
核承压设备不锈钢堆焊层碳元素含量质量控制
2020-06-23 09:53唐国军
中国核电 2020年2期
杨 悦,唐国军
(东方电气集团东方锅炉股份有限公司,四川 自贡 643001)
我国核电站目前大部分均为压水堆堆型,压水堆核电厂中有大量核承压设备(如反应堆压力容器、蒸汽发生器、稳压器、安注箱等)均采用在低合金钢上堆焊309L+308L奥氏体不锈钢的制造工艺。碳元素含量对奥氏体不锈钢的耐腐蚀性能有着重要影响,是不锈钢堆焊层的一项重要质量控制指标[1]。RCC-M规范对奥氏体不锈钢堆焊层碳元素含量的控制指标为≤0.035(最佳值≤0.030),当碳含量为0.035%~0.040%时须在同区域另外再取样2次且它们的碳含量都应小于0.04%,我国第三代核电“华龙一号”相关设备制造技术条件在此基础上更是进一步提高了要求。在CPR1000稳压器及“华龙一号”安注箱等核安全设备制造过程中,曾多次出现不锈钢堆焊层碳元素含量超标的情况,为此从材料、工艺、环境和检测因素等多个方面进行分析,提出相应质量控制措施。
1 材料影响分析
1.1 母材影响分析
CPR1000稳压器及“华龙一号”安注箱的封头、筒体等主体材料为16MND5和18MND5锰-镍-钼合金钢钢板,按照技术规范要求此类钢板成品分析的碳元素含量要求为≤0.22%,根据验收数据钢板实测碳含量一般为0.16%~0.18%。
从钢板碳元素含量来看,母材的碳含量远高于堆焊层碳含量的要求值,两者几乎呈数量级差异,因此堆焊过程中必然存在较大的母材稀释作用影响。实际设备制造过程中,由于材料牌号和钢厂生产工艺等方面的限制,母材的碳含量不太可能进一步显著下降,减小堆焊过程中母材稀释作用的影响只能从其他方面加以考虑。
1.2 焊材影响分析
以稳压器、安注箱封头和筒体等大面积不锈钢堆焊一般采用“焊带+焊剂”组合为例,对相同牌号的焊材进行化学成分数据(见表1)对比发现,虽然验收合格的焊材碳含量均能满足标准要求,但由于批次波动及焊剂配方等原因,相同厂家不同炉批号及不同厂家之间的焊材碳含量控制存在明显差异。

表1 不同厂家和炉批号的焊材验收碳含量数据对比
从表1两个厂家中各选取一个炉批号焊材按产品焊接工艺参数在相同条件下堆焊试板进行试验,试验结果(见表2)显示:用碳含量更低的焊材进行堆焊,堆焊层碳含量确实能够有效降低。
同时通过数据对比可以发现,焊材验收熔敷金属的碳含量与产品参数焊接的堆焊层碳含量有明显差异,这主要是由于焊材验收过程中一般为避免母材稀释的影响,验收试板的堆焊层数和厚度远大于产品堆焊层所致。焊材的选用应充分考虑到此方面差异所带来的影响,留够安全裕量,避免焊材验收熔敷金属碳含量已接近产品堆焊层碳含量要求值的情况,否则应在产品堆焊过程中采取严格的特殊控制措施防止碳含量超标。

表2 不同炉批号焊材堆焊试验结果
2 工艺影响分析
焊接工艺参数(焊接电流、焊接速度、焊道搭接量等)对堆焊稀释率有重要影响[2],最终影响堆焊层的碳元素含量。有试验研究表明,在其他条件相同的情况下,相较于调整焊接电流和焊接速度,调整堆焊焊道搭接量对堆焊层碳元素含量的控制有较明显改善作用,焊道搭接量越大,堆焊层熔敷金属碳含量越小[3]。
增加焊道层数也能有效减小熔合比,降低母材的稀释作用[4],从而减小母材对堆焊层碳含量的影响。从相关产品实际堆焊层检测数据(见表3)可以看出,在相同的焊材和工艺参数等条件下,当堆焊层从2层增加至3层时,堆焊层碳含量检测结果显著降低,可以较好地满足设计要求。

表3 不同焊道层数堆焊的堆焊层碳含量检测结果
根据相关文献研究,焊接方法对堆焊稀释率也有较大影响[2],采用合适的焊接方法可以对堆焊层碳含量的控制产生良好效果,但焊接方法往往受限于设备条件、工作效率等方面因素。如针对带极堆焊,采用电渣焊时的母材熔深相较于埋弧焊更浅,可以减少母材熔化引起的堆焊层增碳作用,降低焊缝中的碳元素含量[5]。在实际生产过程中我们也发现,在焊材验收熔敷金属碳含量相差不大的情况下,手工焊条电弧焊的不锈钢堆焊层碳含量控制往往优于埋弧自动焊的堆焊层。
3 环境影响分析
不锈钢堆焊过程的环境条件对堆焊层碳含量也有重要影响,特别是堆焊工位附近有较多的含碳粉尘弥散时(如碳钢材料打磨作业导致的含碳金属粉尘或是含碳涂料粉刷作业导致的粉尘等),会导致堆焊过程中熔敷金属带入额外的碳元素,造成堆焊层碳含量增高。因此,不锈钢堆焊过程中,必须有效控制堆焊环境条件,确保环境清洁度满足要求。
表4为一组验证环境条件对堆焊层碳含量影响的对比试验结果,其中试件1在正常不锈钢清洁环境条件下进行堆焊,试件2在有较多含碳金属粉尘的环境条件下进行堆焊,其余堆焊条件相同。试验结果显示,在有较多含碳金属粉尘的环境条件下堆焊的试件碳含量明显更高。

表4 环境对比试验堆焊层碳含量检测结果
表5为某CPR1000稳压器环缝堆焊层的碳含量检测数据,经调查分析,该环缝堆焊层碳含量异常超标的原因正是由于堆焊时所处厂房粉刷作业产生的涂料粉尘所致。

表5 某CPR1000稳压器环缝堆焊层碳含量检测结果
4 检测影响分析
核承压设备不锈钢堆焊层碳含量通常采用硫碳分析仪进行检测,此种检测方法需要先在堆焊层取样(见图1)后再送至实验室进行检测,取样过程是否得到有效控制对检测结果有十分重要的影响。取样过程的控制需重点关注取样位置深度、样品的清洁防护等,一般应在取样操作时安排检查人员进行监督,以确保取样过程得到有效控制。

图1 不锈钢堆焊层化学分析样品示意图Fig.1 Schematic diagram of chemical analysis sample for stainless steel welding surfacing layer
取样位置过深容易导致样品离母材较近,离母材较近的堆焊层区域由于母材稀释作用碳含量本身较高,容易影响检测结果的有效性;相反若取样位置过浅,取样前未按标准要求对堆焊层表面打磨到位,也容易导致表面焊道交界凹槽内的夹杂物被带入样品影响检测结果,特别是手工堆焊层的取样。表6为某项目安注箱接管堆焊层取样由于表面打磨不到位导致检测结果异常的情况。同时,实际生产过程中也有较多的因样品没有仔细清洗、样品未使用专用试样袋保存等清洁防护原因导致碳含量检测结果异常的案例。如图2、图3所示。

表6 某项目安注箱接管堆焊层碳含量检测结果
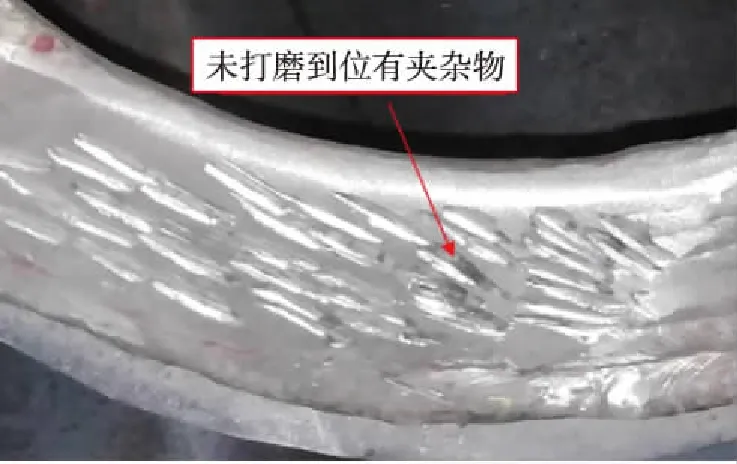
图2 堆焊层表面取样时未打磨到位示意图Fig.2 Schematic diagram of insufficient polished surface when sampling

图3 堆焊层表面取样时打磨到位示意图Fig.3 Schematic diagram of sufficient polished surface when sampling
5 结论
影响不锈钢堆焊层碳元素含量检测结果的因素有多个方面,主要包括焊材、工艺方法和参数、堆焊环境条件及取样过程控制等,要有效控制堆焊层的碳元素含量,须从各个方面综合采取措施。从实践来看,能够对不锈钢堆焊层碳含量改善起到较好效果且可操作性较强的方式依次为:选取碳含量较低的合适焊材、增加堆焊层数、严格控制堆焊环境清洁度等。
猜你喜欢
中国设备工程(2022年2期)2023-01-02
材料保护(2022年5期)2022-12-07
节能与环保(2022年3期)2022-04-26
材料科学与工艺(2022年1期)2022-03-11
中国重型装备(2022年1期)2022-02-11
电焊机(2021年12期)2021-01-03
中国核电(2019年4期)2019-10-16
电子制作(2019年12期)2019-07-16
装备环境工程(2019年2期)2019-03-08
中小企业管理与科技·上旬刊(2018年6期)2018-09-05
