ATR72货机型飞机后货舱门门框开口激光定位铣切工艺分析
2020-04-25 00:53李圣雄周健
科学导报·学术 2020年64期
李圣雄 周健

【摘 要】 意航ATR72货机型飞机机身项目是西飞公司与意大利LENODA公司在客机机身16段和18段对接项目之后续签的货机机身转包项目,是西飞公司转包生产中飞机同一部段,唯一一个客机型飞机和货机型飞机同时生产的转包项目,此项目的顺利进行,对于将来扩大西飞公司转包项目的业务范围和国产涡桨支线飞机的改进有着积极的意义,本文从装配角度重点分析了ATR72货机机身后货舱门门框开口铣切的技术关键和工艺方法。
【关键词】装配定位;定位基准;激光定位;激光测量;铣切
1、引言
飞机制造工艺的主要特点之一,是在工艺准备和生产中以飞机三维设计模型和先进测量装置为基础,建立和采用数字量传递的互换协调方式,是适应现代飞机研制需求的有效途径。本文以意航ATR72货机型飞机后货舱门门框铣切问题为研究对象,结合飞机数字化制造技术特点,研究基于数字量传递的飞机制造互换协调关键技术。
意航ATR72货机型飞机后货舱门门框开口激光定位铣切工艺,是以门框开口产品数模和图纸为依据,并借助于激光跟踪仪,在飞机机身门框部位定位、划线、铣切门框开口的工艺方法,此工艺方法的优势是,能节省一套门框开口铣切工装,且无论门框开口的图纸/数模尺寸怎么更改,使用此方法都能够以最快的速度完成舱门门框开口铣切,并适应和满足图纸/数模最新尺寸要求(因为使用激光跟踪仪,不需花费设计、修改和制造工装的时间和费用)。
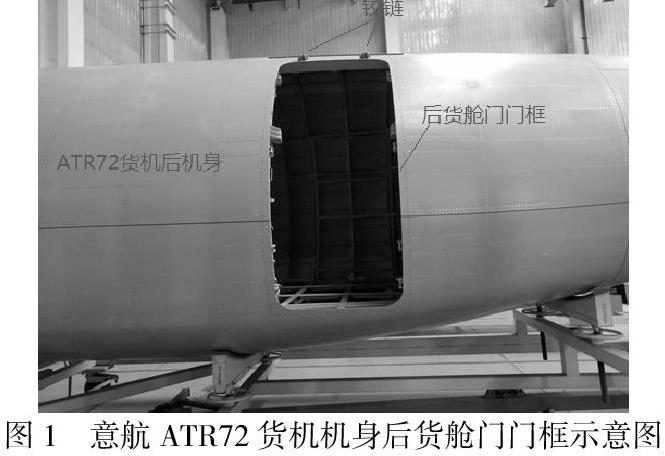
意航ATR72货机机身后货舱门是在ATR72货机机身16段STA18149~STA17319的站位段处,在地板梁之上开一个口---后货舱门门框,大小与后货舱门门扇相当,外形与飞机蒙皮外形一致,长宽尺寸为:1830mm(高)x780mm(宽)(参考)(如图1)。
门框开口的铣切方法是:
a. 首先用定位制孔工裝以地板梁上平面、门框两侧框板和蒙皮外形为基准定位,然后找出后货舱门铰链位置,根据铰链上的孔在机身蒙皮上钻制装配孔并定位铰链,同时确定出机身蒙皮上用于铣切时建立激光测量系统、定位、划线的4个φ6.35mm基准点(孔);
b. 然后,用激光跟踪仪以定位制孔工装确定的4个φ6.35mm基准点(孔)和后货舱门铰链孔轴线为基准建立激光测量系统(如图2);
c. 以建立的激光测量系统与蒙皮数模上后货舱门门框位置数据比对,确定出后货舱门门框轮廓,再在数模上门框周边位置取适当数量的点(点位越多,精度越高);
d. 再用激光跟踪仪标靶在机身实物门框周边与门框数模对应取适当数量的点(此数量的点位是取自最终门框净边轮廓位置上),测出数据,并输入测量系统里,与数模上门框数据比对,如果数据吻合,移去激光跟踪仪,用铅笔把门框上的点用连贯、平滑的线条连接起来,最后,使用风动锯/铣刀沿着所画线条进行切割,最后稍微打磨去毛刺,所得的开口就是后货舱门门框所交付的开口尺寸。
2 意航后货舱门门框铣切开口时的问题分析及解决办法
铣切完之后的货机后货舱门门框开口是否符合图纸要求,是否满足任何一扇飞机实物门与门框的间隙和阶差要求(要保证货机后货舱门门框的互换性),如何合理使用定位工装、激光仪,对最终的间隙和阶差会有很大的影响,也会最终影响飞机的水密性和气密性要求,所以解决货机后货舱门门框间隙和阶差超差问题变得特别迫切。
3.查找问题原因及纠正措施
为防止货机后货舱门框间隙和阶差超差情况的发生,经过连续跟踪门框切割的施工流程,并反复研究货机后货舱门门框切割时使用的定位工装、激光仪,发现施工人员在门框上取点和放置激光靶标时存在问题,以及施工人员切割时的方法也存在一定的不足,随即展开弥补和纠正工作。
3.1 门框上拾取点位偏差及问题处理
在后货舱门门框上拾取测量点位时,一定要与门框数模上的点的数量和位置一一对应,;在放置激光靶标时,务必要把靶标放置在每个点的确定的位置,这样测量结果才能与实际值一致,经过多次测量门框开口上的拾取点,并与之前的点的位置数据比对,结果是吻合的,才能进行下一步划线、修切。
3.2 施工人员切割时的方法问题
在跟踪了多架份货机后货舱门门框的铣切流程后,发现门框开口的合格率100%,完全符合图纸/数模要求,意航装配货机门时的合格率100%。
但是感觉还是有点不足,建议施工人员使用风动锯/铣刀铣切门框开口时,不要一次铣切到位,要预留0.5mm的余量,再最后打磨、修切到图纸/数模要求的尺寸,避免一次铣切到最终尺寸的时候,由于操作不当,而铣切到负差(缺肉)状态,无法返修,反倒成了一种莫须有的风险。跟踪3架份并观察情况,并最终确定,使用上面确定的防风险方法,第一次铣切门框开口时预留0.5mm 的余量,最后修切打磨到最终尺寸,使得门框开口的间隙和阶差更便于符合图纸/数模的要求,避免了负差(缺肉)无法返修的风险。
4 结语
货机后货舱门框开口铣切看似简单,实则受飞机前面众多装配工序的累积误差影响很大,前面众多工序出现的误差会累积到此处,使得飞机蒙皮外形每架份与其它架份都不一样,或多或少存在差别,这样就需要施工人员认真细致的完成上面所有工装的使用要求,仔细地留有铣切余量并精心打磨,这样才能把飞机装配累积误差的影响减少到最小,尽可能的满足货机后货舱门框开口要求的间隙和阶差范围,进而满足飞机的水密性和气密性要求,使得飞机的安全性得到保障,减少飞行中飞机的安全隐患,从而给乘客及乘务人员营造一个舒适安全的飞行环境。
研究货机后货舱门框开口定位、铣切及修缮的工艺和协调方法,是此项目顺利进行的一个非常重要的环节,对于提高我公司的飞机装配水平和拓展我公司转包生产的业务范围有着十分积极的意义,同时对装配中采用的一些特殊装配和协调方法和经验,可以推广应用到国产军、民机生产制造中。
(作者单位:中航西安飞机工业集团股份有限公司)