航空有机玻璃钻孔加工工艺研究
2020-05-23 19:19李红亮
科学导报·学术 2020年66期
李红亮
【摘 要】有机玻璃学名为聚甲基丙烯酸甲酯,具有较好的透光性和化学稳定性,耐酸碱,且尺寸稳定、易于成形,所以在航空航天、化工和医疗等领域都有广泛应用。本文从航空有机玻璃加工工艺入手,通过分析不同钻孔工艺条件下孔的龟裂率、表面粗糙度以及位置偏差3类数据,研究影响制孔合格率的因素,并通过仿真找出数据差异原因,以寻求有机玻璃钻孔的最佳工艺。
【关键词】有机玻璃;钻孔;转速;龟裂率;粗糙度;孔位偏差
1有机玻璃零件加工难点
在实际生产应用中,有机玻璃制品零件大多可以直接浇铸成型,但有些形状特殊、尺寸精度和表面粗糙度要求较高的零件,往往需要进行机械加工。在机械加工中,由于有机玻璃韧性差、强度低,切削阻抗变化激烈,易产生脆性破坏。玻璃表面容易产生龟裂、粗糙度不合格等缺陷,严重影响玻璃加工质量。因此,研究有机玻璃的钻孔工艺极为重要。虽然目前已有成熟的有机玻璃制孔工艺,但需要购置昂贵的设备,对于一般制孔数量不多但又对制孔质量要求极高的航空制造企业来说,研究一种利用简单工具进行制孔的工艺极为重要。
2 制孔工艺试验设计
试验在5组不同的转速下分别试验3种钻孔加工方法。组①:使用麻花钻2.5mm钻头开孔,然后用8.5mm麻花钻钻头扩孔至8.5mm。组②:使用2.5mm麻花钻开孔,用8.5mm石英打磨头扩孔至8.5mm。组③:使用8.5mm石英打磨头直接开孔至8.5mm。试验过程中,将记录有机玻璃加工的龟裂率(%)、表面粗糙度(μm)以及孔的位置偏差(mm)。2试验数据记录和分析
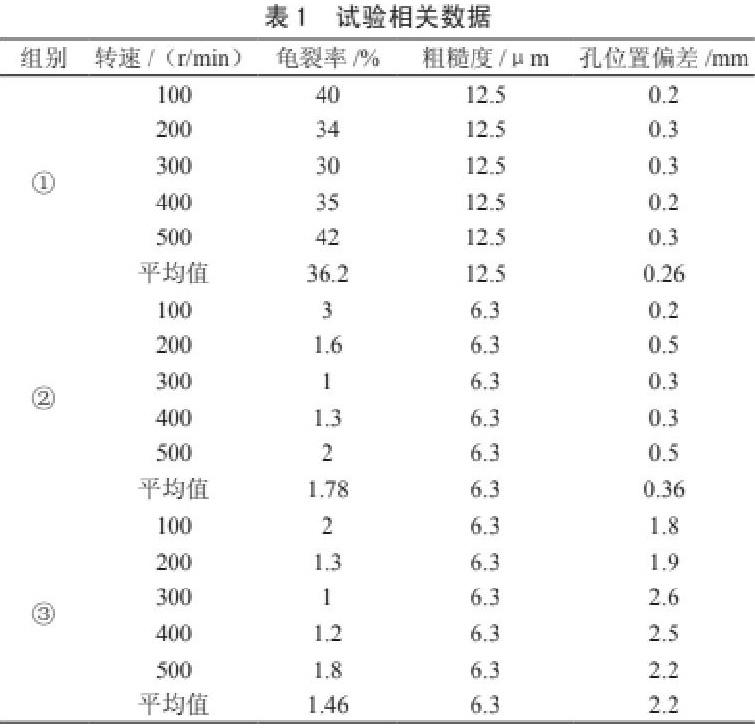
试验研究100r/min、200r/min、300r/min、400r/min、500r/min共5种转速下,组①、组②、组③的龟裂率(%)、表面粗糙度(μm)以及孔的位置偏差(mm),结果如表1所示。
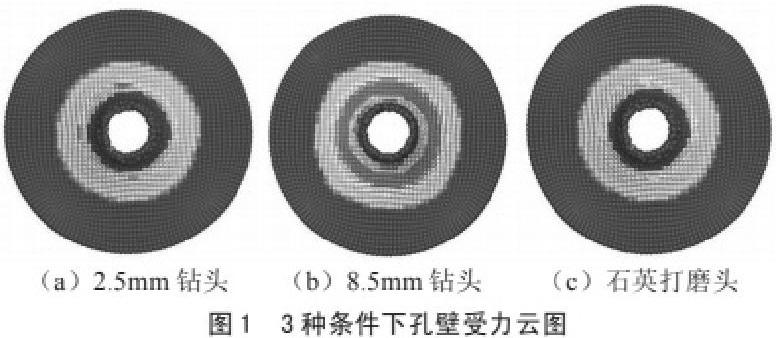
分析表1数据可知:在同等试验条件下,①组的龟裂率和粗糙度最高,②组和③组较低且基本无差别;③组的孔位偏差最大,①组和②组较小且基本无差别。因此,总体②组工艺相对较为合理。为了进一步探究原因,该试验用软件对用2.5mm钻头、8.5mm钻头以及8.5mm石英打磨头进行打孔条件下孔壁的受力进行仿真,可得受力情况如图1所示。通过分析可知,用8.5mm钻头钻孔时孔壁应力最大,完全超过了有机玻璃允许的最大应力,也解释了①组试验条件下有机玻璃龟裂率较高的原因。使用8.5mm石英打磨头时孔壁应力最小,而使用2.5mm钻石时应力也较小,但出现了部分应力超差点,因此造成②组比③组龟裂率稍高,但二者都在可接受范围内。
综上分析可知,钻头钻孔能保证较好的位置度,但随着钻头的增大,孔壁所受应力随之增大,易造成有机玻璃开裂。相对而言,石英打磨头对孔壁产生的应力很小,但难以保证初始钻孔的孔位。因此,选用小钻头钻定位孔,然后用石英打磨头扩孔工艺能最大地保证钻孔质量,即较低的龟裂率、粗糙度和较高的定位精度。
为了进一步研究钻头与打磨头转速对开孔质量的影响,将表1数据处理后.通过分析可知,在不同试验条件下,300r/min转速条件下制孔合格率最高。在此情况下加工质量较好。由此看出,国外资料报导的高转速、大进刀量的加工方法是不符合我国国情的。
3扩大试验
主要設备:江西重型机床厂84年产的可自动进刀的ZXT820型钻铣锐床。切削速度三档:9.44、21.18、40.55毫米/分;
转速22档:112、140、180、224、280、355、450、560、740、1180、1400、1800转/分。试验材料:10毫米厚的YBZ、YB3、DYB3、YB4、DYB一4五种牌号的航空有机玻璃。
根据钻孔规范研究结果,为提高生产效率,改进加工质量,将工厂现行实施的先打底孔,继而扩孔、铣孔、铣孔改为一次性钻孔。我们将小29的普通麻花钻按小10的有机玻璃专用钻头的几何角度刃磨后,对YB一3和DYB一3进行钻孔试验,都不分层、不崩边,表面光洁度可达V7,加工质量远比普通麻花钻好得多。当然,由于钻头直径增大,要降低转速,加工参数应定为:转速24`38转/分(注:小10钻头为450转/分),切削速度仍为21.18~40.58毫米/分,加工质量较好。
4结语
由以上试验可得,钻头与打磨头转速保持在300r/min左右,采用小钻头开孔,再用石英打磨头扩孔的工艺进行制孔,孔壁所受应力小,龟裂率低,孔位偏差小,表面粗糙度最高。因此钻孔加工工艺参数必须根据孔径大小加以选择。一般说来,转速越高,切削温度越高;在同一转速下,切削温度随着进刀速度的加大而降低。加工参数选择是否合理,可用检聋外观质量、测量切削温度、表面粗糙度、光程差、抗容剂银纹时间等方法来评定。该结论对航空制造企业有机玻璃制孔工作具有指导意义,有助于提升国内航空制造水平。
参考文献:
[1]傅为刚,杨维章,厉蕾,等.航空座舱有机玻璃钻孔工艺研究[J].材料工程,1988,(3):9-13.
[2]万庆,李晓波,李鹏飞,等.有机玻璃零件的数控加工[J].金属加工(冷加工),2018,(11):28-29.
[3]刘诗碧.某型有机玻璃制件银纹故障研究[J].航空维修与工程,2018,(10):57-58.
(作者单位:石家庄海山实业发展总公司)
猜你喜欢
科教新报(2021年15期)2021-05-12
科学与财富(2021年34期)2021-05-10
居业(2018年4期)2018-10-24
物理教学探讨(2017年5期)2017-06-10
中国新技术新产品(2017年7期)2017-03-18
中小企业管理与科技·中旬刊(2016年9期)2016-10-29
企业文化·下旬刊(2016年5期)2016-06-04
科教导刊·电子版(2016年10期)2016-06-02
科技与企业(2015年19期)2015-10-21
城市建设理论研究(2012年22期)2012-09-06