JB/T 3192.3—2019《弧齿锥齿轮铣齿机 第3部分:技术条件》标准解读
2020-06-15 06:20本刊
机械工业标准化与质量 2020年4期
2019年5月2日,工业和信息化部发布了JB/T 3192.3—2019《弧齿锥齿轮铣齿机 第3部分:技术条件》。本标准代替JB/T 3192.3—2006《弧齿锥齿轮铣齿机 第3部分:技术条件》,为修订标准。主要起草单位为天津第一机床总厂、重庆机床 (集团)有限责任公司、陕西秦川机械发展股份有限公司。JB/T 3192.3—2019于2020年1月1日实施。
JB/T 3192.3—2019规定了摇台式弧齿锥齿轮铣齿机设计、制造、检验与验收的要求。适用于最大工件直径100mm~1600mm的摇台式弧齿锥齿轮铣齿机、数控摇台式弧齿锥齿轮铣齿机。
1 标准编制原则
JB/T 3192.3—2019内容体现先进性、前瞻性、合理性、可操作性;符合现行相关法律、法规、规章,与其保持一致;积极采用国际标准和先进国家标准;积极采用先进技术和科技成果,并将其转化到标准之中;在技术内容设置上与相关国家标准或行业标准一致;按照GB/T 1.1—2009《标准化工作导则 第1部分:标准的结构和编写》等的规定进行编写。
2 标准修订前后差异
JB/T 3192.3—2019与 JB/T 3192.3—2006相比,除编辑性修改外主要技术差异如下:
1)把范围定为摇台式弧齿锥齿轮铣齿机(见标准第1章);
2)增加了对数控机床的要求 (见第9章);
3)规定数控机床不检验机床进入工作位置的重复定位精度的检验 (见10.3,2006版该标准 9.3)。
3 解决的主要问题
随着市场需求的发展,对弧齿锥齿轮精度的要求不断提高,因此造成了用户对弧齿锥齿轮铣齿机精度的要求随着提高。特别是近年随着数控技术的发展,用户对数控弧齿锥齿轮铣齿机的需求量增大,但现在执行的弧齿锥齿轮铣齿机技术条件是2006年修订的,当时没有将数控机床的要求纳入标准。2006版标准由于标龄过长己经不适应新产品的发展。为了满足技术发展和用户的需求,急迫需要修订该标准,以适应产品技术和市场的发展。这次修订对数控机床提出了检验要求,为制造和验收提出了依据,满足了用户对机床发展的需要。
4 主要试验 (或验证)情况分析
JB/T 3192.3—2019的技术内容是结合弧齿锥齿轮铣齿机及数控弧齿锥齿轮铣齿机的结构特点并参照GB/T 9061—2006《金属切削机床通用技术条件》的要求确定的,其技术要求通过各制造厂和用户的使用来验证。JB/T 3192.3—2019的内容较为合理,能满足当前用户的需求,可操作性强。
5 标准主要内容
(1)一般要求
1)按本部分验收机床时,还应对GB 5226.1—2019《机械电气安全 机械电气设备
第1部分:通用技术条件》、GB/T 9061—2006《金属切削机床 通用技术条件》、GB/T 23570—2009《金属切削机床焊接件 通用技术条件》、GB/T 25373—2010《金属切削机床装配通用技术条件》、GB/T 25376—2010《金属切削机床 机械加工件通用技术条件》中未经JB/T 3192.3—2019具体化的有关项目进行检验。
2)验收机床时,按 GB/T 25372—2010《金属切削机床 精度分级》规定的Ⅴ级精度机床的要求检验。
(2)附件和工具
1)机床应随行供应表1所列附件和工具。
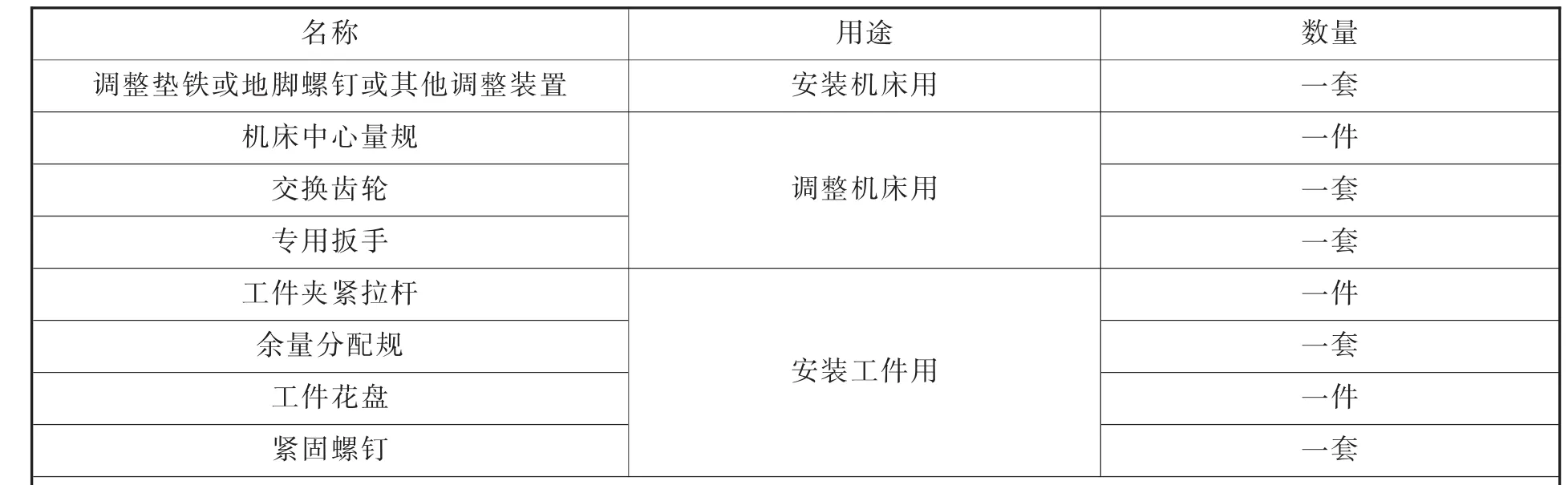
表1 附件与工具
2)扩大机床性能的特殊附件,可根据用户要求按协议供应。
(3)安全卫生
1)机床的安全防护应符合GB 15760—2004《金属切削机床 安全防护通用技术条件》、GB 5226.1—2019《机械电气安全 机械电气设备 第1部分:通用技术条件》的规定;
2)操作手轮、手柄离地面的高度按GB 15760—2004中的规定考核,手轮、手柄均按“仅调整时使用”手轮、手柄的要求考核;
3)观察读数的测量装置,其读数机构的安装高度均按 “不经常使用”的读数机构的要求考核;
4)机床各移动部件间的导轨副容易被尘屑磨损的部位应有防护装置。
5)手轮、手柄的操纵力不应超过160N,手轮、手柄的操纵力在行程范围内应均匀;
6)机床的空运转噪声声压级不应超过83dB(A)。机床运转时,不应有异常的尖叫声、冲击声。
(4)加工和装配质量
1)机械加工件、焊接件应符合图样、工艺文 件 及 GB/T 25376—2010、 GB/T 23570—2009等的有关规定。机床的装配应符合GB/T 25373—2010的有关规定。
2)机床灰铸铁件应符合JB/T 3997—2011《金属切削机床灰铸铁件 技术条件》的规定。
3)分度蜗轮、摇台蜗轮、摇台座 (包括摇台盖和摇台支架)、分度蜗杆箱、摇台蜗杆箱、床身、床鞍、回转板、立柱、工件主轴箱、摇台鼓轮、偏心鼓轮、驱动箱、刀转体、刀倾体、滚切传动箱等为重要铸件,应在粗加工后进行时效(热时效、振动时效或其他)处理。
4)床身与床鞍 (或摇台座)导轨副、摇台座与摇台鼓轮圆形导轨副为重要导轨副,应采取与寿命相适应的耐磨措施。
5)刀具主轴、摇台蜗杆副、分度蜗杆副、分度滚切传动链中的锥齿轮、圆柱齿轮等主要零件应采取与寿命相适应的耐磨措施。
6)下列结合面按 GB/T 25376—2010和GB/T 25373—2010中规定的 “重要固定结合面”的要求考核:
①驱动箱与摇台座之间的结合面;
②中心支架与回转板及曲臂 (或回转板与机床中心轴)之间的结合面;
③分度滚切传动链中各中、小箱体、托架、支架等与床身和各部件壳体之间的结合面。
7)下列结合面按 GB/T 25376—2010和GB/T 25373—2010中规定的 “特别重要固定结合面”的要求考核:
①摇台盖与摇台支架之间的结合面;
②摇台座与床身之间的结合面;
③前、后床身之间的结合面;
④工件箱主轴上、下轴瓦之间的结合面。
8)床身与床鞍 (或摇台座)的导轨面应按GB/T 25376—2010和GB/T 25373—2010中规定的 “滑 (滚)动导轨”的要求考核。
9)床鞍与回转板、回转板与立柱、立柱与工件箱的导轨面应按GB/T 25376—2010和GB/T 25373—2010中规定的 “移置导轨”的要求考核。
10)摇台座和摇台鼓轮圆形导轨副的接触要求,可按零件尺寸,形位公差及表面粗糙度三项要求作为验收依据。
11)带刻度装置的手轮、手柄反向空行程量不应超过1/2r。
12)机床清洁度的检测按GB/T 25374—2010《金属切削机床 清洁度的测量方法》规定的方法检验,一般用目测、手感法检查。摇台和工件箱内部的清洁度 (抽查)采用重量法进行检测时,其清洁度限值不应超过表2的规定。
液压、润滑系统的清洁度 (抽查):在机床开车运行30min后,立即在液压系统 (或润滑系统)回油处取样,一般不少于200mL,其杂质、污物不应超过200mg/L。
(5)机床的空运转试验要求
1)运转试验
按表3的规定进行整机空运转试验,运转过程中各机构应工作正常。
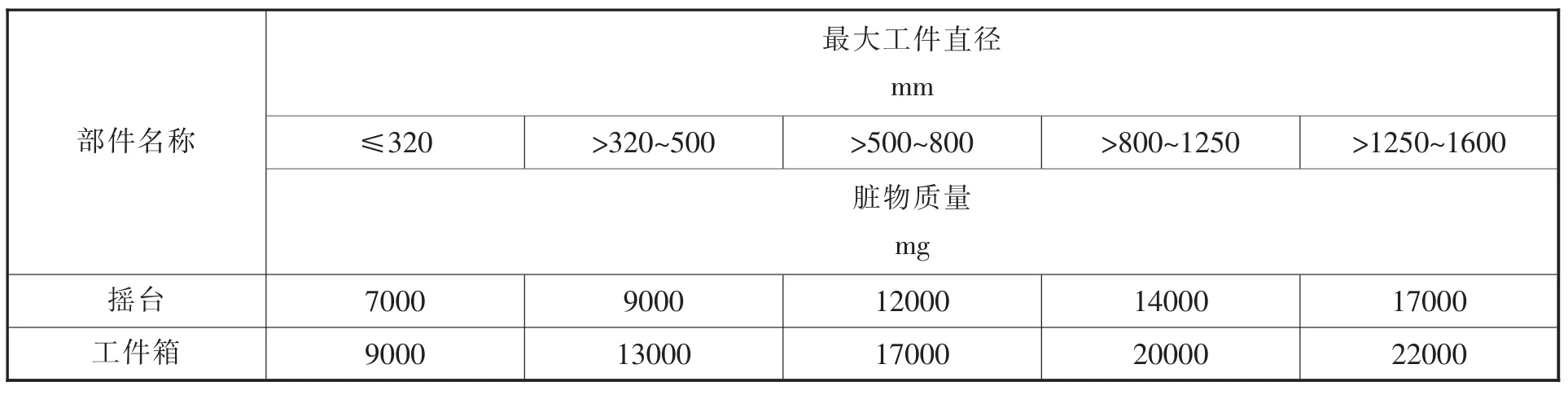
表2 脏物质量限值

表3 空运转时间
2)温升试验
①机床刀盘主轴作低、中、高速运转,高速运转时间≥1h,使主轴轴承达到稳定温度后,测量主轴轴承的温度和温升,其值不超过表4的规定。

表4 轴承温度及温升℃
②液压系统应在额定工作压力下连续运转,当油液达到稳定温度后,测量油液的温度和温升,其温度不超过60℃,温升不超过30℃。
3)动作试验
机床动作试验一般包括下列内容:
①用中速对刀盘主轴进行连续起动、停止及点动各五次,检查动作的灵活和可靠;
②按动 “前进”和 “后退”按钮,使床鞍(或摇台座)快速移动,连续试验五次,检查动作的灵活和可靠;
③扳动液压操纵手柄,分别使工件夹紧、床鞍 (或摇台座)前进到切削位置和床鞍 (或摇台座)后退、工作放松,连续试验五次,检查动作的协调和可靠。
4)空运转功率试验 (抽查)
在刀具主轴以中等速度进行整机空运转时,测量机床空运转功率,其空运转功率不应超过设计规定。
5)整机连续空运转试验
在机床以中速模拟工作状态运转时,进行整机连续空运转试验,机械控制机床空运转时间≥8h,数控机床空运转时间≥48h。在空运转过程中,各部分工作应正常,运行应平稳。各项功能、性能应可靠,不应出现故障。各次循环之间的休止时间不应超过1min。当出现异常或故障时应查明原因并加以排除,然后重新进行试验。
(6)机床的负荷试验
1)机床采用切削方法进行负荷试验,其切削条件及规范由设计规定,使机床达到最大功率(抽查);
2)定型生产的机床按设计规定的切削条件和规范进行负荷切削试验。
(7)机床的最小设定单位检验
1)试验方法
先以快速使坐标上的运动部件向正 (或负)向移动一段距离,停止后,向同方向给出若干最小设定单位的指令,再停止,以此位置做基准。每次给出一个最小设定单位的指令,向同方向移动,连续移动20个单位的距离,测量各个指令的停止位置。从上述的最终测量位置,再继续向同方向给出若干个最小设定单位的指令,停止后,向负 (或正)向给出若干个最小设定单位的指令,使其约回到最终测量的位置 (这些若干个最小设定单位指令不做测量)。然后从最终测量位置开始,每次给出一个最小设定单位的指令,继续向负 (或正)向移动,约返回到基准位置,测量各指令的停止位置 (见图1)。
至少在行程的中间及靠近两端的三个位置分别进行测量。
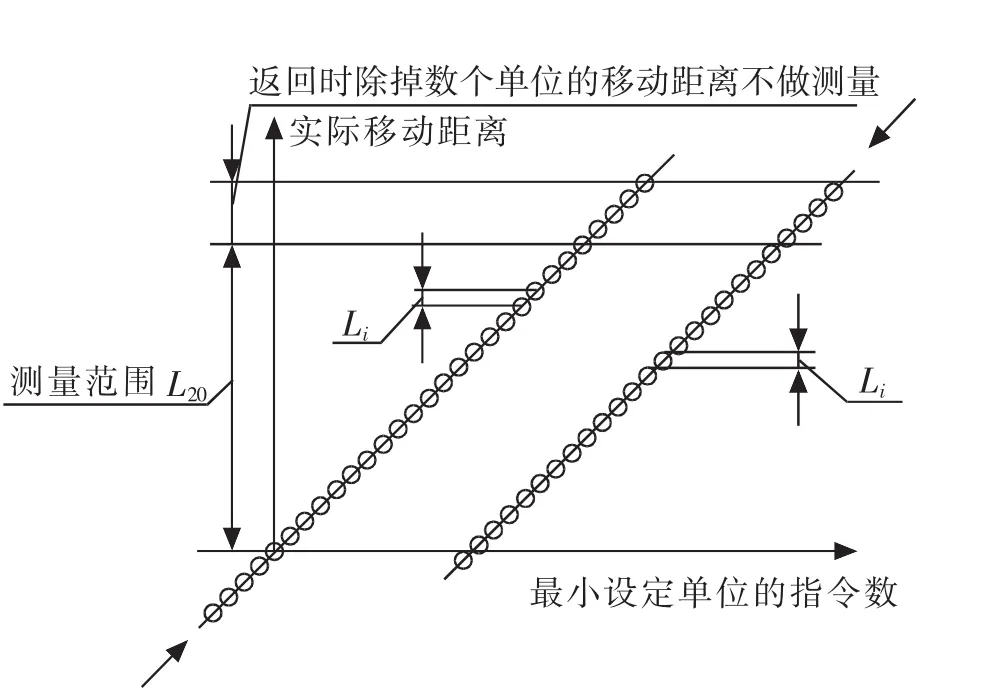
图1
2)误差计算方法
误差计算方法如下:
Li——相邻位置间的距离,单位为毫米 (mm);
m——最小设定单位量,单位为毫米 (mm)。
②最小设定单位相对进给误差为: (L20-20m)/20m×100%,式中:
L20——20个最小设定单位移动的总距离,单位为毫米 (mm)。
3)允差
按设计要求,对相关直线轴坐标进行最小设定单位检验,最小设定单位进给误差不超过6μm,最小设定单位相对进给误差不应超过规定值的±25% (本项检验仅适用于数控机床)。
(8)机床的精度检验
1)机床的几何精度和工作精度检验应符合JB/T 3192.2—2019《弧齿锥齿轮铣齿机 第2部分:精度检验》的规定。
2)机床工作精度检验时,试件的齿面表面粗糙度R a最大允许值为3.2μm。
3)机床的床鞍 (或摇台座)进入工作位置的重复定位精度的检验应连续测量七次,重复定位精度的误差不应超过0.02mm,误差以任意两次读数代数差的最大值计 (数控机床不验此项)。
(9) 包装
1)机床在包装前,应按相关规定进行防锈处理;
2)出厂的机床包装箱内,应提供一套随行技术文件;
3)机床的包装应符合 JB/T 8356—2016《机床包装 技术条件》的规定。
6 预期达到的社会效益、对产业发展的作用等情况
随着机械行业对齿轮精度的要求越来越高,及数控机床的快速发展,数控弧齿锥齿轮铣齿机现在的发展很快,属战略型新兴产业培育中新技术产品,但由于以前的弧齿锥齿轮铣齿机没有对数控弧齿锥齿轮铣齿机的要求,所以修订本部分,为制造厂及用户提供一个可靠的检验依据,填补了金属切削机床中数控弧齿锥齿轮铣齿机行业标准的空白。
猜你喜欢
数学小灵通·3-4年级(2022年3期)2022-03-17
宝藏(2020年3期)2020-10-14
钻探工程(2018年12期)2019-01-18
机械研究与应用(2018年6期)2019-01-18
北京汽车(2018年4期)2018-09-08
宝藏(2018年3期)2018-06-29
电子技术与软件工程(2017年18期)2018-01-28
制造技术与机床(2017年3期)2017-06-23
百科探秘·航空航天(2015年11期)2015-11-07
百科探秘·航空航天(2015年10期)2015-11-07