
安装板件料厚与M5焊接螺柱焊接强度的 匹配关系研究
2020-06-11 00:44周爽周兴
汽车实用技术 2020年10期
周爽 周兴


摘 要:文章介绍了在汽车设计过程中,设计的安装件与M5焊接螺柱匹配时,由于安装板件料厚与M5焊接螺柱焊接强度的匹配不合理,导致安装打紧螺母时焊接螺柱脱落现象。文章阐述了寻找焊接螺柱脱落问题原因思路和方法,深入剖析问题的本质原因。
关键词:焊接螺柱强度;焊接螺柱脱落;安装扭矩
中图分类号:U466 文献标识码:A 文章编号:1671-7988(2020)10-221-03
Study on Matching Relationship between Mounting Plate Thickness andM5 Stud Welding Strength
Zhou Shuang, Zhou Xing
( Brilliance Auto R&D Center, BIW Section, Liaoning Shenyang 110141 )
Abstract: This article introduces the welding stud fall-off status in nuts tightening caused by the mismatching between designedmounting material thickness and M5 studs welding strength in vehicle design phase. It also explained the idea and method about the reason for welding stud fall-off, and the further analysis about the root for the problem.
Keywords: Welding stud strength; Welding stud fall-off; Installation torque
CLC NO.: U466 Document Code: A Article ID: 1671-7988(2020)10-221-03
前言
当今汽车行业快速发展,自主品牌汽車经历了从无到有,从小到大,从弱到强的强劲发展过程。与此同时国内汽车设计工程师在经历了不断地学习和经验总结,已从一开始的完全模仿向自主创新阶段大踏步迈进。为适应日益激烈的市场竞争,提高设计产品的品质,精益化设计已经成为我们每个汽车设计工程师的首要理念和追求。在追求精益化设计过程中,每一种结构的设计,每一种零部件的安装匹配关系,都需做到极大的合理性,做到设计的“满而不溢”就需要我们把每一种结构的本质剖析清晰。在汽车结构中设计中,焊接螺柱是使用最为频繁的,因此准确把控焊接螺柱焊接强度与安装件的匹配关系显得尤为重要,真正做到“满而不溢”才能有效的避免因设计结构和强度不足导致的螺柱脱落问题。
1 问题现象描述
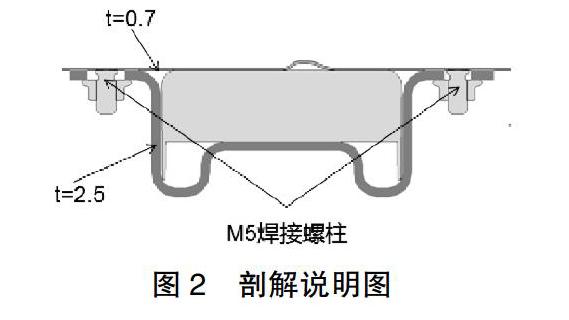
某SUV车型,在总装车间装配过程中,油泵控制器支架安装到油箱维修孔盖时,出现部分焊接螺柱脱落现象。据车间反馈,粗略统计掉钉率约6.6%(每天150台左右车,掉钉10台左右)。严重影响生产节拍,并造成大量浪费,给质量控制造成较大隐患。随即我们展开了调查分析,首先我们分析了安装结构的配合关系,如图1配合结构说明图和图2剖解说明图所示。
2 试验过程及结果分析简述
2.1 用扭力扳手测试
为了验证安装支架板材的料厚和零件表面喷涂的油漆,是否对焊接螺柱的安装强度有影响,是否是掉钉现象发生的关键因素,我们决定测试不同料厚的支架,以及选用带漆零件和不带漆零件,在安装扭矩(5N·mm)下的关注点(钣金焊接螺柱处反面变形量)状态和破坏掉螺柱所需扭矩。
试验方式和过程:选用三组料厚(t=0.8\ t=1.5\ t=2.5)支架,带漆和不带漆油箱维修孔盖;用定扭扳手分别将安装螺母打到5N·mm,查看并对比钣金焊接螺柱处反面变形量;然后在用测扭扳手测试,将焊接螺柱打到脱落时的最大扭矩。如图3带漆工件和图4不带漆工件测试结果。
根据统计的数据(如图5试验数据统计),可见料厚越厚变形量越大承受的最大扭矩值越低,工件凹陷变形趋势明显,而工件带漆和不带漆,对焊接螺柱的安装强度影响不大。
根据试验过程中工件的变形现象和对比结构,我们对工件的变形机理进行分析,结论如图6所示。
2.2 在总装车间测试
为了对上述试验结论和理论分析的进一步验证,我们决定以正式批量生产的模式,用总装现场工具安装,测试用0.8mm厚支架,统计掉钉量,如图7现场测试图和图8测试记录表。
根据测试记录表可见,将安装支架的板材料厚降至0.8mm后,再无掉钉现象产生。
3 总结分析
现场2.5mm厚支架与0.8mm厚支架钣金背面变形对比,如图9。
通过对比两种状态可见,支架厚度减小对钣金变形和掉钉均有好处。综合上述试验和分析,总结认为,可以采用减小支架厚度来解决掉钉问题。
4 结束语
结构设计中遇到焊接螺柱脱落问题时,可能通常的思路会考虑是螺柱的焊接质量,焊接强度的问题,一般会瞄准检查螺柱的焊接质量或更换更大规格焊接螺柱的方向去解决问题,这种方式虽然解决起问题来直接且迅速有效,但这种简
单粗暴的解决方式却有可能导致设计的臃肿,背离精益化设计的理念。通过本案例中的焊接螺柱脱落问题的解决过程,为我们以后在新车型开发设计过程中提供了设计经验;同时为后续类似问题的解决提供了参考思路。
参考文献
[1] 武英海.螺柱焊工艺评定试验[M].金属加工(热加工), 2016,6.
[2] 李红华.周启玉.张旭光.李先珍.螺柱焊技术及其在汽车车身上的应用探讨[J],汽车工艺与材料,2018,6.
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
智能建筑与工程机械(2021年6期)2021-09-10
科技创新导报(2021年33期)2021-04-17
汽车实用技术(2020年17期)2020-09-26
商情(2020年4期)2020-03-23
青年生活(2019年18期)2019-10-21
汽车世界·车辆工程技术(下)(2019年6期)2019-10-21
职业·下旬(2017年9期)2017-10-31
科技与创新(2017年8期)2017-06-07
数字技术与应用(2016年11期)2017-02-09
