
往复式压缩机检维修的质量管理与控制
2020-05-03 14:27黄贤飞秦洪哲
河南科技 2020年5期
黄贤飞 秦洪哲


摘 要:往复式压缩机检维修的质量直接决定了设备运行的可靠性,因此要对检维修的质量控制点进行合理的管理与控制,从而有效延长设备的运行周期。本文通过FMEA失效模型与影响分析评价质量控制点,根据风险顺序数对质量控制点进行分级质量管理,结合ALARP原则,将质量控制点严格控制在参考控制标准范围内,经生产装置(甲方)、监理单位和施工单位三方逐级确认,使重大高风险和一般中风险等级降低到广泛可接受的轻微低风险区域。最终确保往复式压缩机处于良好的状态,提高设备运行的可靠性,延长设备的运行周期,降低检维修成本和原料损失,提高企业的经济效益。
关键词:往复式压缩机;质量控制点;FMEA失效模型;ALARP原则
中图分类号:TH45文献标识码:A文章编号:1003-5168(2020)05-0063-05
Abstract: The quality of the reciprocating compressor inspection and maintenance directly determines the reliability of the equipment operation. Therefore, the quality control points of the inspection and maintenance must be reasonably and practicably managed and controlled, thereby effectively extending the equipment operation cycle. This paper used FMEA failure model and impact analysis to evaluate quality control points, classified quality control points based on risk sequence numbers, and combined ALARP principles to strictly control quality control points within the scope of reference control standards, the production unit (Party A), the supervision unit and the construction unit had been confirmed step by step to reduce the major high-risk and general medium-risk levels to a generally acceptable slightly low-risk area. Finally, ensure that the reciprocating compressor is in good condition, improve the reliability of equipment operation, extend the equipment operation cycle, reduce inspection and maintenance costs and loss of raw materials, and improve economic efficiency of the enterprise.
Keywords: reciprocating compressor;the quality control points;FMEA failure model;ALARP principle
中韓(武汉)石油化工有限公司聚烯烃一部JPP装置循环尾气回收压缩机(1820-K-301)是由瑞士的布克哈德公司制造的三级往复式压缩机,型号为4D250B-4H_X。由于自身外形尺寸、重量较大,工况复杂,气流有脉动和易损件较多等特点,人们需要合理制定检维修计划,提高机组运行的可靠性,保障生产装置长周期稳定运行。然而,往复式压缩机检维修的质量直接决定了设备运行的可靠性,是影响企业经济效益的关键因素。
1 检维修计划
往复式压缩机严格按照生产运行周期(年操作8 000 h)进行小修、中修、大修、预防性维修和事后维修(见表1)。人们要通过检查来确定和评估设备的实际状态,通过维修来保证设备处于良好状态,更换无法修复的设备或部件,从而消除设备隐患,使设备的性能恢复到良好水平,提高设备运行可靠性,确保生产装置安全、稳定、长周期运行。
检修周期与时间根据往复式压缩机大小、结构复杂程度和运行情况而定。检维修计划每3个月小修1天,每18个月中修7~10天,每36个月大修15~20天。预防性维修和事后维修是根据机组的运行状况、事故原因和故障程度,制定合理的检维修方案,对机组进行小修、中修和大修。
小修的主要工作内容是消除油、水、气的“跑冒滴漏”,清理过滤器、冷却器和分离器,检查螺栓、联轴器、飞轮和电仪控制系统;中修的主要工作内容包括小修的全部内容,其他包括更换过滤器、气阀、活塞、活塞杆、填料密封、刮油环、导向轴瓦和曲轴密封等零部件,清洗油箱和冷却器,安全仪表和阀门效验,主电机按《电机检修规程》检修;大修的工作内容包括小修和中修的全部内容,其他包括检查修复曲轴、十字头、滑履和气缸,更换主轴瓦、十字头销轴和连杆等零部件。
2 检维修质量管理
2.1 FMEA失效模型与影响分析
FMEA(Failure Mode and Effects Analysis)是一种严密的产品可靠性分析方法和预防措施管理工具,其原理主要是明确潜在的失效模式,并对失效所产生的后果进行评分;客观评估各种原因出现的可能性,并评估当某种原因出现时企业能检测出该原因发生的可能性;对各种潜在的产品和流程失效进行排序;针对失效后果和影响,提前采取预防措施,消除潜在的产品故障,达到提高产品可靠性的目的[1]。
往复式压缩机失效后果分为轻微、较轻、局部、较大和重大影响5个级别,人们可以分别从严重度(S)、频度(O)和探测度(D)三个维度进行FMEA分析评价[2](见表2)。从失效严重度看,随着往复压缩机停机时间增加,原料回收量呈线性减少趋势,直接影响企业的经济效益;对于失效频度,选择年操作8 000 h作为故障频率的统计周期,评价失效模式发生的频率;失效探测度是指在采用现行的控制方法实施控制时潜在问题可被查出的难易程度。
2.2 质量控制点分级
风险顺序数(RPN)等于严重度、频度、探测度三者的得分乘积,如式(1)所示,数值在1~125之间变化。RPN数值愈大,潜在问题愈严重,愈应采取更高等级的控制办法。
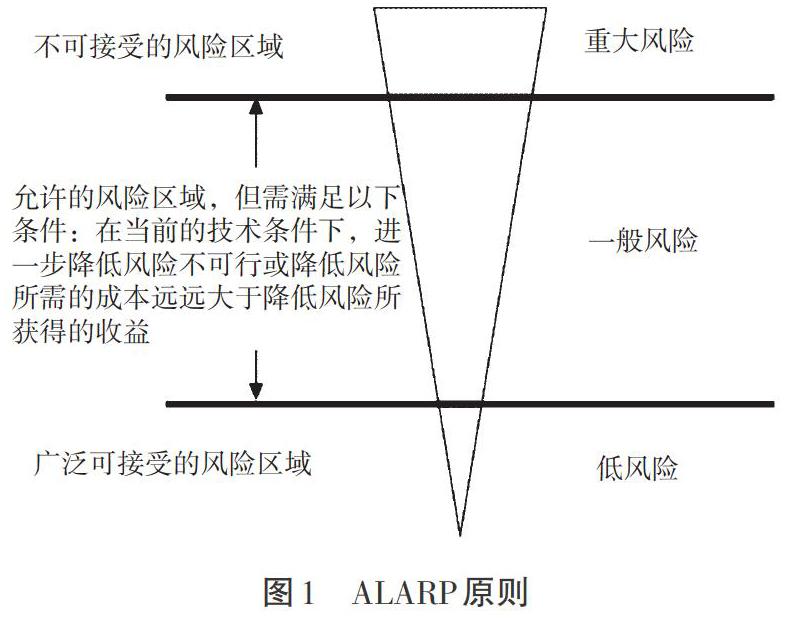
每项检维修质量控制点按最高风险等级的故障模式,分别进行FMEA评估分级,将评估等级分为A、B、C三个控制等级(见表3)。A级风险顺序数为20 3 检维修质量控制 ALARP(As Low As Reasonably Practicable)原则是指在当前的技术条件和合理的费用下,对风险的控制要做到在合理可行的原则下“尽可能低”[3](见图1)。通过ALARP原则对往复式压缩机进行检维修的质量管理与控制,将A级、B级和C级的质量控制点严格控制在参考控制标准范围内,使重大高风险和一般中风险等级降低到广泛可接受的轻微低风险区域,保障往复式机实现安全、可靠的长周期运行。 A级质量控制点为往复式压缩机重大高风险质量控制点,一旦发生故障会直接造成往复式压缩机停机,需要7~15天进行中修或大修,原装进口零部件和检维修成本10~100万元。若备件不齐全,需要1~3个月紧急从原厂独家采购定制。这会严重影响生产装置原料回收,直接造成2万元/h经济损失。因此,A级质量控制点需要严格控制在参考控制标准范围内,经生产装置(甲方)、監理单位和施工单位三方共同确认(见表4)。 B级质量控制点为往复式压缩机一般中风险质量控制点,一旦发生故障会直接或间接造成往复式压缩机停机,需要1~10天进行小修或中修,零部件和检维修成本为1~50万元。若备件不齐全,需要1~4周紧急采购国产零部件替换。因此,B级质量控制点需要严格控制在参考控制标准范围内,经监理单位和施工单位双方共同确认(见表5)。 C级质量控制点为往复式压缩机轻微低风险质量控制点,一旦发生故障会间接或不会造成往复式压缩机停机,需要1天进行小修,零部件和检维修成本不超过1万元。若备件不齐全,需要至少1周紧急采购国产零部件替换。因此,C级质量控制点需要严格控制在参考控制标准范围内,由施工单位自身组织进行施工质量检查(见表6)。 往复式压缩机检维修质量控制,严格按照ISO9000质量管理体系进行施工全过程的质量管理,认真贯彻质量责任制[4]。将A、B、C三个控制等级的质量控制点实行三级质量检查,三级质量检查使施工过程规范化,施工工序标准化,防止不合格的质量控制点进入下道工序,高标准、高要求、高质量地推进检维修顺利完成。 4 实施成效 通过线上仪表状态监测数据,结合线下实际测量数据,实时监测往复式压缩机的运行状态[5]。对不可靠的质量控制点进行预防性维修,避免质量控制点失效事后维修。利用每年生产装置计划检修机会,对质量控制点进行全面的评估分析,制定预知性的检维修计划,保证质量控制点在可靠的控制标准范围内。 从2017年3月生产装置计划检修后,往复式压缩机实施检维修的质量管理与控制(见图2),无事后维修发生,小修周期最长8个月,中修周期最长32个月。计划2020年4月第二次全厂计划大检修期间,对往复式压缩机进行首次大修工作,大修周期为81个月。往复式压缩机实际检维修周期,远长于小修、中修和大修的计划检修周期。 检维修的质量管理与控制在保证生产装置长周期可靠运行的同时,最大效益地保障了企业的经济效益。实施检维修的质量管理与控制后,小修减少5次,中修减少1次,大修减少1次,维修成本降低155万元;按照2万元/h原料损失计算,至少减少直接经济损失1 296万元,相对检维修计划减少维修成本和原料损失1 451万元。 参考文献: [1]张公绪.新编质量管理学[M].北京:高等教育出版社,1998. [2]金惠.MFMEA在设备管理中的应用[C]//上海市现代设计法研究会.2011. [3]王世芳.安全完整性等级评估(SIL定级)分析及其应用[J].煤化工,2018(1):81-84. [4]郑梅.建设工程项目管理[M].北京:中国计划出版社,2004. [5]王鹏飞.往复式压缩机动态监测系统的应用[J].中国石油和化工标准与质量,2016(22):101-102.
