
30Cr1Mo1V破坏性试验性能分析
2020-07-09 06:56王旭颖太原重工股份有限公司
锻造与冲压 2020年13期
文/王旭颖·太原重工股份有限公司
30Cr1Mo1V 钢是被广泛应用于亚临界大型火力发电机组中的高中压转子材料,产品在使用过程中需要承受较高的温度及压力,因此需要有良好的综合性能。为研究该材料的使用性能,进行了该材料破坏性性能试验。
试验材料生产过程
选取30Cr1Mo1V 材质作为试验材料,冶炼方式为真空碳脱氧,具体熔炼分析见表1,试验材料工艺流程如图1 所示。
试验用料规格为φ1300mm×1300mm。试验材料与订货产品同炉冶炼、同炉锻造、同种工艺性能热处理。
锻造过程

图1 试验材料工艺流程

表1 30Cr1Mo1V 试验用料熔炼分析(%)
试验材料在12500t 压机上完成锻造,采用两次镦粗,两次WHF 法拔长,确保锻件探伤合格。锻件冒口及底部有足够的切除量,共占锭身比例约20%,如图1 所示,仅使用钢锭内部质量较好的部分。锻造温度范围为850 ~1240℃,整个锻造过程大变形阶段均采用高温锻造,成形阶段为控制晶粒度采用低于1200℃成形。每次镦粗后高度与镦粗后直径比H/D ≈0.6,拔长后的长度与镦粗后的高度比L/H ≈2.2,锻比6。锻造加热过程中,在第一火压圆后,第二火采用≥1230℃温度保温36 小时以上,进行高温扩散,以均匀合金元素分布、消除枝晶偏析、均匀枝晶组织。
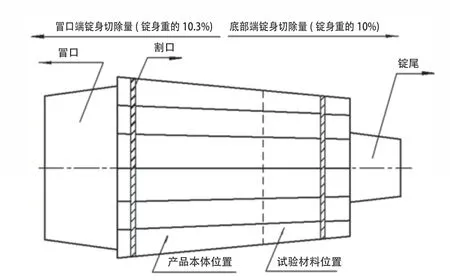
图2 30Cr1Mo1V 试验材料在钢锭中的位置
试验材料在钢锭中的位置见图2,锻后与产品同炉热处理。锻后热处理根据钢锭熔炼分析计算出材料的Ac1及Ac3实际温度,确定锻后热处理正火及回火温度参数,全过程锻件表面捆绑热电偶,监测炉温与料温的差别,确保组织均匀、晶粒细化、消除应力,曲线如图3 所示。
性能热处理
根据产品熔炼分析及第一次粗加工后超探情况制定调质曲线,如图4 所示。
试验过程
性能热处理后对试验材料进行了解剖分析。选取试样位置见图5,选取试验项目见表2。
试验结果

图3 30Cr1Mo1V 试验材料锻后热处理曲线
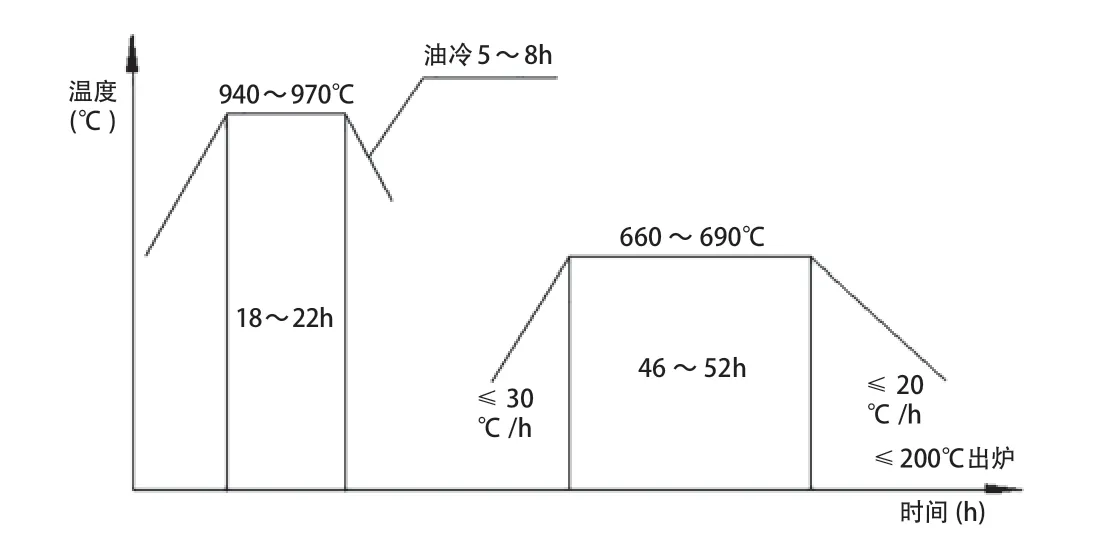
图4 30Cr1Mo1V 试验材料调质热处理曲线

图5 30Cr1Mo1V 试验材料试样位置选取
对30Cr1Mo1V 试验料按图5 要求进行解剖后,按表2 项目要求进行分析,最终得到结果见表3、表4、表5、表6 和表7,金相组织照片,如图6 所示。
结束语

表2 30Cr1Mo1V 试验材料、试验项目

表3 成品化学分析(%)
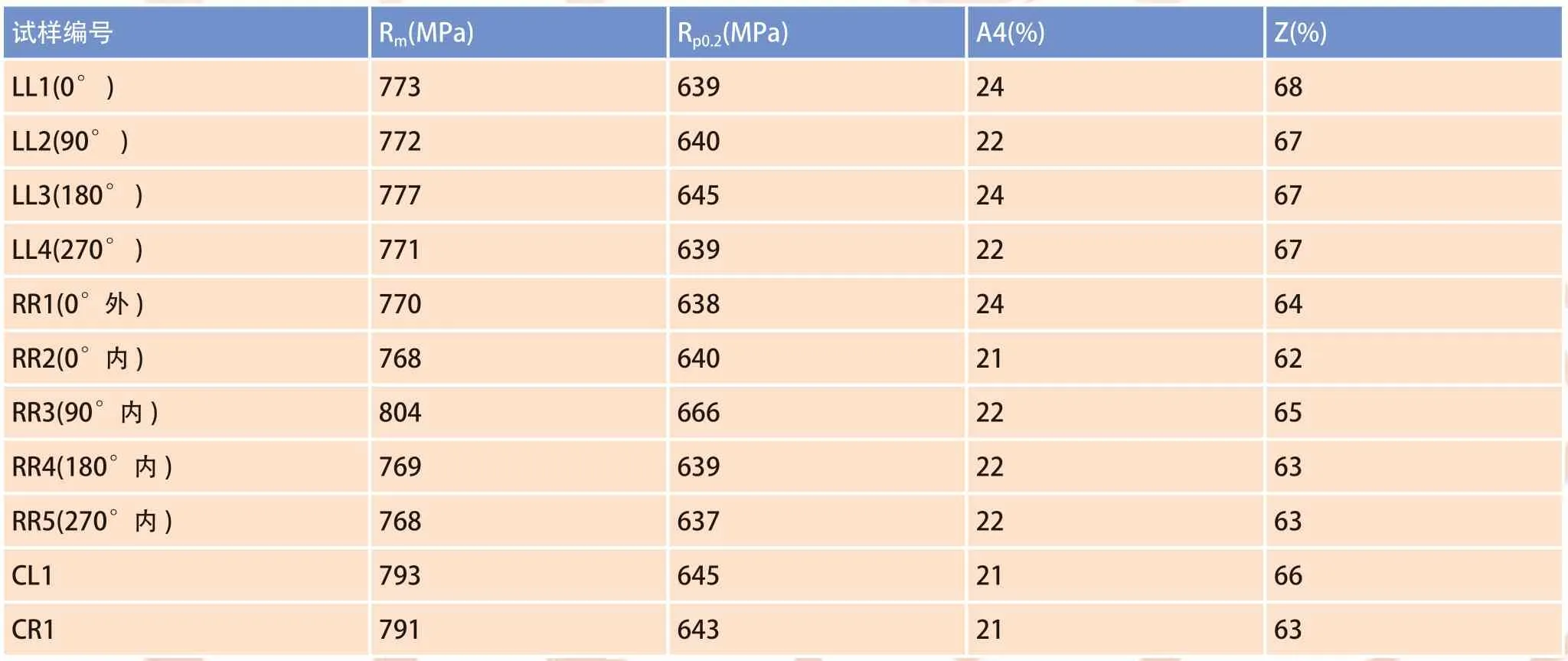
表4 常温拉伸试验结果
通过本次破坏试验,我们可以得知,在控制好原材料成分的基础上,通过合理的锻造工艺及热处理工艺,完全可以得到内部性能及组织良好的30Cr1Mo1V 材料制造的产品。

表5 常温冲击试验结果
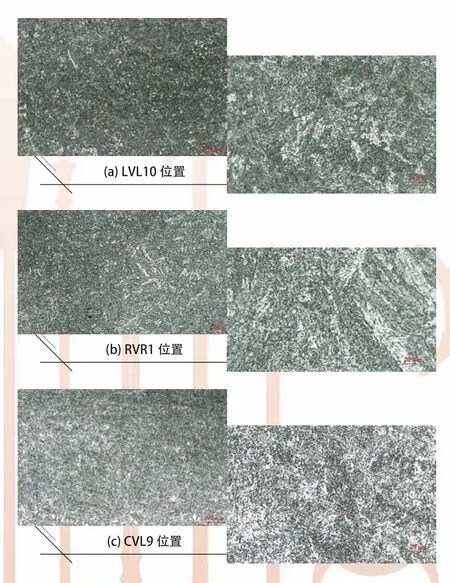
图6 金相组织照片(左100×,右500×)
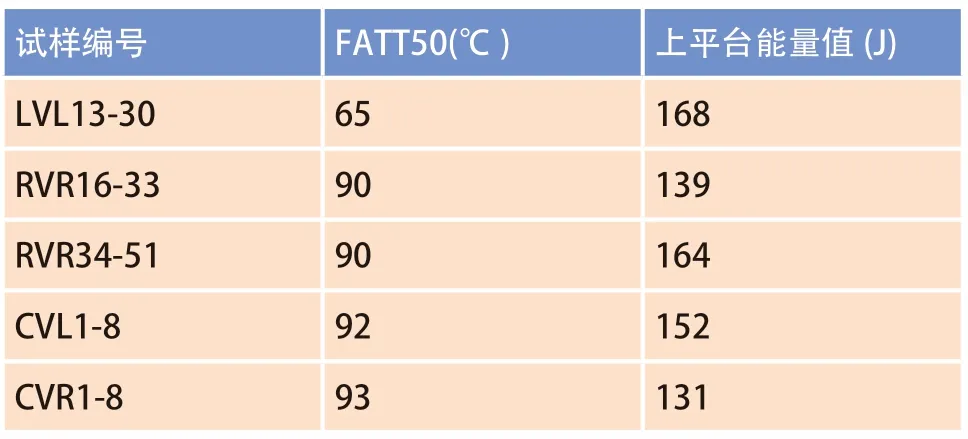
表6 FATT50 值及上平台能量值试验结果

表7 显微组织

徐晃在《三国演义》中第一次出场,手执大斧,飞骤骅骝,直取崔勇。两马相交,只一合,斩崔勇于马下,其杀伤力可见一斑。
猜你喜欢
热处理技术与装备(2022年1期)2022-11-29
金属热处理(2022年2期)2022-11-16
金属热处理(2022年7期)2022-11-16
出版人(2022年8期)2022-08-23
金属热处理(2022年1期)2022-03-15
军民两用技术与产品(2021年8期)2021-11-24
英语文摘(2020年6期)2020-09-21
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
Coco薇(2015年10期)2015-10-19
