
高硼、高铝玻璃蚀刻机理及性能
2020-05-15 04:57马兰
化工设计通讯 2020年3期
马 兰
(比亚迪精密制造有限公司,广东深圳 518116)
玻璃蚀刻技术历史悠久,其相关产品被广泛应用在建筑装饰、玻璃工件及仪表器件。近年来,玻璃后盖因其对通信信号无阻碍、可装饰性强、手感好及触摸后无手汗痕迹等优点,逐渐成为手机行业的潮流趋势。与此同时,玻璃蚀刻的相关研究仍主要集中在较为低端的钠钙玻璃方面,缺乏对具有优异韧性与强度的高硼、高铝玻璃蚀刻的系统研究,难以实现对蚀刻后玻璃宏观性质的调控。除此以外,现有的玻璃蚀刻工艺大多直接采用氢氟酸,极易对环境及工人安全造成较大危害;同时,外发成本高且良率较低也限制了玻璃蚀刻技术在手机背盖等行业的应用。
本项目通过对高硼、高铝玻璃蚀刻的机理分析,制定配方,确定关键参数,优化工艺流程,从而实现对蚀刻后玻璃的性质的调控,降低对环境及人身安全的危害,实现低成本和高良率。通过对关键参数的调控,成功实现效果明显的渐变蚀刻。
1 原理
在化学抛光过程中,氢氟酸破坏玻璃表面原有氧化层,同时生成新的平整光洁的硅氧膜,使得玻璃获得较高的透过率及光洁的表面。而在蒙砂过程中,蚀刻液与玻璃中的钾、钠、钙、钡等生成难溶的氟化物及氟硅酸盐。这些难溶物能以结晶态紧密黏附在玻璃表面,阻碍氢氟酸与玻璃接触反应;而未被难溶盐覆盖的玻璃则继续被侵蚀,因而可以得到凹凸不平、粗糙无光泽的玻璃表面。蒙砂后的玻璃的表面性质主要取决于反应生成的盐类性质、溶解度大小、结晶的大小及是否易被除去,玻璃蚀刻原理见图1。
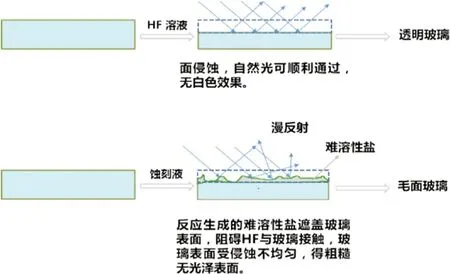
图1 玻璃蚀刻原理图
2 工艺参数及制备方法
2.1 玻璃蚀刻工艺流程及参数
2.1.1 玻璃蚀刻工艺流程
玻璃蚀刻工艺流程见图2。

图2 玻璃蚀刻工艺流程
2.1.2 玻璃蚀刻工艺参数
通过改变蚀刻时间及蚀刻液浓度,探究最优渐变蚀刻工艺参数,以达到均匀、参数可控的渐变蚀刻玻璃。
2.1.2.1 蚀刻时间
通过控制蚀刻时间,分别测试粗糙度Ra及雾度H,以得到关键参数与蚀刻时间的曲线。
如图3所示,当蚀刻时间大于60s 后,粗糙度Ra趋于平缓,不再随蚀刻时间增加而明显变化。
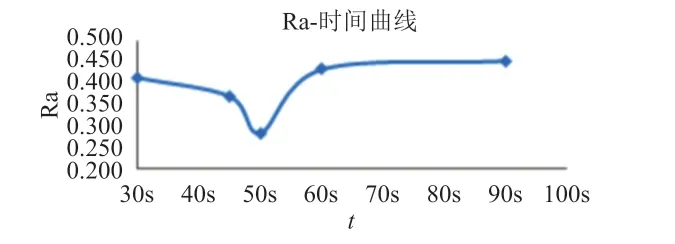
图3 粗糙度与蚀刻时间关系
如图4所示,虽有突变,但雾度近似随蚀刻时间线性增加。
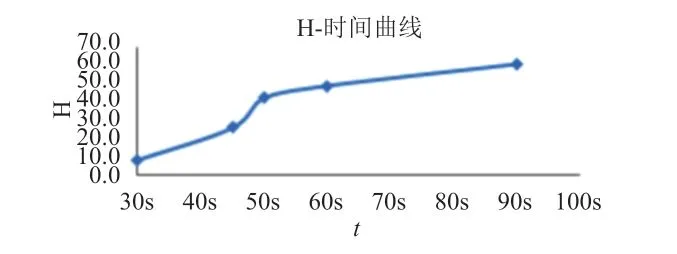
图4 雾度与蚀刻时间关系
2.1.2.2 蚀刻液浓度
通过调节蚀刻液浓度,分别测试粗糙度Ra 及雾度H,发现当蚀刻液浓度为25:10时效果较佳;当浓度较低时,雾度及粗糙度较高,但可控性较差;当浓度较高时,雾度及粗糙度较低,但不易在玻璃上均匀平铺,难以形成均匀液膜,易产生蚀刻不均。
2.1.3 小结
从表1看出,可通过控制蚀刻液浓度、蚀刻时间及抛光时间来控制成品参数,现可实现雾度15%~90%,透过率大于89%,光泽度5~70,粗糙度0.15~0.5的均匀蚀刻玻璃。

表1 现可实现均匀蚀刻的关键参数
玻璃蚀刻效果图见图5。
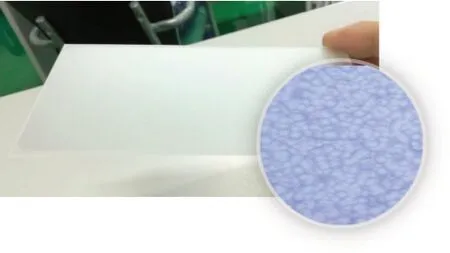
图5 玻璃蚀刻效果图
2.2 渐变蚀刻工艺流程及参数
2.2.1 渐变蚀刻工艺流程
2.2.1.1 来料全检
重点检查来料是否有白点、溢油、脏污等。
2.2.1.2 超声清洗对来料全检后的玻璃进行超声清洗,去除转运过程中形成的表面脏污。
2.1.2.3 渐变蚀刻
对清洗后玻璃进行渐变蒙砂,之后进行清洗,烘干,确保无蒙砂液残留。
2.1.2.4 退镀清洗吹干
对处理后玻璃进行退镀、清洗、吹干,工艺流程见图6。

图6 渐变蚀刻工艺流程
2.2.2 渐变蚀刻工艺参数
通过改变蚀刻时间及蚀刻液浓度,探究最优渐变蚀刻工艺参数,以达到均匀、渐变自然、雾度差异明显的渐变蚀刻玻璃。
2.2.2.1 蚀刻时间
通过控制渐变蚀刻过程中玻璃下降程序来控制蚀刻时间,分别观察不同蚀刻时间下渐变效果。
实验用玻璃长度为160mm,设计下降程序,使玻璃入水到完全浸没时间(实际蚀刻时间)分别等于300s,600s,900s。
当实际蚀刻时间为300s 时,肉眼下渐变效果不明显,两端雾度差仅为30。
当实际蚀刻时间为600s 时,肉眼下渐变效果明显,形成雾度从12.5到85的均匀渐变。
当实际蚀刻时间为900s 时,渐变效果明显,但出现大量白点、流痕、横纹等不良(见图7)。
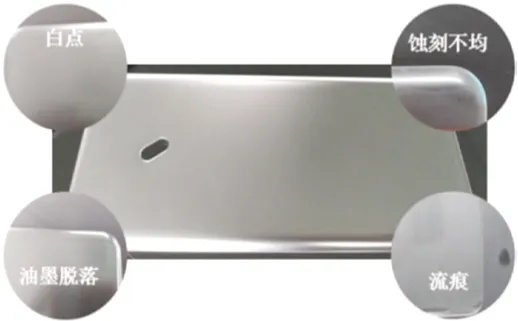
图7 渐变不良示意图
2.2.2.2 蚀刻液浓度
在相同的蚀刻时间及下降程序情况下,改变蚀刻液浓度,分别测试雾度较高端及较低端的雾度等参数(见表2)。

表2 不同浓度时的雾度差、减薄量及粗糙度差异
综合考虑渐变效果(雾度差)、减薄量及粗糙度差异,蚀刻液浓度为1 ∶3为最优浓度。
2.2.3 小结
经最优工艺参数处理后,可形成暗端雾度从60%~90%,明端雾度5%~10%的均匀明显渐变(图8),且粗糙度随雾度近似线性变化,厚度随雾度近似对数变化(见图9~图10)。形成的渐变效果最明显,无流痕,渐变过渡均匀视觉效果最好。
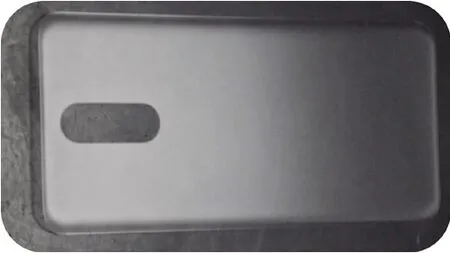
图5 渐变蚀刻玻璃
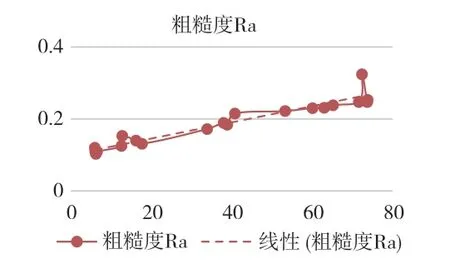
图9 最优工艺下粗糙度与雾度关系
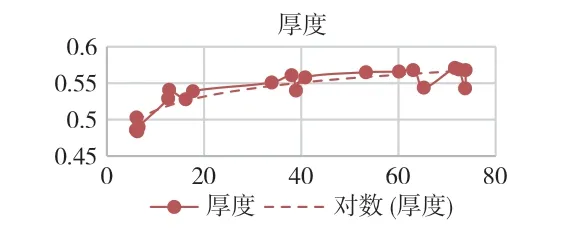
图10 最优工艺下厚度与雾度关系
3 结语
针对玻璃蚀刻项目,以生成参数可控的均匀蚀刻玻璃及渐变蚀刻玻璃为目标,对玻璃蚀刻及渐变蚀刻技术及工艺进行了系统性的分析与研究。实验结果表明,对均匀蚀刻技术而言,可通过控制蚀刻液浓度、蚀刻时间及抛光时间来控制成品参数,现可实现雾度15%~90%,透过率大于89%,光泽度5~70,粗糙度0.15~0.5的均匀蚀刻玻璃。对渐变蚀刻而言,经最优工艺参数处理后,可暗端雾度从60%~90%,明端雾度5%~10%的均匀明显渐变。
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
昆钢科技(2021年1期)2021-04-13
空间科学学报(2020年1期)2021-01-14
中学生数理化·高一版(2020年2期)2020-04-21
少年漫画(艺术创想)(2019年5期)2019-09-18
小哥白尼(趣味科学)(2019年5期)2019-08-27
模具制造(2019年4期)2019-06-24
汽车文摘(2017年4期)2017-12-07
科普童话·百科探秘(2015年5期)2015-05-26
