扭力臂零件柔性数控夹具设计方案
2020-07-09 09:20中航飞机起落架有限责任公司陕西汉中723200胡阿林樊智敏姚志强
金属加工(冷加工) 2020年6期
■ 中航飞机起落架有限责任公司 (陕西汉中 723200) 胡阿林 樊智敏 姚志强
现阶段,我国数控加工技术仍处于较低水平,虽然数控加工设备在不断更新换代,设备本身的加工能力有了很大提升,同时大量采购的进口先进刀具也提高了切削效率,但这些仍然不能满足企业对数控加工效率的提升需求,具体表现在工艺技术水平低,配套的工艺装备仍采用传统的设计方法,零件的定位装夹、找正及工装夹具与机床的联接等环节消耗了大量生产准备时间,直接造成设备利用率低下、产品的生产周期长等现状。
随着飞机研制型号的不断增加,各种型号的起落架产品零件研制生产高度交叉,对产品的按期交付提出了巨大挑战。在现有数控设备条件下,要顺利完成产品的数控加工任务,考虑到机床设备本身及数控刀具的加工能力一定,那夹具对机床的有效使用率就起到决定性的影响。基于数控加工生产线,传统的一对一夹具专用性太强,设计制造周期长,而且无快速换型的统一接口,已无法适应同一生产线内不同型号产品的快速换型加工。为了解决多型号零件能在同一生产线上快速换型问题,以起落架上的扭力臂零件作为突破口,通过在数控加工机床上对工装定位方式进行改革,布置零点定位点,设计通用的夹具托盘及孔系基础板,不同零件夹具定位件则以模块化方式与孔系基础板联接,可实现扭力臂零件在线外进行定位装夹,装夹好的零件通过夹具托盘由机器人运送至生产线内与零点快速联接,而下一个零件则可继续在线外进行装夹。
通过调查研究,零点定位系统在汽车制造行业已得到成熟应用,并在航空零件生产线上得到了初步使用,说明改进的方向是正确的。这就需要设计一种柔性组合夹具方案,一种标准化、系列化及通用化程度很高的工艺装备。在工装具体方案设计上通过学习并掌握先进定位压紧技术,以组合夹具模式为基本思路,探索工装夹具的模块化、柔性化设计方法,以适应多品种、大批量相似零件的数控在线加工需求,从而实现减少零件的装夹、找正辅助时间和提高数控机床利用率的目标。
1. 可行性分析
针对典型零件进行柔性组合夹具定位夹持技术及快速定位技术研究,突破传统刚性工装的机械手动定位、压紧方式,实现高效、柔性工装设计与数控机床及生产线自动控制技术的集成,掌握数控加工过程中零件在夹具及机床工作台上的快速定位联接,减少零件在机床装夹、找正及夹具间转换的辅助时间,提高数控机床主轴切削效率等问题,单靠企业技术人员无法完成所有工作,所以考虑联合专业厂所一起完成。利用专业厂所技术优势,联合研制开发快速定位组合夹具结构,参与并掌握工装夹具的模块化、柔性化设计方法,逐步实现工装的快速准备,这种模式在目前已是一种趋势,也是完全可行的。
2. 柔性夹具设计方案
为了适应多型号同时研制的生产格局,既要保证产品质量,又要保证研制周期,除了在工艺流程上想办法提高加工效率,还要在工装快速准备、缩短产品换型时间上下功夫。针对本公司数控加工设备特点,设计改进现有工装夹具的定位压紧方式,采用更快速方便的定位压紧结构,同时结合组合夹具设计方法,并兼顾外形相近零件的柔性化夹具组合结构,解决扭力臂类零件在夹具及机床工作台上的快速定位、夹紧,减少零件的装夹、找正辅助时间,提高数控机床利用率,节约生产成本。
首先在零件的孔定位方式上设计了图1所示的胀开心轴结构,这是一种弹性定心夹紧结构的改良,其特点是夹紧行程小,定心精度高,同时起到定位和夹紧作用。胀开心轴结构在定位时消除了配合间隙,提高了定位精度,使零件切削过程更平稳,有助于提高加工质量。
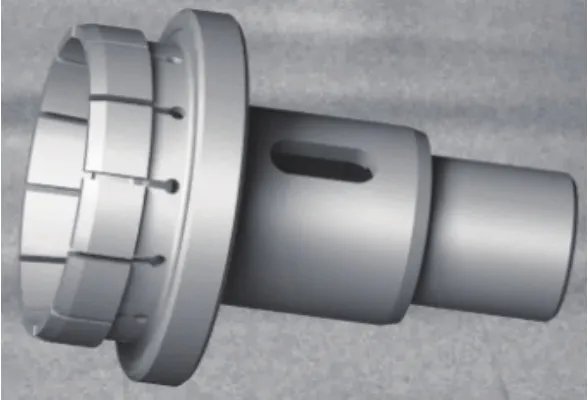
图1 胀开心轴
另一方面,在夹具的定位座设计上采用了模块化结构设计,夹具定位座在孔系基础板上按照被加工零件的工艺尺寸组合定位,并用螺钉及胀销与基础板联接,如图2所示。图示左侧的为两个固定定位座,右侧的为活动定位座,可以在轴向调整位置。

图2 模块化定位座结构及组合
设计方案中的夹具基础板采用配合孔式精密孔系基础板,为矩阵式结构,相邻定位孔孔距公差为±0.01mm,保证了夹具模块组合的精度。为了实现自动生产线零件的线外装夹,设计员对夹具进行了夹具托盘化改造,将每个夹具都安装联接到托盘上,在夹具孔系基础板底部配备了自动生产线夹具托盘,并用精密球锁与之固连,如图3所示。精密球锁为外购成品件,其重复定位精度确保±0.013mm以内,其结构如图4所示。

图3 孔系基础板与托盘的联接

图4 球锁结构原理
同时,如图5所示,在托盘底部布置有与机床零点快速联接的零点定位接头,实现了工装夹具与机床之间的快速定位和夹紧,减少了机械加工中的辅助时间。这样一来,机床几乎没有空转的时间,其使用效率大幅提高,而且对于飞机起落架零件这种小批量多品种的生产,效果就更为明显。

图5 夹具托盘及零点接头
经过上述零部件的设计,最后经组合装配形成了图6所示的模块化柔性组合夹具整体结构。
3. 零件的定位装夹
柔性组合夹具在进行零件的定位装夹时,首先应准备好对应扭力臂零件的定位支座、胀开心轴等部件,在孔系基础板找到合适的联接孔逐一组装夹具模块。如图6所示,组装好两个固定定位支座4、8及两个胀开心轴3、7,再组装活动定位支座5、胀开心轴6,接着拔出限位销9,推动活动定位支座至最远处,此时装入扭力臂零件,两孔插进胀开心轴3、7,并使零件孔端面贴紧固定定位支座4、8,再调整活动定位支座滑动至合适位置,对齐一个限位孔,插入限位销,此时胀开心轴6同时插入零件孔中,最后边驱动图7所示胀开心轴定位边拧紧两个锁紧螺母使扭力臂零件完成定位装夹,图7中压板只起到辅助压紧作用。此时就完成了零件的定位装夹,其二维图如图7所示,实物模型如图8所示。在完成了扭力臂零件的定位装夹后,再通过机器人运送至生产线内以布置在夹具托盘底部的零点实现与机床的快速联接,无需再进行零件找正即可进行零件的数控加工,联接过程如图9所示。
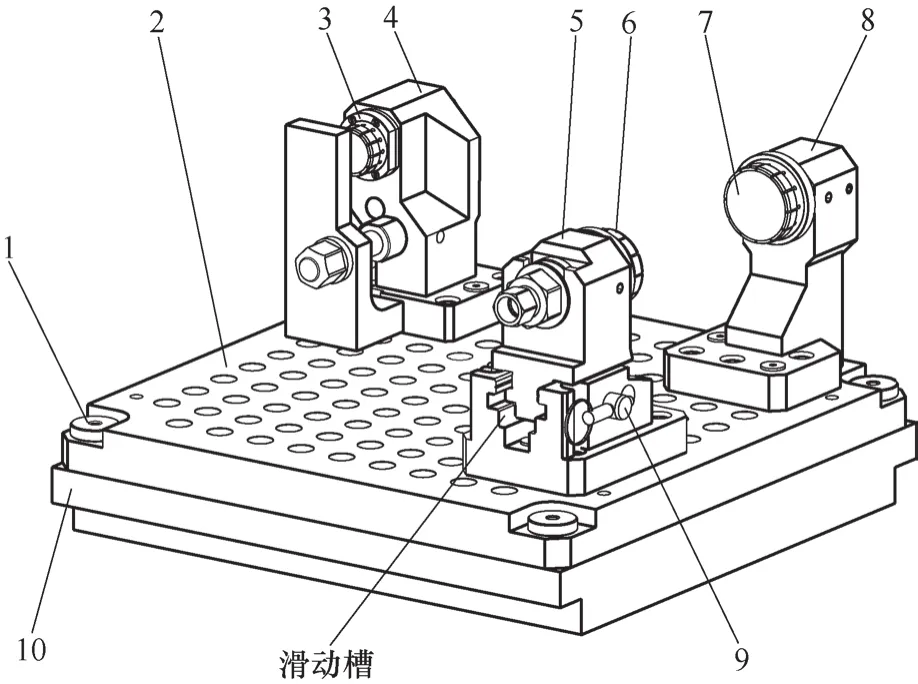
图6 柔性夹具结构

图7 零件定位装夹二维示意

图8 零件定位装夹三维模型
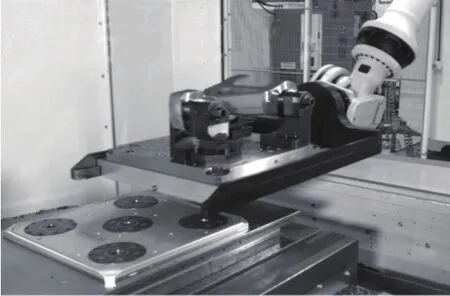
图9 组合夹具与机床零点定位联接
4. 应用效果
通过生产线的实际应用,由不同胀开心轴、定位支座在孔系基础板上组合、调整,可满足外形相似、相近零件的定位装夹,既缩短了产品换型时间,又降低了夹具制造成本,同时提高了数控设备利用率。应用后产生的效果总结有以下几点:①球锁的应用实现了夹具基础板与夹具托盘的快速定位联接,有助于减少夹具的换型时间,成套夹具的装卸时间可缩短至1min。②研制的孔系夹具基础板提高了夹具的标准化程度,长期应用有助于降低夹具制造成本。③研制的模块化夹具结构提高了夹具的柔性化。④零点实现了机床夹具的快速定位压紧、快速换型,离线装卸时间<0.5h。
5. 结语
随着人工成本的日渐攀升,企业都希望能降低对工人的依赖,愈来愈倾向于实现生产的自动化,在机械制造业的自动化进程中,夹具的标准化和自动化处于越来越重要的位置。本文数控夹具方案实施后,改变了公司现有产品数控加工环节中零件、工装夹具装夹找正方式,应用了快速定位压紧技术,达到了数控加工准备快速以及基于基础板孔系结构实现不同工装定位元件的柔性化组合,在提高数控加工技术水平的同时为夹具快速换装技术的推广提供了技术基础积累。
猜你喜欢
农业装备与车辆工程(2022年4期)2022-10-31
新高考·高三数学(2022年3期)2022-04-28
中学生数理化(高中版.高考数学)(2021年5期)2021-07-21
数学物理学报(2019年5期)2019-11-29
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
装备制造技术(2010年11期)2010-03-16
物理教学探讨·初中学生版(2009年3期)2009-05-13