
[2]李洪涛.车门密封条粘接开胶问题解决[J]. 汽车零部件,2016,05:73-75.
[3]袁军,孙超.汽车密封条脱胶问题的分析和研究[J].时代汽车,2019,12:99-100,103.
