基于齐套零件策略的人为失误及其质量问题分析
2020-04-29 03:57韩文民李梦新
物流技术 2020年3期
葛 文,韩文民,李梦新
(江苏科技大学 经济管理学院,江苏 镇江 212003)
1 引言
受到消费者需求日趋多样化和市场竞争激烈等因素的综合影响,制造型企业正面临着严峻挑战,如何降低生产成本、提高运行效率成为工业企业面临的重要课题。有研究表明,在许多汽车制造企业,物料在车间内的搬运成本就达到了产品总成本的15%-30%[1]。因此,设计合理、高效的物料配送系统对降低混流装配线的运行成本具有重要的现实意义。
齐套配送系统(Kitting System)是根据准时化理念实施的一种将零件拣配与装配线相分离的物流配送新模式[2]。齐套配送指企业内部物流工人将组装单个产品单元所需的所有零件提前拣选成组,并按装配顺序放置于一个或多个物料箱中,再根据制造执行系统发布的上线进度指示将套件准时化配送至装配线上的物料配送策略,上线过程如图1所示。相比于批量配送和看板配送等传统零部件供应策略,齐套零件策略降低了线边零件的库存堆积,消除了取料过程中寻找、识别和走动等无价值的动作,使得装配线上的员工专注于装配作业,减少取料过程中的人为失误。另外,齐套零件策略能够不受零件、工位和产品类型的限制,装配工只需在随工件同步移动的料车上取出相应的零部件装配到工件上即可[3]。通过对零部件采取这种齐套件策略,能够有效提高企业生产运行的整体效率,减少和控制库存,达到一个流的同步供应。
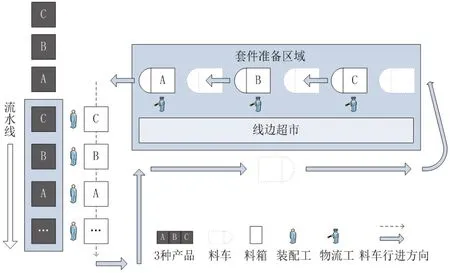
图1 齐套配送过程示意图
近年来,齐套零件策略引起了许多国内外学者的关注。周健等[4]通过对时间、物料内容和配送协同的管理,建立了以装配执行过程为主线、以工艺流程节点为核心和以物料需求状态为管理对象的渐增式齐套状态协调机制。刘轩等[5]针对齐套制造中动态性所带来的多维度影响,分析了在“生产-物流”运作过程中动态性的影响范围,在拓展物联网信息架构的基础上提出了面向齐套制造的三层两阶段齐套联动机制。周炳海等[6-7]建立了成套零件策略下线边超市中物流工人补货任务的调度模型,并采用Kuhn-Munkres和改进型和声搜索算法进行求解,实现了对物流工人的配送工位分配和周期性配送优化。Hanson等[8]研究了复杂产品手工装配生产中齐套工作各个部分对取料时间的影响,通过对装配顺序调整和装配件采用的齐套比例的控制,达到缩短潜在取料距离的目的。Hanson等[9]还通过实验证实了AR技术在齐套配送过程中传递拣选信息的高效作用,提高了拣选准确率和系统运行效率。
综上所述,目前学者对成套零件策略的研究主要集中在内部供应链与生产计划的耦合机制上,且研究大多假设套件准备过程中物流工人不会出现人为失误。但是,由于齐套零件策略涉及订单处理、套件准备、装载、料车配送和交付检查等多项工作,其中套件准备又包括零件拣选、计数以及放置到套件中的正确位置等内容,且套件出现错误后的纠错成本远大于其他供料策略,因此人为失误是导致齐套配送系统出现质量问题的关键所在。为此,本文分析了成套零件策略下套件准备和交付过程中出现的人为失误,并建立模型对装配系统的质量成本进行经济评估,帮助企业管理者在实施齐套零件策略时探索可行的方案并做出具有成本效益的决策。
2 方法
为了建立齐套配送系统的质量成本模型,采用了Schuller 等提出的基于人为失误分析技术的一般性方法[10],该方法包括以下六个步骤:
(1)任务描述。首先对齐套配送过程的各项工作任务进行描述。
(2)人为失误的分类。假设一组具有代表性的人为失误类别,以检查它们在任务执行期间是否有可能发生。本文参考Schuller等的研究,将工人在齐套配送过程中可能出现的人为失误分为遗漏、偏离、选择错误、排序错误、时间错误和数量错误六类。
(3)任务与人为失误的关联。通过对任务列表和所采用的人为失误类别进行匹配,得到每个任务执行过程中可能出现的人为失误的矩阵,然后评估每种人为失误的结果,以确定其对整个齐套配送过程可能带来的物流错误。由此得到一个物流错误的详尽列表,每个物流错误都与其人为失误集相关。
(4)质量问题与物流错误的关联。通过分析物流错误的来源,识别出可能产生的质量问题,并且针对性的提出消除质量问题的方法措施。
(5)质量问题发生概率的确定。采用THERP 法计算执行齐套配送过程各项任务的人为失误率,根据人为失误率运用事件树方法计算每种质量问题的发生概率。
(6)质量问题成本估算。如果在步骤(4)中定义了某种质量问题,则确定其相应的纠错成本。因此,借助于在步骤(5)中得到的每种质量问题的发生概率来计算总的预期纠错成本。
其中,THERP 法(即人的失误预测技术)是一种系统性较强的人因可靠性分析方法,目前在复杂系统分析常规试验、执行任务的人因可靠性量化分析等方面应用广泛[11]。该方法包含了HRA 事件树、人员行为形成因子PSFs、动作相关性分析等方面,并结合人误数据库进行定量计算。
3 齐套配送系统质量成本模型
3.1 套件准备过程中人为失误分析
基于Pelagagge等对套件准备过程中各项任务的描述,本文分析探讨了物流工人在套件准备过程的各项任务中可能出现的各种人为失误,并且评估了每种人为失误可能给整个套件准备过程带来的物流错误,对应关系见表1。
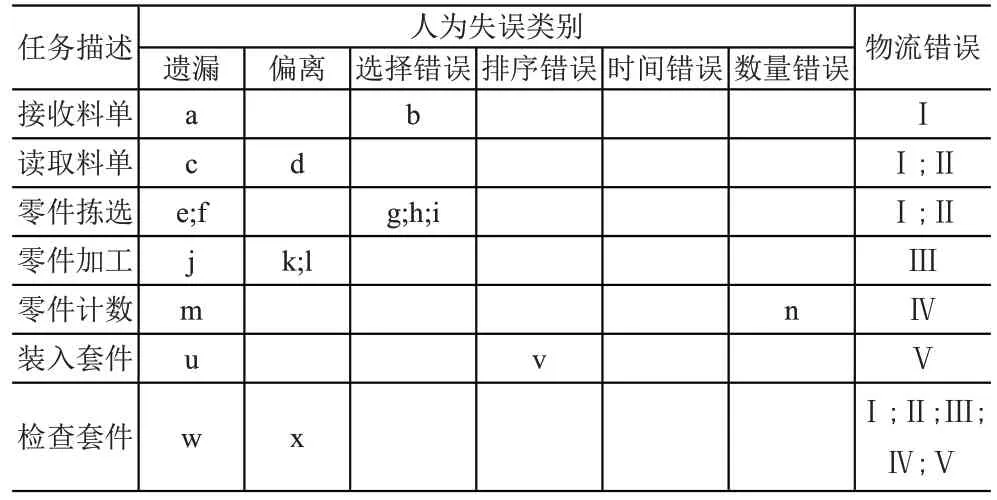
表1 套件准备过程中的错误列表
根据表1分析,套件准备过程中有五类潜在的物流错误,即(Ⅰ)套件中缺失一种或几种零件;(Ⅱ)套件中存在着错误的零件类型;(Ⅲ)零件无法使用;(Ⅳ)零件数量有误;(Ⅴ)零件在套件中的放置顺序有误。
因此,为了在套件中正确准备某类型零件,物流工人需要正确执行以下步骤:
(S1)确保套件中不缺失该类型零件;
(S2)确保所有零件都属于该类型零件;
(S3)确保零件未损坏;
(S4)确保零件数量正确;
(S5)确保零件装入套件中的正确位置;
(S6)确保有效的检查。
上述每一个步骤都可能存在物流错误,每一个物流错误又存在着一种或多种原因,从表1中人为失误与物流错误的对应关系可得到物流错误的成因如下:
(E11)由于在编制料单时出错,零件类型未包含在料单中;
(E12)零件类型已包含在料单中,但物流工人未读取到料单的相应栏目;
(E13)物流工人读取与零件类型对应的栏目,但忘记拣配零件;
(E14)零件从线边超市中丢失,但物流工人忘记上报缺货并继续准备套件;
(E15)物流工人正确地从线边超市中拣配零件,但在配套区域忘记将拣配好的零件装入套件中;
(E21)由于在编制料单时出错,拣货单中包含了错误的零件类型;
(E22)物流工人在读取料单时出错;
(E23)零件放置在线边超市中的位置有误,导致错误的零件类型存储在该零件的位置(存放错误);
(E24)物流工人从错误的存储位置拣配零件;
(E25)物流工人未能根据零件的特征正确识别零件类型,选择相似但不正确的零件;
(E26)物流工人在加工零件时出错(如切割长度有误、未清洁等);
(E31)物流工人忘记验证所选零件的完整性;
(E32)物流工人在加工零件时造成损坏;
(E41)物流工人忘记对零件进行计数;
(E42)物流工人计数错误;
(E51)物流工人将正确的零件装入套件中的错误位置(顺序错误);
(E61)物流工人忘记进行最终质量检查;
(E62)物流工人执行检查,但未能识别和纠正被检查零件可能存在的错误。
除了对套件进行最终的质量检查外,物流工人可能在中间步骤的执行过程中纠正一些错误。例如,在加工零件时,操作员可能会发现零件已损坏,并可能在完成任务前纠正此错误。其中,E11和E21为不可纠正型错误。
3.2 计算套件错误率
基于THERP 方法和上一节中分析的错误来源,得到了如图2所示的错误树。在树中,左箭头序列表示在套件中正确准备某类型零件的所有步骤Sj(j=1,…,6)。从第j步骤节点出发的右箭头表示第j步骤中可能出现的错误事件,每个右箭头记为Eji,表示在执行第j步骤时发生第i个错误。在每个步骤中物流工人都可以纠正其所犯的人为失误,这由指向左的虚线箭头表示,该箭头按正确的执行顺序返回到主路径。

图2 在套件中正确准备某类型零件的错误事件树
设pji为物流工人执行j步骤时发生第i种人为失误的概率,Nj为j步骤可能发生的错误类型数,则物流工人不能正确执行第j步骤的概率Fj为:

就E25而言,假设每种零件都具有F个能够将该零件与类似零件区分开来的不同特征。典型特征包括外形、颜色、对称性、特殊的几何特征(如槽、孔等)、识别码等。一种零件被正确识别的前提是物流工人至少识别了其中的一个特征,则未能正确识别零件类型的概率p25为:

其中,pFIf为物流工人未能识别第f个零件特征的概率。因此,F值越大,即区别零件的特征数越多,则将正确零件与相似的其他零件相混淆的概率就越低。本文假设,对于形状、颜色和识别码特征,pFIf=0.01,而对于对称或其他几何特征,pFIf=0.03。
因此,在套件中正确准备某类型零件的概率Sp为:

THERP法还通过行为形成因子(PSF)来描述工人在工作过程中的内外部环境及压力对人为失误率的影响。假设物流工人在工作过程中受K个行为形成因子的影响,以此对标定的人为失误概率进行修订:

其中,pNji为标定的人为失误率,PSFcji为复合行为形成因子。结合蒋英杰等[12]对不同行为形成因子的归纳总结,本文选取了9个对物流工人拣料作业人为失误率产生影响的行为形成因子,其对应的PSF等级和取值见表2。
根据在套件中正确准备某类型零件的概率Sp,得到物流工人正确准备包含P种类型零件的套件的正确率ε以及套件中的预期不合格零件类型数NPNC为:

3.3 套件配送和使用过程中的人为失误分析
套件配送和使用中的人为失误分析过程与套件准备中的人为失误分析过程相一致,错误列表见表3。
根据表3分析,套件配送和使用过程中有三类潜在的物流错误,即:
(Ⅵ)套件配送错误;
(Ⅶ)套件准备有误(包含了物流错误类型Ⅰ-Ⅴ);
(Ⅷ)装配错误。
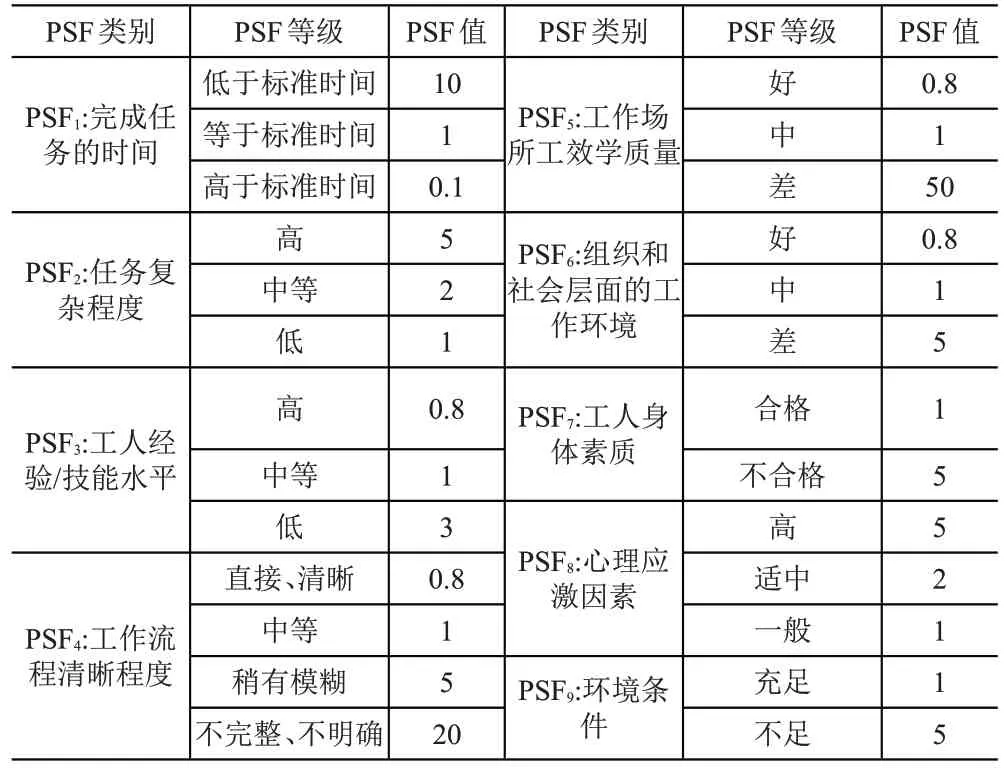
表2 行为形成因子列表

表3 齐套配送过程中的错误列表
3.4 齐套配送系统中的质量问题分析
上节分析的物流错误确定了齐套零件策略中的质量问题。然而,在工位检查到的所有错误都可以通过产生纠错成本来及时纠正,而未检查到的错误则决定了不合格产品的质量成本,并且可能需要单独的线端纠正措施。总体而言,从套件准备区域流出的套件可以是无差错的,也可以包含一个或多个人为失误。如果出现正确准备的套件被配送至错误工位的情况,装配工人也可能检查到错误并及时更换套件,否则将会装配出不合格产品。如果将正确准备的套件配送至正确的工位,装配工人也可能出现装配错误。基于以上分析,得到齐套零件策略可能出现的五种质量问题:
QP1:由于配送错误而使用错误套件产生不合格产品(来源于物流错误Ⅵ)。
QP2:检测出配送错误并及时更换套件(来源于物流错误Ⅵ)。
QP3:使用未检查到的包含错误零件的套件装配而产生的线端纠正(来源于物流错误Ⅶ,即Ⅰ-Ⅴ)。
QP4:检测出套件中存在的错误并及时更换零件(来源于物流错误Ⅶ,即Ⅰ-Ⅴ)。
QP5:装配错误而产生不合格产品(来源于物流错误Ⅷ)。
3.5 计算套件配送和使用错误率
为了对套件配送和使用过程中的错误进行建模,采用了二叉事件树来跟踪从下达套件订单开始,到套件准备区域拣配零件,再到料车配送至工位和装配使用的整个物流过程中的任务和可能发生的错误,套件配送和使用过程中的错误树如图3所示。
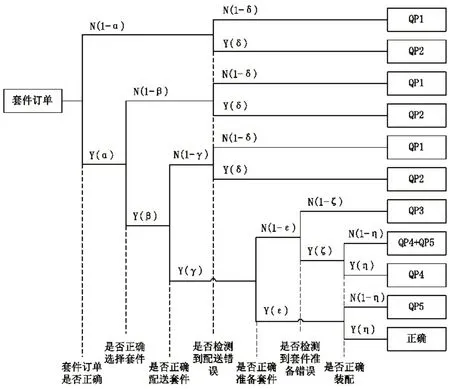
图3 齐套配送过程错误事件树
对于每个事件节点,只考虑正确和错误两种结果。其中α为正确下达套件订单的概率,β为正确选择套件的概率,γ为正确配送套件的概率,δ为装配工检测到配送错误的概率,ε为正确准备套件的概率,ζ为装配工检测到套件中所有错误的概率,η为正确装配所有零件的概率。令pDE为检测到套件中单个错误的概率,pEA为正确装配某类型零件的概率,则可得到ζ和η的表达式为:


在事件树中,每个结果发生的概率是从树根到所考虑结果的路径分支相关所有概率的乘积。当不同路径导致相同结果时,该结果的总概率是导致该结果的每条路径的概率之和,以此得到齐套配送系统中五种质量问题发生的概率。

3.6 计算纠错成本
如果某质量问题在装配线工人执行装配任务之前被检测,则通过更换套件中错误或损坏的零件或更换整个套件等方式进行纠正,这意味着必须有工人或运输机往返套件准备区域并拣选替代零件或套件;如果质量问题未在装配之前被检测,则产出不合格产品,这需要有单独的线端进行返工。令CD 和CU 分别为纠正两类质量问题时产生的单位错误成本,计算如下:
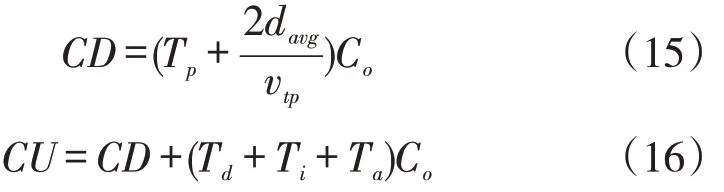
其中,Tp(h)为在线边超市拣选替代零件或套件所需时间,davg为工位至套件准备区域的平均距离,vtp为工人或运输机的行走速度,Co为单位时间成本,Td(h)为拆卸不合格品所需时间,Ti(h)为识别不合格品质量问题的检查时间,Ta(h)为重新装配时间。另外,由于配送错误而使用错误套件装配产生不合格品需承担固定成本NC,由此得到上述五种质量问题的纠错成本。
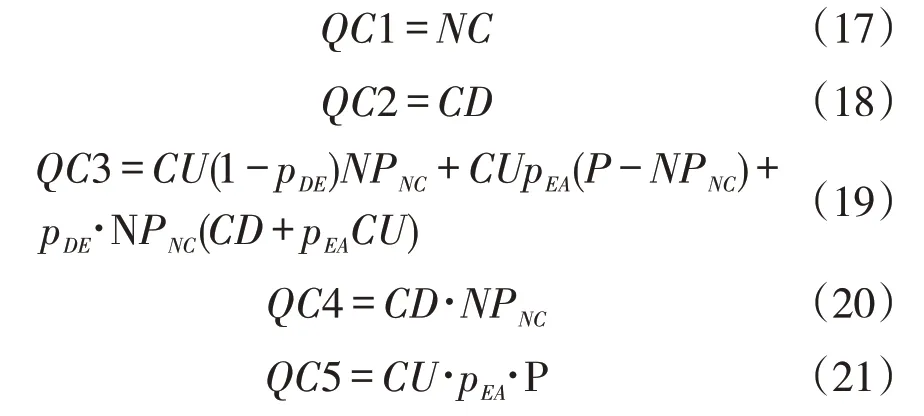
假设某装配线每年生产A 件产品,则其在齐套零件策略下由于人为失误而引起的总质量成本TQC为:

4 建议
为了有效减少由于人为失误而引起的质量成本,可以从以下几个方面入手:
(1)严格控制订单下达过程。需要保证套件准备区域所配送的零件与生产线上的产品类型和配置相对应,这就需要完善的物流信息系统提供技术支和信息保障。MES系统可以实现套件准备区域的作业指示和产品序列的及时供应,套件准备区域对零件实施拣配,并按照一定的次序将料车送至线边,保持与装配线生产产品类型的一致性。
(2)合理安排混流装配线排序。拣选作业物流工人在极短时间内识别零件,若合理安排产品上线排程,采取集中轮番生产方式,能够使物流工人避免频繁更换拣选零件,有效降低物流作业中零件拣选的错配率和漏配率。
(3)合理布置线边超市。套件准备区域应设置在各装配线边,使料车的行运距离尽量短。对于线边超市中料架的布局设计,应采用按零件种类和按产品种类混合布局的方式,使用频率高的零件和产品生产比例高的零件应放置在易找易取的地方,并做好标签、看板等工作,使用色别、位差等方法有效降低人为失误率。
(4)加强员工培训。企业应加强对工人工作技能的培训,提高物流工人的拣配技能和线上工人的装配技能,提升工人在工作过程中及时检测错误并纠正的能力。另外,还可以通过一些轮岗和排班计划帮助工人更好的熟知工作内容。
(5)重视对非任务型因素的管理。企业还应该加强对工作场所工效学质量、组织和社会层面的工作环境、工人身体素质、心理应激因素和环境条件等非任务型因素的管理。
猜你喜欢
新世纪智能(数学备考)(2021年4期)2021-08-06
新世纪智能(数学备考)(2021年4期)2021-08-06
中学生数理化·高三版(2021年3期)2021-05-14
中学生数理化·高三版(2021年3期)2021-05-14
轻兵器(2018年4期)2018-04-24
越玩越野(2016年4期)2016-12-17
中国汽车市场(2016年16期)2016-09-12
中国火炬(2015年11期)2015-07-31
中国火炬(2014年3期)2014-07-24
中国信息化周报(2014年6期)2014-03-06