
基于PLC的玻璃原片上料系统设计
2020-05-14 13:48吴刚李航钟先友
工业设计 2020年3期
吴刚 李航 钟先友

关键词:PLO;玻璃原片;上料系统
1基于PLC的玻璃原片上料系统框架与工作流程
本系统主要有输送线搬运小车、工位进料机构、玻璃上片台三部分组成,如图1所示。4个上片工位两两分布于输送轨道两边,4个上片台分别对应4个工位安装,搬运小车沿滑轨行走为上片工位输送原片。
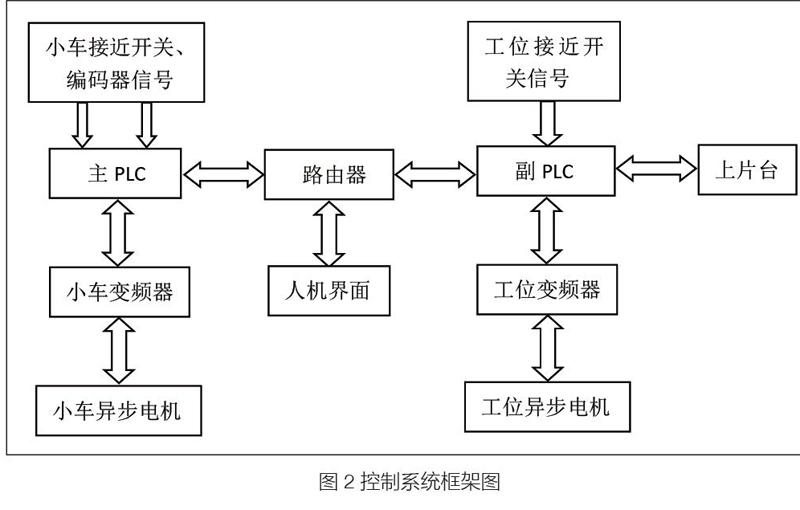
1.1总体框架图设计
控制系统的框架图如图2所示。系统以PLC作为主控制器。搬运小车需沿着滑轨来回取料和进料,为了减少导线的弯折损耗,本系统使用两个PLC,一个作为主PLC安装在固定控制柜上,控制4个工位进料机构以及进料机构与上片台的联动,另外一个作为副PLC安装在搬运小车上,控制搬运小车搬运原片。两台PLC通过工业交换机通讯。PLC接受到各传感器和编码器的输入信号与触摸屏的控制请求后,驱动搬运小车和工位进料机构实现原片的进料或空玻璃架的返回取料;通过玻璃上片台实现原片的吸取与释放,从而完成原片的上料。
1系统统工作流程
本系统工作流程为:在复位后的初始状态下,搬运小车位于原片上料处,4个载运台分别位于4个工位处,载运台上固定有放置原片的玻璃架。根据现场生产需要,工作人员在触摸屏上选择需要进料的工位,并按下启动按钮,搬运小车接受主PLC命令,沿输送轨道正方向运行至需要上料工位处并发送接受载运台请求信号,接收到副PLC许可信号后,搬运小车转运电机和工位转运电机开始正转,将载运台由工位转运至搬运小车上。转运完成后,搬运小车沿输送轨道负方向运行至原片上料处并等待下一步指令。当原片上料完成后,工作人员按下启动按钮,主PLC根据副PLC发送的判断信号,控制运载小车沿输送轨道正方向运行至相应工位处,搬运小车转运电机和工位转运电机开始反转,将载运台转运至工位上。转运完成后,搬运小车复位回到原片上料处,副PLC向玻璃上片台发送工位进料完成信号。
玻璃上片台由翻转机构、吸盘提升机构、行走机构、输送机构和真空系统等部分组成,其功能是将玻璃架上放置的原片经上片台吸片、提升、翻转、送片等动作,送到下一个待加工工位。原片吸取完毕后,玻璃上片台向主PLC发送进料请求。
2基于PLC的玻璃原片上料系统的设计分析
2.1硬件系统设计
搬运生产线的硬件部分主要由主PLC、副PLC、玻璃上片台、触摸屏、三相异步电机、变频器、接近开关以及限位开关等组成。
1)主PLC和副PLCo在本系统中,采用西门子CPU 1214CDC/DC/DC作为控制核心。S7-1200 PLC结构紧凑,功能全面,其CPU集成有工业以太网通信接口,可以作为一个组件集成在综合的自动化系统中。用无线的数据传输方式可以解决传统RS232、RS485数字或4-20mA模拟通讯现场布线和移动困难的缺点。本系统两个PLC以2個工业路由器通过以太网实现通讯。
2)三相异步电机电机和变频器。选用西门子SINAMICS V20。变频器与PLC主机通过RS--485通讯方式进行通讯,以此实现三相异步电机v/f控制。
3)人机界面。触摸屏采用西门子KTP700 Basic PN。触摸屏通过以太网与主PLC和副PLC进行通信,操作工人通过触摸屏来实现原片的进料与空玻璃架的返回取料、三相异步电机转动频率的修改以及监视接近开关信号等。
4)旋转编码器。旋转编码器与小车行走电机减速器主轴相连,用来计算小车在输送轨道方向上的位置,小车行走到达预定位置时,搬运小车减速慢行,到达停止接近开关时准确停止。
5)接近开关和限位开关。小车行走轨道上装有3个接近开关,用来标定上片位、A进片位和B进片位;小车两侧装有2个接近开关,用来监视小车上运载台的位置情况;4个工位分别装有2个接近开关和一个限位开关,为系统提供进片信号、减速信号和停止信号。
2.2系统软件设计
控制系统的软件设计主要包括:PLC程序设计,上片机程序设计以及人机界面设计。PLC程序主导原片上片系统,接收传感器和旋转编码器信号,进行顺序控制和数据处理,驱动变频器和三相异步电机并与上片机进行信号交互。上片机程序与主PLC进行信号交互,根据接口信号完成原片的上片。人机界面程序为系统提供操作平台,方便操作人员进行参数设定,系统监视与故障排除等。
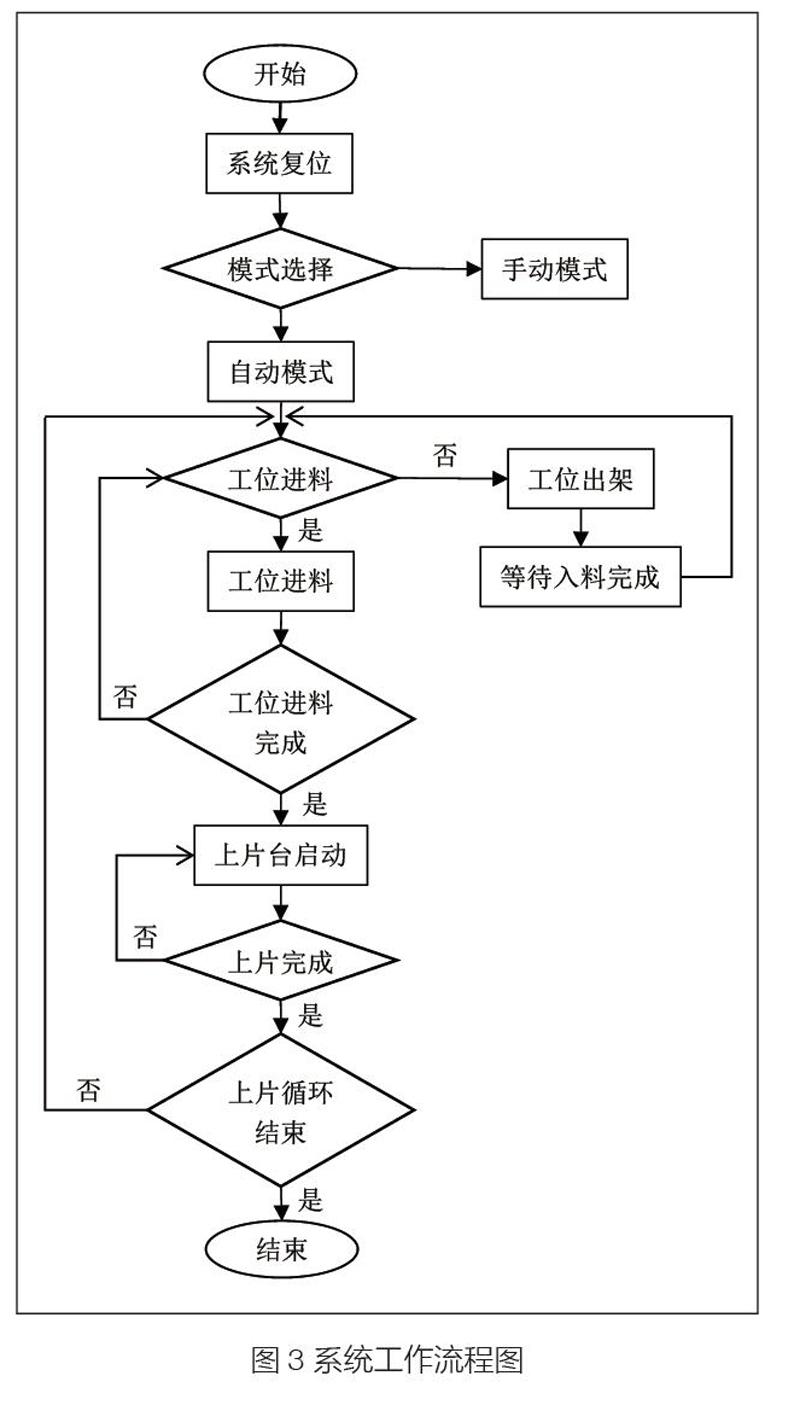
2.2.1 PLC程序设计
PLC程序设计主要分为两种工作模式:手动模式和自动模式。当上片系统正常工作时,PLC处于自动运行模式,此时系统将连续运行直到上片过程结束。当需要对系统进行调整时,操作员可以通过人机界面将PLC程序切换位手动模式,此时可以进行各上片步骤的单步运行,也可以进行系统复位操作。自动模式下的自动流程图如图3所示。当系统上电后,首先进行复位操作,小车回到初始取料位置。复位完成后,PLC切换为自动模式,选择需要进料工位,按下启动按钮后,系统开始自动运行。
2.2.2玻璃上片台程序设计
玻璃上片台选用单工位玻璃上片台,如图3所示。玻璃上片台和主PLC通过接口传送信号,实时交互玻璃上片信息,主PLC与上片机的接口信号如表1所示。自动运行模式时,玻璃上片台根据主PLC发送的信号,判断启动上片还是等待上料。
2.2.3人机界面设计
触摸屏采用西门子的博图V14.0编程软件,该软件具有监视与记录并组态的功能。人机界面包括模式选择,手动运行,监视画面,自动运行,报警显示五个功能模块组成,系统主界面如图4所示。
手动画面便于设备的调试与维护;自动运行是主要包括四个工位进料与玻璃架返回取料控制按钮,用于系统自动运行控制;参数设置可以方便操作人员修改变频器频率,从而控制系统运转速度;监控画面主要负责监视系统的传感器状态和搬运小车实时位置,并以直观的形式显示在触摸屏上;报警显示能够识别玻璃上片过程中的故障,判断类别并显示在触摸屏上。
3结语
本文基于以PLC为控制核心,整合上片台与原片玻璃输送系统,设计了原片玻璃的自动上片系统。控制系统能减少玻璃吊装运输行程,从而减小玻璃发生碰撞的几率,同时提高工人的安全系数,防止因为发生吊带绷断造成人员伤亡的事故;由于上片系统采用双线双工位机构布局,将原片玻璃运输线系统与玻璃上片台联系在一起,减少中间操作环节,现场测试结果表明,本系统完成一次原片搬运进料约为2分钟,时间较短,提高工作效益;操作简单方便,该系统配备有2个触摸屏,分别安装在输送线两端,对工人技术要求低。
