
分析轻钢结构工程制作安装工艺
2020-07-10 18:18张黎明
科学与财富 2020年13期
张黎明

摘 要:本文对轻钢结构建筑的制作和安装工艺进行了阐述,对轻钢结构的制作和安装工艺进行了分析,具体过程为准备材料、放线切割、装配焊接、组装关键部件和喷漆。
关键词:轻钢结构;建筑工程;安装工艺
轻钢结构是近年来推行的新型建筑施工技术,主要应用于大型工业厂房、冷库、车库、室内隔间、出租库房等工业建筑和临时建筑工程。轻钢结构具有施工时间短、安装方便、耐腐蚀性强等优势,因此出现后便受到大量建设单位的欢迎,也广泛应用于工业建筑中。
1 轻钢结构的制作工艺
轻钢结构属于施工过程较为简单的拼接型建筑,在施工之前应当将所用的组件提前制作完毕,并按照特定的方法进行拼接、组装。
1.1 材料准备
轻钢结构所用的钢材的规格应当根据建筑的实际规模决定,本文所选取的钢材型号为Q235和Q345,前者属于碳素结构钢,后者为高强度结构钢,都是应用于轻钢结构中常用的钢材。
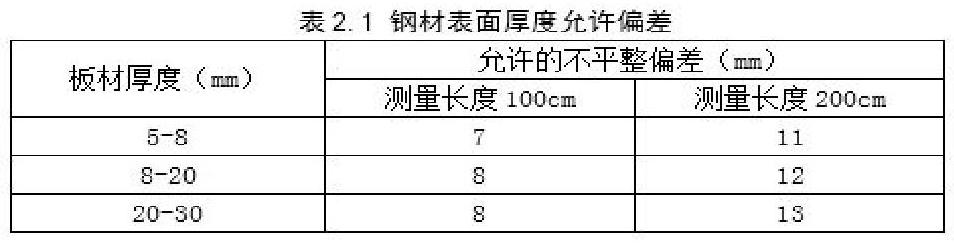
在将钢材应用到建筑工程之前,应当先对其表面平整度进行检验,对平整度偏差过大的钢材,应使用七轴平板机进行矫正后使用,钢材表面平整度允许误差和厚度之间的关系如表2.1所示。
1.2 焊接材料
焊接的材料有焊条、焊丝和焊接用保护气体,所有焊接材料应当由正规厂商生产,并拥有质量证明和质量保证书,检测合格后方可使用。
1.3 油漆
根据建筑的用途、所属单位和建筑风格,选择颜色和质感适合的油漆起到装饰之用。
1.4 放线和切割下料
在钢材进入放线和切割流程之前,可以对其进行防锈处理,采用D263型涂漆进行喷涂。由于轻钢结构材料在切割过程中经常需要切出1/12、1\24和1\48这种特定度数的倾角,因此在切割之前,可以准备这些角度的专用量角样板,按照样板进行切割,提升切割的精确度。
在切割时,应当保证切口正确且清晰,并预留出下一阶段所需的施工余量。一般翼板和腹板的余量为20mm,切割误差不能超过1mm,在画线后应当在切割的开始和结束处距离20mm的位置进行标识,在切割进行到该部分时应当及时停止。
切割钢板可以使用氧炔焰热切割法、等离子切割法和剪床机械切割法。热切割应使用数控机床等精度较高的设备进行,对于腹板和翼板等组件应当使用热切割,而小型零件,如加强板等应当采用机械切割法。
在选用氧炔焰热切割时,应注意所选用的氧气的纯度达到99.8%以上,当切割深度超过1mm时,可能会在板材上留下缺口和切割纹路,应进行打磨或补齐。
2 工字钢的装配和焊接
在装配工字钢之前,应当确认每块钢材的编号是否正确,并将钢材表面的锈迹和油污等清理干净后在进行装配和焊接。
组装工字钢时应当使用专门的组立机,并且组装过程中应当保证腹板和翼板的垂直度和对中度,偏差不能大于3mm。
在对接工字钢时,对接接头处的间隙不能大于2mm,错位程度应当根据板材的厚度决定,一般不能超过板材厚度的0.15倍,最大不能超过2mm。
腹板和翼板对接后,应当在对接头的两端加装引出板,引出板的厚度应当和对接的钢材相近,且大小最小为80×80mm。当腹板和翼板之间需要进行拼接时,应当保证同一构件中的接头数量不能超过2个,而当一个构件的末端距离接头的距离小于60cm时,则不允许腹板和翼板进行对接。在翼板的宽度方向,小型零件如加强板、连接板和端板之间不能存在焊缝。
在焊接工字钢时,可以采用碱性焊条焊接或是使用二氧化碳保护焊,对于单面焊接的工字钢,应当在没有焊缝的一侧进行定位焊,定位焊的长度和间距应当根据板材的厚度决定,具体参数如表3.1所示。
在焊接工作完成后,应当将组件的上残留的焊渣和灰尘的清理干净,并检查焊接部位是否存在缺陷,如漏焊、过焊和焊瘤等,对于存在缺陷的部位应当进行补焊或打磨,随后使用机械进行矫正。
如果检查过程中发现翼板变形,应当使用专用的矫正机进行矫正,对于腹板和工字钢的变形应当采用火焰加热后进行矫正。
3 组装关键部件
轻钢结构的组装的关键部分在于工字钢两端的结构,这是决定建筑整体质量的关键,如果偏差过大,将导致建筑结构失衡,容易导致屋面不平整,严重的还会导致建筑倒塌。
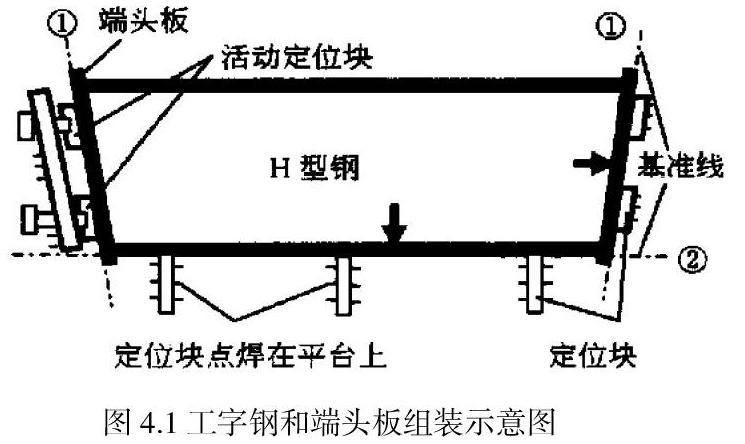
组装端板时,应当在专用的组装平台上完成,首先在平台上画和翼板平行的基准线,随后按照图纸中的说明画出端头板的基准线①和②,如图4.1所示。在装配过程中,先将工字钢组件和端头板按照图示的位置摆放好后按照箭头的方向施压,待到完全压紧后对拼接口进行焊接。
图4.1 工字钢和端头板组装示意图
4 组件涂装
对装配完毕的钢组件进行涂装的目的有两个,一是通过涂装展示建筑的风格和用途,二是通过涂装避免钢材在自然环境中生锈。因此在涂装进行之前,应当先对钢材表面进行除锈和磨光处理,随后喷涂底层漆。由于底层漆起到主要的防锈作用,因此底层漆的喷涂应当在除锈完成后12小时内完成。
如果未能及时喷涂底层漆,导致钢结构组件出现生锈的迹象时,则应重新进行除锈处理,并使用丙酮清理钢材上存在的油污。
底层漆喷涂完毕后应当进行第二层漆的喷涂,可以使用高压喷漆设备和压缩空气喷漆设备,第二层喷漆的厚度应当控制在25μm-50μm之间。
如果采用压缩空气喷漆,则应当根据环境的温度调整油漆的稀释度,当喷漆环境温度较高时,应当加大油漆的稀释度,防止喷漆过程中油漆因高温凝固。常规情况下稀释剂的加入量为5%左右,而夏季的加入量则应当增加到10%。
喷漆完成后应当对喷漆的效果进行检查,喷漆表面应当光滑、均匀、无气泡、起皱、脱落等问题,如果发现上述问题,则应当重新喷漆进行修补。
5 结论
本文对轻钢结构的制作和安装工艺进行了分析,阐述了制作工艺中的材料准备、焊接材料、油漆材料和放线以及切割的过程,并对施工过程中的装配和焊接、组件的组装以及涂装过程进行了阐述。轻钢结构的组装过程是决定建筑质量的关键,因此在组装过程中应当注意质量的控制,以保证建筑的质量和稳定性。
参考文献:
[1].任达勇,付尝薪,郑鹏鹏.大小井特大桥厂内钢结构制作装配工艺及特点[J].公路,2019,64(09):163-165.
[2].楊海坤,赵伟团.浅谈建筑钢结构制作工艺[J].数码设计,2017,6(11):100-101.
猜你喜欢
建材发展导向(2022年10期)2022-07-28
建材发展导向(2021年20期)2021-11-20
建材发展导向(2021年11期)2021-07-28
建材发展导向(2021年12期)2021-07-22
建材发展导向(2021年6期)2021-06-09
建材发展导向(2019年10期)2019-08-24
卷宗(2016年10期)2017-01-21
祖国(2016年20期)2016-12-12
科技与创新(2015年21期)2015-12-01
