变螺距螺杆加工中插补算法及加减速控制
2020-07-09 09:20天津工业大学机械工程学院天津300380董朋莎孙会来
金属加工(冷加工) 2020年6期
■ 天津工业大学机械工程学院 (天津 300380) 董朋莎 孙会来

食品机械、石油化工、航天和船舶等工业领域,广泛地应用着各种类型的螺杆。变螺距螺杆由于其加工工艺繁琐,加工难度较大,目前多用螺杆专用机床进行加工。在普通机床上实现变螺距螺杆的加工,是异形螺杆加工领域的一个重要方向,而作为体现数控加工精度和效率的插补算法,其研究就显得尤为关键。
插补算法一般可分为基准脉冲法和数据采样法两大类,传统的机床在对要加工的零件曲线进行插补运算时,通常是将其离散化为一系列首尾相接的微小直线段,直线段的数量越大,加工精度就越高。同时,为了满足数控加工高速高效的发展需要,必须对整个加工过程进行加减速规划。目前常用的加减速控制方法有直线加减速和S形曲线加减速两种,直线加减速控制最简单也最常用,但是机床在加减速起始和终止时都存在速度突变,容易引起机床的振动,影响加工精度;S形加减速控制不存在速度突变,过渡平滑,但是算法比较复杂,并且其加加速度的不连续性也使加工的柔性受到了限制。
本文以变螺距双螺杆压缩机中的阴转子为研究对象,通过对轮廓弓高误差和进给加速度的控制,使用数据采样插补的方法实现了变螺距螺旋线的直接插补控制,并提出了一种多项式曲线加减速控制算法和终点控制方法,最后通过实例对本文算法的可行性和正确性进行了验证。
1. 期望进给步长的确定
(1)轮廓误差分析控制 数据采样插补法本质上是将加工一段轮廓曲线的时间划分为若干相等的插补周期T,每个周期进行一次插补计算,在指定进给速度F下将轮廓曲线分割成一系列的微小直线段,然后转换成各个坐标轴的进给量。这种插补方式得到的插补点均在轮廓曲线上,故不存在径向误差,插补的轮廓误差只来源于微小直线段逼近实际轮廓曲线所产生的弓高误差,其大小随着轮廓曲线的曲率和进给步长的增大而增大。
如图1所示,被微小直线段分割的各段轮廓曲线可近似为圆弧,根据微分几何关系,插补的弓高误差δh与插补步长L1以及轮廓曲线的曲率半径ρ之间存在如下关系:

图1 步长与弓高误差的关系
将给定允许的最大轮廓误差δhmax代入式(1)可计算出对应的插补步长L2:

由于曲率半径ρ的计算较为复杂,联立式(1)和式(2)便可在避免求ρ的情况下得到最大轮廓误差下的插补步长:

(2)进给加速度分析与控制 现代数控加工正朝着高速高效的方向发展,机床的切削速度越来越高,在加工曲线曲面时,必然会有较大的法向进给加速度,尤其是在曲线曲率较大的加工区域,容易引起机床的振动,影响加工精度。所以,只根据进给速度、插补周期及弓高误差来确定插补步长是不够的,必须将进给加速度考虑在内。
当加工到某一插补点,进给速度不变时,进给的最大法向加速度amax以及轮廓曲线上该点的曲率ρ之间存在如下关系:

同样,为了避免计算曲率半径ρ,联立式(2)和式(4)得到给定的最大法向加速度amax下的插补步长L3为:
(3)期望进给步长计算 根据以上三个控制条件计算出来的三个进给步长L1、L2和L3,取:

其中,L1=FT为只考虑进给速度的无约束进给步长,求得的L为同时满足无约束进给步长、弓高误差以及进给加速度约束条件下的期望进给步长。
2. 变螺距螺旋线的直接插补算法
以变螺距双螺杆压缩机中的左旋阴转子为例,其端面型线的参数方程可表示为:

转子的端面型线绕中心轴作螺旋运动,当端面型线相对于其起始位置转过τ角时,轴线前进距离为z。则阴转子左旋螺旋面的参数方程为:
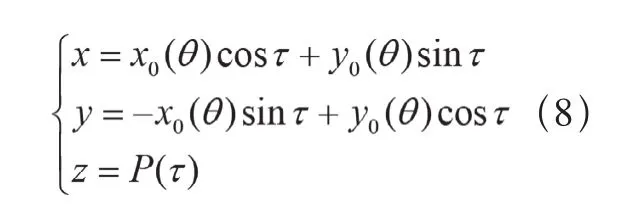
其中,P(τ)表示阴转子圆柱螺旋线的轴向参数方程。
由式(8)可知,设θ为常数而改变τ时,得到的τ参数方程就表示以初始端面型线上不同点为起点的一条条螺旋线;设τ为常数而改变θ时,得到的θ参数方程就表示在不同位置的端面型线。
设变螺距螺旋线的参数方程为s(τ)=[x(τ), y(τ), z(τ)],进给速度为v(t),由微分几何关系可得:

第i+1个插补点的旋转角为:

取τ0=0,根据Δτ可以求解出轮廓曲线上所有插补点的位置。
3. 多项式曲线加减速控制
(1)多项式曲线加减速原理 为了保证机床在加工起始和终止时不产生冲击和振动,必须对驱动装置进行加减速控制。由于加减速都是在非常短的时间内完成的,所以暂不考虑弓高误差。
由位移、速度、加速度和加加速度之间的导数关系可知,要保证加加速度曲线的连续性,其位移控制曲线必须是四次及以上多项式曲线,才可以实现机床高效高速的加工。但是曲线的次数越高,其计算难度就越大,所以,本文采用最基本的四次位移控制曲线。
用t表示加工时间,构造四次位移控制曲线如下所示:

对该曲线依次求导得到速度、加速度和加加速度的曲线方程:

分析可得,在加速阶段需要满足的约束条件为:

其中,t0为加速阶段结束时的时间,vs为稳定速度。
在减速阶段需要满足的约束条件为:

其中,t1、t2分别为减速阶段开始和结束时的时间,s1为减速阶段开始时的位移。
(2)终点控制方法 前加减速控制的优点在于对合成速度进行控制,不影响加工精度,但是需要预测减速点。传统的数控加工中一般用两种方法来预测减速点,一种是用对称性来确定,即减速阶段采用和加速阶段相同的运动规律,另一种是根据系统当前位置的进给速度和进给加速度等参数计算减速区的长度,从而确定减速点。由于多项式曲线加减速方式计算量相对较大,故本文采用对称性的方式确定减速点。
设给定τ的取值范围为τ∈(0,τi),利用编程语言求解插补点时,其约束条件为τ≤τi,这样的求解方法通常不会刚好插补到轮廓曲线的终点,因为插补算法求解的最后一点与曲线终点之间的弦长Li往往是小于期望进给步长L的,插补不到曲线的终点,故产生了加工误差。
本文提出的解决方法是,在之前插补的基础之上,再多进行一次插补,这样插补的终点不会在曲线上,而是在曲线之外,但轮廓曲线整体被插补完成,并且最后一次插补满足弓高误差的约束条件。
4. 算法应用实例
设变螺距圆柱螺旋线的方程为:

取插补周期T=2ms=0.002s,稳定速度vs=3 000mm/min=50mm/s,则无约束进给步长:

取弓高误差δh=1μm,允许的最大轮廓误差δhmax=5μm,则在给定允许的最大轮廓误差约束条件下的插补步长:

取t0=200ms=0.2s,根据式(17)可得加速阶段的约束条件为:

联立式(15)、(16)和(20)解得:

容易求得加速阶段的速度曲线方程为:

则加速阶段旋转角τ的增量:

设给定允许的最大进给加速度为3 000mm/s2,则对应的插补步长:

所以期望进给步长:

匀速阶段旋转角τ的增量:
根据给定的变螺距圆柱螺旋线的方程编程可求得s1=33mm,t1=760ms=0.76s,t2=960ms=0.96s,同理,根据式(18)可得减速阶段的约束条件为:

联立式(15)、(16)和(24)解得:

其减速阶段的速度曲线方程为:

减速阶段旋转角τ的增量:
加工该变螺距圆柱螺旋线的速度控制曲线以及插补点位置示意如图2、图3所示。
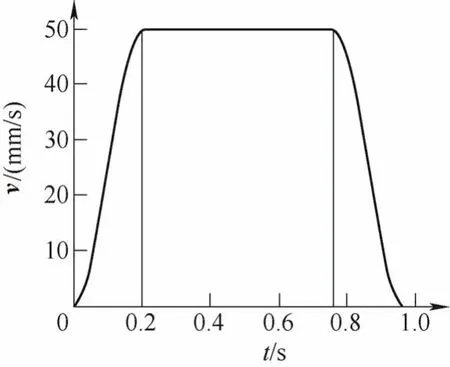
图2 速度控制曲线
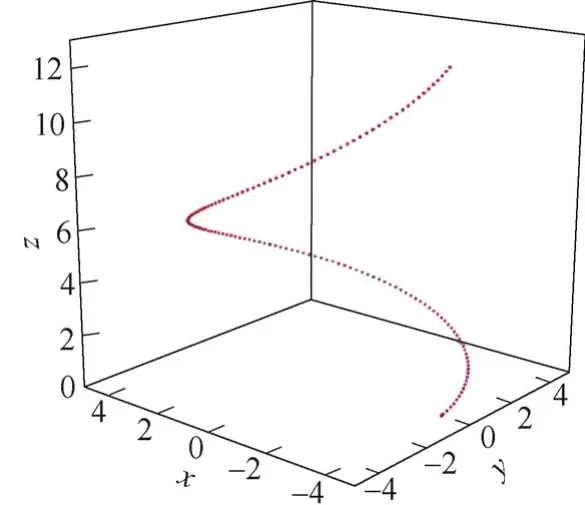
图3 变螺距螺旋线插补轨迹示意
应用本文提出的终点控制方法得到的轮廓曲线终点位置的插补示意如图4所示。其中,p为插补节点,pi为轮廓曲线终点,实际并未插补到,pi+1为插补终点,其不在轮廓曲线上,最后一次插补满足弓高误差约束条件δhi≤δh。

图4 终点位置插补示意
5. 结语
1)通过对轮廓弓高误差和进给加速度的控制,实现了变螺距螺旋线的直接插补控制,该插补方法适用于所有的空间参数曲线。
2)应用一种多项式曲线加减速的控制方法解决了直线加减速速度突变以及S形曲线加减速算法繁琐的问题,并提出了一种简单可行的终点控制解决方法。
3)最后通过一个变螺距圆柱螺旋线的实例验证了本文算法的可行性和正确性。
需要说明的是,变螺距螺杆的加工需要螺杆绕自身轴线转动,同时为了适应螺杆不断变化的螺旋角,刀具安装角也随之变化,如在普通机床上加工,需要在四轴联动或者更高的机床上实现。
专家点评

本文以数控加工变螺距螺杆为研究对象,使用数据采样插补的方法实现了变螺距螺旋线的直接插补控制。作者具有丰富的数学功底和专业知识,以准确流畅的计算方法和应用实例,详尽全面地介绍了整个研究过程并得出正确的结论。插补方法适用于所有的空间参数曲线,有效拓宽了四轴数控机床的加工范围。
猜你喜欢
内江科技(2022年3期)2022-03-30
中学生数理化(高中版.高考理化)(2021年11期)2022-01-18
电子技术与软件工程(2020年6期)2020-02-03
橡塑技术与装备(2018年20期)2018-10-20
振动与冲击(2018年14期)2018-08-02
橡塑技术与装备(2018年10期)2018-05-18
橡塑技术与装备(2018年8期)2018-04-19
中国卫生标准管理(2015年4期)2016-01-14
中国塑料(2014年1期)2014-10-17
振动工程学报(2014年4期)2014-03-01