
水压爆破致RJ5储气罐横向断裂的成因分析
2020-07-08 08:34周飞来桂斯睿周伟武罗新平
金属加工(热加工) 2020年7期
周飞来,桂斯睿,周伟武,罗新平
1.江南工业集团有限公司 湖南湘潭 411207
2.湖南华南光电有限公司 湖南常德 415000
1 序言
RJ5储气罐属于Ⅱ类0.75m3的空气储罐,其外形尺寸为780mm×325mm×3mm,设计的工作压力值为2MPa,水压试验是3MPa,爆破压力≥6MPa,而焊接接头系数则达到0.85。RJ5储气罐材质是低合金钢Q235A。由脉冲氩弧焊自动焊焊接方式组焊而成。此次进行水压爆破试验的RJ5储气罐在试验前的水压测试均100%合格,并按照GB/T 2828—2003抽样标准的验收规范随机抽取其中一件实施水压爆破试验。根据试验结果,发现爆破压力符合验收规范的要求,但存在与往常不同的破坏形式。在以往的类似爆破过程中,一般是在储气罐的筒体中部出现纵向裂口,又或者是在纵向主裂口的端部带有较短的横向裂口[1-4]。而从此次水压爆破试验来看,储气罐的筒体没有出现纵向破裂,而只产生了将RJ5储气罐封头与筒体分开的横向断裂。本文针对上述现象进行相关分析,寻求水压爆破作用下RJ5储气罐横向断裂的成因。
2 试验概况
(1)筒体断裂形貌观察 如图1所示,水压爆破试验中,RJ5储气罐的断裂位置处于封头与筒体的焊接处,其中一部分断口位于封头一侧的热影响区(包括母材)。

图1 RJ5储气罐横向断裂形貌
经过细致检查,试验设施完好,压力表也都符合核定标准并在使用的有效期内。试验步骤皆由专业的检验人员操作,其间没有进行人员变动。
RJ5储气罐所包含的全部零部件的原材料都经过相应的进厂验收检测,均达到材料进厂验收规范GB/T 247—1997标准的要求。同时材料还进行了金相、断口电镜、机械加工和热处理等方面的检测。最后,在RJ5储气罐焊接接头的X射线底片上发现了约30mm错位,经打磨修整后错位消除,此外再没有发现其他裂纹、未焊透、未熔合及气孔等缺陷。需要补充的是,筒体焊接部位的壁厚测量结果同样符合工艺要求。
在断面的上方大约1/4圆周范围内有三段相连的断面(见图2),依次编为1号、2号和3号断面。其中1号断面的台面最宽,其余部位的断口为正常的韧性断裂断口。
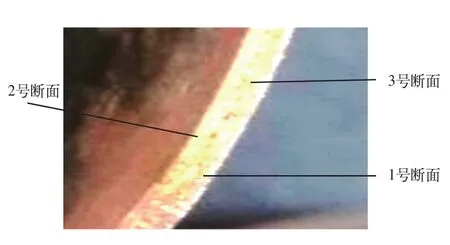
图2 封头断口上的平台
如图3所示,封头断口上的平台为凸出的平面,而圆筒断口对应部位的平台为凹陷的平面,两者吻合得相当好。仔细观察图3,可以发现断面上有平行的弧形条纹,其弧形与封头、筒体端部的圆弧相吻合,疑似零件机械加工的表面。除此之外,断面上并没有产生放射条纹或因材料断裂而遗留下的条纹。
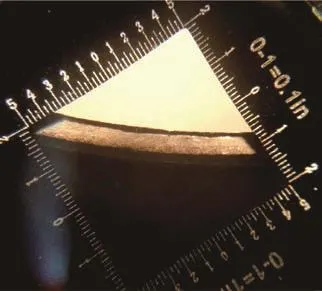
图3 封头与圆筒断口上的平台
(2)封头端面机械加工的对比观察 如图4所示,于生产现场截取制造过程中封头机械加工的端面,用显微镜对封头端面与横向断裂断口上的断面进行放大对比观察,可以看到封头断口断面上产生的条纹。

图4 封头断口平台上的条纹(10×)
通常情况下,RJ5储气罐焊缝及热影响区、母材的组织形貌差别并不明显,但从图5可以发现,平台处和图5右侧的材料组织有带状的特征(圆筒原材料为轧材,因经过塑性变形,材料组织或多或少都会有带状的特征);相反,经过熔化重新凝固而成的焊缝,则不会发生塑性变形的组织特征。
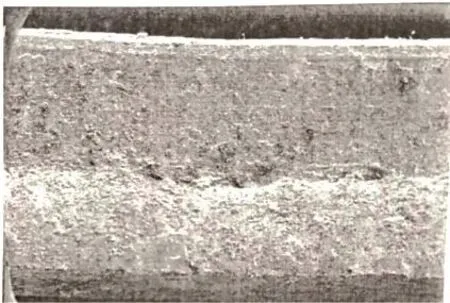
图5 圆筒断口平台处的电镜照片
最后,借助电镜检测,在RJ5储气罐的断裂断口上可以看到机械加工的痕迹,却没有发现材料破断的痕迹以及韧性断裂形貌。
3 试验结果分析
爆破试验的结果表明,断口上的平台分别为封头和筒体对接处的机械加工端面,该焊接端面在焊接时局部焊接熔深不够,因此,RJ5储气罐横向断裂实质上是由于封头与筒体存在局部焊接熔深不够所导致。而引起局部焊接熔深不够的原因则是焊接时熔池的中心偏离了焊件对接处,焊缝中心与焊件对接的位置偏移较大。焊缝或焊接时的熔池上表面较宽,下底面较窄,当焊缝或焊接时的熔池中心与焊件对接的位置偏移量超过了焊缝底面宽度的一半,焊件对接面的下部就有可能发生局部焊接熔深不够的现象。
为了查明RJ5储气罐环焊缝局部焊接熔深不够的原因,于是对横向断裂的焊缝尺寸进行了检测分析。RJ5储气罐环焊缝局部焊接熔深不够偏心检测计算结果见表1,检测内容包括封头、圆筒平台部位的焊缝尺寸。从表1可见,产生局部焊接熔深不够的原因不是焊接电流偏小,而是熔池的中心偏离了焊件对接处,最大偏移值竟达到2mm左右。
4 改进建议
避免筒体横向断裂的关键,是消除因焊机、夹具或操作等原因造成的RJ5储气罐装配错位和焊接时旋转不稳定而产生熔池中心偏移中心的情况。为此,焊工在焊接之前,应将封头与筒体在没有焊接的情况下空转一周,确认焊缝中心始终对准之后再进行焊接。同时使焊接熔深达到质量要求。

表1 RJ5储气罐环焊缝局部焊接熔深不够偏心检测计算结果
5 结束语
通过试验证明,焊缝中心偏移是导致RJ5储气罐横向断裂的原因之一。而焊接接头出现局部焊接熔深不够加大了横向断裂的倾向。为此,加强焊接工艺的执行力度,确保措施到位,即可有效地控制裂纹的产生。
猜你喜欢
上海节能(2022年4期)2022-10-13
汽车实用技术(2022年13期)2022-07-19
石油化工设备(2021年4期)2021-07-21
焊接(2020年9期)2020-12-28
装备制造技术(2020年4期)2020-12-25
设备管理与维修(2019年17期)2019-10-26
设备管理与维修(2019年9期)2019-09-12
电子制作(2019年10期)2019-06-17
中国特种设备安全(2016年10期)2016-11-18
船海工程(2015年4期)2016-01-05
