动车组转向架构架焊接材料工艺分析
2020-05-25 20:00纪正任文勇崔传学庄建鹏
大众科学·上旬 2020年3期
纪正 任文勇 崔传学 庄建鹏
摘 要:本文首先阐述了焊接材料的选择,接着对动车组转向架构架焊接材料工艺进行了探讨,最后通过疲劳试验的方式证明了焊丝的选择满足既定标准,旨在全面提高动车组转向架构架焊接水平。
关键词:动车组;转向架构架;焊接材料;工艺
引言
如果想要从根本上提高动车组转向架构架焊接水平,那么就要对其焊接工艺进行深入研究。对此,本文从以下几个方面就围绕着动车组转向架构架焊接材料工艺展开论述,希望可以起到一定的借鉴作用。
1焊接材料的选择
站在客观的立场来讲,动车组转向架构架的主结构材料往往以SMA790BW为主,且该材料质量满足既定标准。所以在对焊接材料进行选择的过程中,应当对以下几点进行充分考虑:一是化学成分;二是碳当量CEV;三是耐腐蚀性指数I;四是力学性能等,经过反复试验与研究发现,CHW-55CNH焊丝和母材SMA490BW有着较强的适应性,因此最终确定使用CHW-55CNH焊丝。
2动车组转向架构架焊接材料工艺内容
2.1工艺内容
2.1.1Y形裂纹试验
在充分结合GB4675.1一1984要求的基础上,对直Y与斜Y开展裂纹试验工作,其表面情况满足相关缺陷要求。当解剖以后需要对其断面情况进行详细检查,从中可以看到焊接区的表面裂纹率以及热影响区的断面裂纹率等方面都是零。显而易见的是,基于本焊接工艺条件之下,SMA490BW钢存在着较多的优点,如工艺可焊性能良好,所挑选的焊丝也有着较强的抗裂性能。
2.1.2T型角焊缝折断面缺陷评定
对型角焊缝试样弯折情况进行详细检查以后,可以从中看到在切口根部并没有发生裂纹的情况,而是顺着熔合界面慢慢裂开,且无形成气孔等相关缺陷,显然这从侧面反映出了焊缝质量良好。
2.1.3焊接接头力学性能
对试验结果进行分析以后,可以看到,使用CHW一SSCNH这一焊丝种类所焊接出来的焊头有着显著的效果,不管是屈服强度还是延伸率均满足既定标准。相关人员将其弯曲180度以后,拉伸面也没有形成裂纹。在指定的范围当中,接头的冲击功远远要大于母材相关要求,这也从侧面反映出了接头品质良好,符合既定标准。
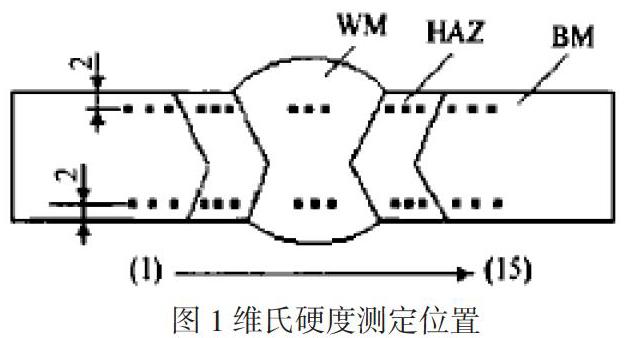
2.1.4焊接接头硬度试验
试验结果显示,接头硬度分布十分均衡,无论是焊缝还是HAZ的硬度均保持在既定范围内,且最高硬度均停留在HAZ之中。不仅如此,HAZ最高硬度值是HV225,显然这些现象从侧面反映出了接头各区并没有发生硬脆组织。
2.1.5焊接接头金相组织
对焊缝截面进行详细观察以后,可以发现:焊缝处于完全熔透的状态,不会存在气孔、夹渣等相关缺陷。不仅如此,在对其进行微观检验期间,可以从中看到焊缝组织由以下几个部分一起组成:一是柱状结晶的铁素体;二是针状铁素体;三是少量珠光体;四是少量贝氏体;就融合区与HAZ过热区组织来说,其主要由以下几个部分共同组成:一是沿晶析出的块状先共析铁素体;二是晶内细条状铁素体;三是少量贝氏体;四是少量珠光体。
2.2工艺结论
第一,对斜Y型坡口焊接裂纹试验结果进行深入分析以后,可以看到:SMA490BW钢有着较多的优点,如抗焊接冷裂纹能力强等;对直Y型坡口焊接裂纹试验结果进行研究以后,可以发现:挑选的CHW-55CNH焊丝有着显著的优越性,如抗裂性能强等,匹配是可行的。
第二,针对SMA490B接头而言,无论是针对其强度来说,还是就冲击韧性而言,不但满足标准规定值,而且还符合转向架焊接构建的基本要求。
第三,对典型焊接件接头微观组织进行深度剖析以后,可以发现:不管是针对焊缝融合区的晶粒尺寸适度来说,还是就热影响区的晶粒尺寸适度而言,焊缝组织均处于正常状态,也没有出现硬脆相,所以这也从侧面反映出了本焊接工艺试验所挑选的材料、参数均适用。
3疲劳试验
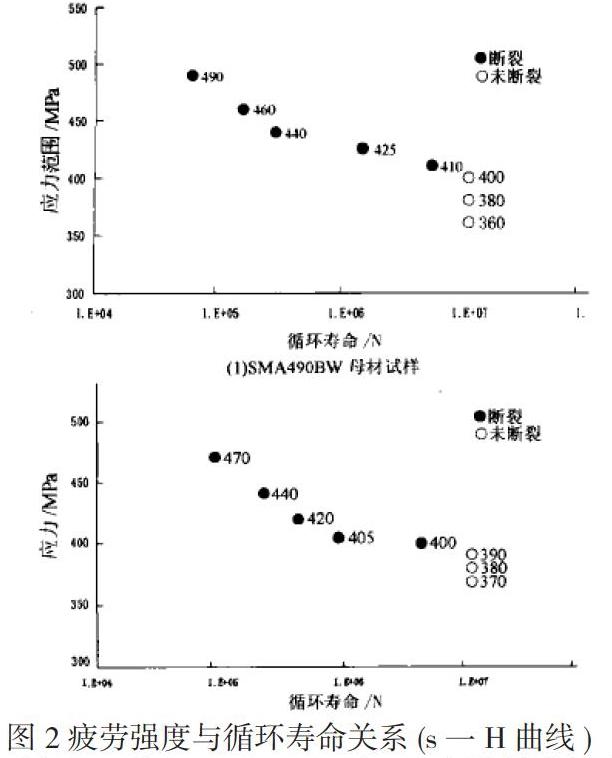
针对疲劳试验来说,其主要以单点法为主,实际上是把3个应力循环107周次而不失去作用的应力环节中的最大应力当作疲劳极限。为了进一步对焊丝焊接以后所产生的疲劳强度以及母材自身疲劳强度进行深度剖析,这个时候就要求相关人员要对以下试件做好疲劳试验工作:一是母材试件;二是焊接试件。就疲劳试样型式而言,其应当将JIS2273一1978这一标准当作參考依据,经过试验以后不但可以得到与之相匹配的疲劳试验参数,而且还能得到疲劳强度与循环寿命关系(s一H曲线),具体内容请图2所示。
对图2进行深入分析以后,可以发现:焊接接头的疲劳强度远远超出“光滑焊缝”疲劳极限要求大于110MPa的要求,换句话来说是就CHW-55CNH焊丝焊件而言,在疲劳许可应力范围当中均没有发生断裂的情况,这也从侧面反映出了我国生产出来的焊丝焊件的疲劳性能可以迎合各种设计标准。
结语
对动车组转向架构架焊接材料工艺以及疲劳试验论证进行深入分析以后,可以看到:动车组转向架的焊丝的选择满足既定标准,不但充分保障了动车组转向架构架焊接水平,而且还为重要部位焊接材料的选择指明了方向。
参考文献
[1] 宫平,常力. 动车组转向架构架焊接工艺评定分析与讨论[J]. 电焊机,2017,47(1):86-91.
[2] 赵克俭. 动车组转向架构架焊接材料工艺分析[J]. 探索科学,2019,(1):87,90.
[3] 张林儒,孙志鹏,李凯,李业雄. 动车组转向架构架焊接收缩变形有限元分析[J]. 铁道技术监督,2017,45(4):44-46.
[4] 刘大明,李万君,王善更. 高速动车组转向架构架焊接工艺与变形关系分析[J]. 中国化工贸易,2018,10(9):208
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
科学与财富(2021年35期)2021-05-10
科学与财富(2021年35期)2021-05-10
伙伴(2020年1期)2020-02-14
中国计算机报(2019年49期)2019-02-07
校园英语·中旬(2017年16期)2018-01-27
优雅(2017年12期)2017-12-08
优雅(2017年12期)2017-12-08
军事文摘·科学少年(2017年2期)2017-04-26
发明与创新·大科技(2016年12期)2016-12-14