宏程序G代码调用功能的应用
2020-05-25 09:10何涛韦林
大众科学·上旬 2020年3期
何涛 韦林


一、问题的提出
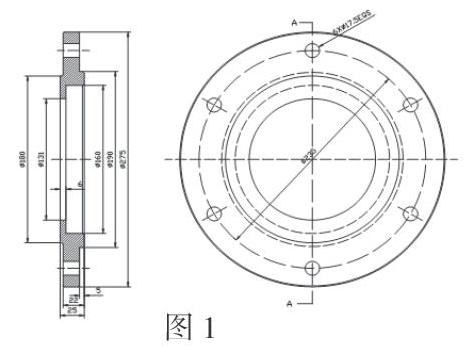
在为某企业加工如图1所示法兰盘孔系时遇到如下问题,该系列法兰孔的数量和定位尺寸经常变化,每次加工均要利用编程软件重新作图编制钻孔加工程序,重复性的工作量较大。
二、问题的解决
1、解决思路
经研究,提出一种解决问题的办法:利用宏程序编程,设置孔数、定位尺寸、切削参数为变量,将该程序存储在机床数控系统中。加工不同系列孔时,利用宏程序G代码调用,在G代码中按图纸要求设置相应的自变量即可加工,这样可满足不同系列孔的加工问题,极大地提高加工效率。本文以编制中心孔程序为例介绍,设备为某公司FANUC oi-MD数控铣床。
2、宏程序的设计
1)数学模型的建立
如圖2已知:开始角度A,均布圆直径D,角度增量B,孔数C,圆环圆心在工件坐标系中的位置X、Y,求出孔在工件坐标系中的位置X′、Y′。
则:X′=X+D/2*COS[A+C*B]
Y′=Y+ D/2*SIN[A+C*B]
2)自变量指定
宏程序G代码调用时自变量数值被传递给用户宏程序中对应的变量号,如程序中自变量”A30”传递到用户宏程序中对应的变量号“#1=30”.第Ⅰ类自变量指定法地址与变量号的对应关系如表1。
3)宏程序内容:
防止对用户宏程序误操作,可以通过参数No.3202#4(NE9) 对O9000~~O9999程序加以保护,当参数No.3202“NE9”位为“0”时,显示并允许编辑程序内容,为“1”时则隐藏并不允许编辑程序内容。
3、宏程序G代码调用
O9010~~O9019的程序可以通过参数设置用G代码调用,如:将宏程序存入程序号“O9010”,并将与该程序号对应的参数No 6050设置为“181”,代码“G181”就能自动调用程序“O9010”。具体的程序号与对应的参数号如表2.
三、小结
经过实践,这种系列法兰盘类零件钻孔加工时,只需要引用该G代码,并设置相应参数.不需要在CAD/CAM软件上重复画图、编程、生成G代码和传输程序,简化了编程,减少了出错几率,极大的提高了生产效率,满足了生产实际。零件加工现场如图3.
猜你喜欢
内燃机与配件(2021年18期)2021-09-24
科学与财富(2018年28期)2018-11-16
科技视界(2018年6期)2018-05-11
智能计算机与应用(2016年6期)2017-05-08
新高考·高二数学(2016年7期)2017-01-23
股市动态分析(2016年17期)2016-10-20
股市动态分析(2016年17期)2016-10-20
股市动态分析(2015年16期)2015-09-10
中国信息化·学术版(2013年1期)2013-05-28
智能计算机与应用(2007年4期)2007-08-25