
制丝生产线加水润叶系统改进
2020-05-06 09:17刘杰胡克宇张序海孙常荣刘静远
科学与财富 2020年5期
刘杰 胡克宇 张序海 孙常荣 刘静远
摘 要:我厂某生产线加料润叶段出口片烟水分波动较大,影响成品烟丝的内在质量。论文在在总结相关控制技术的基础上,对加水润叶控制系统作出了改进。本改进在保留原有定比加水系统的基础上,增加前、后馈闭环控制,充分考虑蒸汽流量、加料流量等因素的影响,并具体量化这些因素,新增了一个自动加水系统,提高了该工序出口水分的稳定性。
关键词:出口水分;闭环系统;控制算法;模型。
制丝生产线加料润叶机内部的工作机理是十分复杂的,由于没有能够直接检测其内部工作状态的仪表,到目前为止还没有一个用数学表达式精确描述其内部特征的数学模型可供实际生产控制。常见模型有定比加水系统模型、后馈双闭环加水系统模型和模糊控制模型等。
某制丝生产线潤叶加料工序在出口水分控制过程中,目前采用传统的单闭环控制方式,仅凭操作人员的经验设定喷水量对物料进行加水,导致出口片烟水分波动较大、控制失调,影响成品烟丝的内在质量。本设计将在研究了常用控制模型的基础上,充分考虑蒸汽流量、加料流量等因素的影响,将现有的加水系统作出改进。
1 存在的问题
为了更好的了解现状,本课题在MES系统截取了自2019年1至4月该生产线加料润叶筒出口水分合格率数据,该统计数据包含有效数据361个。出口水分合格率大于等于90%的总计有235批次,因此总批次合格率P1仅为65.097%。
2 改进方案设计
2.1 目标及要求
经过与相关人员交流沟通,确定了此次改造要到达的目标:(1)在加料润叶时增加前、后馈自动控制加水系统,实现根据配方参数自动加水功能。(2)在设计系统时充分考虑蒸汽、加料流量等因素对加水量的影响,减少该类因素对出口水分的影响。(3)提升出口润叶加料工序出口水分的合格率。
2.2 控制系统设计
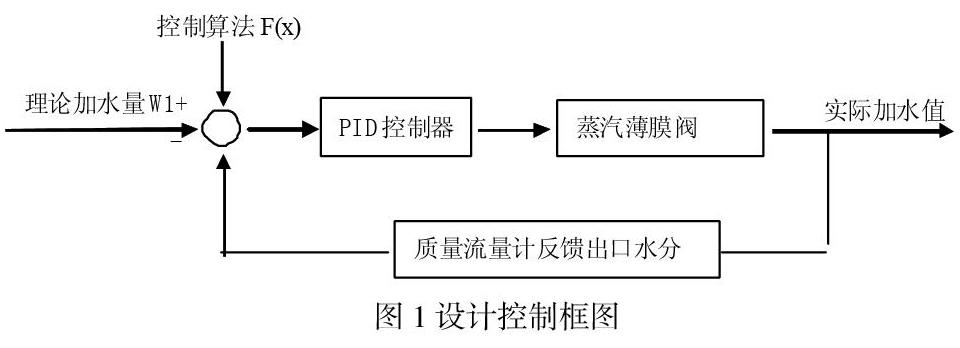
我们决定在保留原有定比加水系统的基础上,增加前、后馈闭环控制,并充分考虑蒸汽流量等因素的影响,设计的控制框图见图1。
F(X)是本系统控制的一个重点,影响出口水分的因素包括入口水分大小,物料流量,加料流量,筒体蒸汽等诸多因素。为了保证筒体循环风温度、加料精度等工艺值,本设计中利用PID控制器保证了这些值的相对稳定,最后给定这些参数对出口水分的影响因子,给出F(X)的量化值。最后计算出加水流量的实际PID控制值W。
W=k1*(W1 - FIC2_PV)+k2*k3-k4* TIC1_PV
其中W1:加水理论计算值;k1:加水吸收效率理论值修正系数;k2:出口水分反馈偏差计算值;k3:出口水分反馈影响因子;k4:增湿蒸汽影响因子;FIC2_PV:加料流量实际值;TIC1_PV:循环风温度实际值。
这里的皮带秤流量值和入口水分实际值都是经过堆栈延时后得到的延时瞬时值。为了提高加水精度和系统的反映速度,本设计引入了理论加水量修正系数k1,k1在出口实际水分值与设定值偏差过大时自动修正。k1初始值为1,偏差较大时自动修正。出口反馈影响因素的加入使系统反应速度更快。该公式考虑了筒体设备在不同工作温度下,增湿蒸汽对加水流量的影响。计算出加水流量PID控制值后,再根据经验给定PID控制器的其它参数,就可以完成PID控制器的设计。
3 方案实施
通过方案设计,该方案主要改进措施是控制程序的编写及上位机相关界面的更改。
主要包含:(1)理论加水值计算。(2)理论值修正系数k1自修正程序确认。为了快速的反应加水效果,增加k1的自适应功能,在实际出口水分与设定值偏差较大时,修正k1,使系统能够更快速的纠偏,增强系统的稳定性。(3)加水量修正。该段程序具体设计加水量修正的算法。(4)料头与料尾不同算法的实现程序。料头主要采用入口水分及入口烟丝流量确定加水值的大小,料中和料尾阶段充分考虑出口水分反馈值对整个加水量的影响。(5)PID功能块调用及加水方式的选择。操作人员可以在操作界面上选择采用的加水方式。
4 改进效果:
该自动加水控制系统是一种有效地控制片烟出口水分的控制方案。该控制方式将来料流量波动,来料水分波动,加料瞬时流量,润叶滚筒内喷射的蒸汽量及滚筒温度对出口水分的影响都做了一个量化处理,并在控制算法中对片烟的吸收效率做了自适应优化处理,较好的解决了润叶加料工序出口水分合格率较低的问题。通过一段时间的观察与参数调整,最终的控制效果较好,出口水分值稳定性好,控制精度高,偏差小。
我们通过MES系统统计了改进后一个月的有效统计数据, 该月总计生产了72批次烟叶,其中合格率低于90的批次数是17次,总批次合格率P2为80.882%,改进效果明显。
参考文献:
[1] 陈建明.电气控制与PLC应用.北京:电子工业出版社,2007.
[2] 王伟 ,张晶涛 ,柴天佑.PID参数先进整定方法综述.自动化学报,2000,5(26): 347-355.
[3] 邓李,ControlLogix系统实用手册. 北京:机械工业出版社,2008.
[4] 薛迎成.罗克韦尔PLC技术基础及应用.北京:中国电力出版社,2009.
[5] 张希周.自动控制原理.重庆:重庆大学出版社,1996.
作者简介:
刘杰(1988,7—),男,汉族,四川成都人,本科学历,硕士学位,研究方向:自动控制。
猜你喜欢
导航定位学报(2022年4期)2022-08-15
成都医学院学报(2021年2期)2021-07-19
中学生数理化·七年级数学人教版(2020年10期)2020-11-26
数学物理学报(2020年2期)2020-06-02
电镀与环保(2018年2期)2018-04-19
制造技术与机床(2017年6期)2018-01-19
光学精密工程(2016年6期)2016-11-07
江西理工大学学报(2015年3期)2015-12-22
核科学与工程(2015年4期)2015-09-26
电源技术(2015年9期)2015-06-05
