
浅谈钢结构智能焊接的几点思考
2020-07-10 18:07马磊
科学与财富 2020年13期
马磊

摘 要:随着现代钢结构产品的需求变得日益多元化,为满足生产和性能的需要,钢结构智能焊接已成为主要的发展方向。因此,本文以智能焊接機器人为载体,从刚性和柔性结构智能机器人的概述入手,从初始焊位与引导、焊缝跟踪处理、熔透实时控制三个方面进行思考,以推动钢结构智能焊接水平技术的不断提升和优化。
关键词:钢结构;智能焊接;机器人
钢结构在国家建设中发挥了十分重要的作用,尤其是近年来随着绿色建筑的不断发展,对钢结构方面的需求量也在不断增加。而焊接作为钢结构产品生产中的关键性环节,为了确保满足实际需求,降低人工成本,提高工程质量等,需要加强智能焊接技术的发展。
1.刚性与柔性钢结构智能焊接机器人的分析
1.1刚性钢结构智能焊接机器人
对于大型的钢结构生产企业,在钢结构件焊接时,不仅形状复杂,而且工件壁较厚,加上焊缝形式较多,需要对其进行全方位地焊接,导致劳动强度较大。因此,为满足刚性钢结构智能焊接的需要,需要在实际需求中结合钢结构的特点针对性地设置焊接机器人。比如刚性钢结构具有厚度大、焊缝长和焊位多的特点,需要满足其自动焊接的需要,就需要结合其实际特点,确保所选用的此类焊接机器人具有显示焊缝轨迹、自动记忆焊接参数、多种焊接摆动控制方式,这样才能在实际中结合需求对其参数进行调节和优化。
1.2柔性钢结构智能焊接机器人
柔性钢结构往往是特殊钢材制作而成,在选用智能焊接机器人时,需要利用磁座在工件外表面或者内表面上将机器人吸附,并确保与工件表面曲率相同,具有良好的柔性和便于装卸,同时还能将焊缝轨迹在线显示和记忆跟踪,能在线全方位地对焊接参数进行控制,实现离线焊接与参数设置等方面的智能化控制程序,从而达到内外球面、直缝、渐变复杂曲面焊接的需要。
2.钢结构智能焊接的几点思考
2.2钢结构智能化焊接中初始焊位和导引的思考
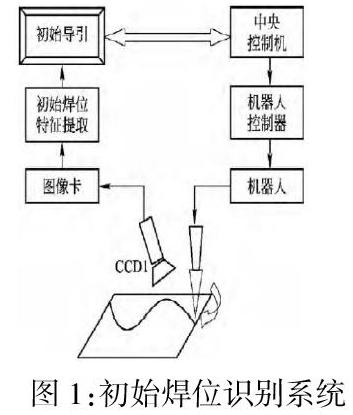
钢结构智能焊接机器人能在初始焊位于引导中发挥作用,才能满足智能焊接的实际需要,也是智能焊接的关键技术之一。在实际应用过程中,为确保其焊接质量的达标,针对初始焊位的导引系统而言,其主要是利用机器人的视觉传感功能,在工作空间中拍摄有关焊件的图像,并通过图像处理与立体匹配,基于三维空间的视角,提取焊缝初始点的三维坐标,并把结果向服务器传送,而服务器则会对机器人的焊枪下达控制指令,达到初始焊位准备焊接。在这一过程中,图像卡发挥了十分重要的作用,也是决定导引的关键所在。因此,为确保机器人精准操作,就必须加强视觉传感器的应用,切实提升机器人末端执行器的工作精度,在研究物体位置时,主要是利用双目立体视觉模型与图像伺服控制算法来保证。这就需要我们在实际操作过程中,紧密结合视觉传感器采集的有关工件的图像数据,对焊缝地起始点进行精确识别与确定,并利用双目立体视觉模型、图像伺服控制算法,对采集对象实施三维立体定位。具体而言,就是利用立体视觉系统对物体进行识别后建立相应的物理模型,并采取模板匹配法来识别焊缝区域,并利用动态变区域模板来匹配,从而对焊接的出事位置进行确定。而在初步定位的基础上,在大范围内对场景图像信息进行分析后,对其大致位置进行粗略计算,并控制机器人运动到目标点的上方,通过重复取像和处理以及匹配与计算等一系列的操作,得出目标点上的精确三维坐标数据,从而对机器人的运行进行控制,实现对初始焊接位置的导引,具体过程详见图1。
2.2钢结构智能化焊接中焊缝跟踪处理技术思考
为确保钢结构焊接质量,在钢结构智能化焊接中,只有紧缺跟踪焊缝,才能确保焊接质量,也是自动化、智能化焊接的主要内容。在焊缝跟踪过程中,主要是在焊接全程对焊缝偏差进行实时监测,并对焊缝偏差进行检测,同时只要一有偏差,就能针对性地对焊接路径与焊接参数进行调整和优化,从而达到保证焊接质量的目的。在这一过程中,主要是利用焊缝跟踪传感器的作用,常见的有电弧传感器与视觉传感器,但是视觉传感器比电弧传感器更具有优势和潜力,所以需要加强对其的应用。视觉传感器主要是采用光电转换元件,比如光电二极管,还有CCD等,尤其是CCD,不仅具有较为可靠的性能,而且体积较小,加上价格低廉,有着十分清晰的图像,因此得到了广泛地应用。
因此,需要切实加强视觉传感系统的应用。常见的视觉传感系统有两种,一种是激光扫描式,还有一种是被动式。其中,激光扫描式为主动跟踪系统,从图2可以看出,主动跟踪系统从激光反射之后投射到焊缝的表面,再通过反射,此时CCD就能接收,并对反射光束与CCD主光轴之间的夹角进行测量,再根据已经得到的夹角和CCD与扫描镜面间的距离数据,最终得到焊缝端的剖面图。而被动视觉法则是利用CCD的滤光片与减光片,对熔池边的焊缝进行观测和分析,但是电弧经常受到较为严重地干扰。
2.3钢结构智能化焊接中焊缝熔透实时控制思考
在钢结构智能化焊接过程中,焊缝熔透的实时控制也是确保智能化焊接质量的关键所在。在实际应用过程中,主要是借助熔透实时控制系统中的CCD提供的视觉信息,以及中央控制机与有关工艺参数预先建立焊接熔池的动态过程,对整个熔深和熔透以及熔宽和余高等焊接质量参数进行预测,并对焊接参数进行针对性地调整和优化,从而对机器人运动的速度和方向以及高度等进行有效调控,动态掌握焊接熔池的实际情况,对整个焊接过程进行实时监测的同时达到智能化控制焊缝质量的目的。例如在国家“鸟巢”体育馆建设中,为达到保护钢结构焊接质量的目的,采用实芯焊丝二氧化锑气体保护焊的方式来进行焊接,不仅能进行横向、立向和仰向焊接,而且还能实现智能化控制,对于工程质量提出提升有着较大的保障。但是需要注意的是,当前已经进入大数据时代,所以在智能化焊接中,需要我们切实加强钢结构焊接工艺大数据库的建立,通过预设焊接条件,库用数据库命令、机器人自动动作进行自动设定。但是航结构产品类型较多,焊缝也不同,所以在焊接工艺上也具有多元化的特点,因此钢结构企业需要在机器人焊接技术方面不断改进和优化,尤其是要根据钢结构产品特点,比如板厚、位置等设置工艺大数据库,从而结合实际需求对其这些大数据进行分析,强化对智能焊接技术的改进和优化,最终达到提高焊接工艺质量的目的。
3.结语
综上所述,虽然钢结构焊接技术目前得到了较为成熟,且发展速度较快,但是在发展过程中也出现了诸多问题,尤其是在智能制造方面的需求日益突出,需要在下料、组装和焊接以及拼装与涂装最后到仓储和运输等方面实施智能一体化的设计,这样才能更好地促进钢结构焊接技术的发展,尤其是在当前的大数据时代下,需要切实利用大数据技术加强焊接工艺技术的分析和改进,才能不断确保焊接质量,最终达到提高钢结构产品品质的目的。
参考文献:
[1]张华军,陆汉忠,赵德龙,朱平,王达. 焊接工艺对轮胎式集装箱门式起重机轨道疲劳寿命的影响[J]. 起重运输机械,2015(05):111-114.
[2]蒋力培,薛龙,邹勇,张卫义. 钢结构全位置焊接机器人的研究与开发[J]. 电焊机,2017(08):23-26.
[3]曹成铭,李圣文,张延亮,任怀伟. 高端液压支架智能焊接车间信息化建设探讨[J]. 矿山机械,2018,41(01):104-106.
[4]蒋力培,薛龙. 全位置智能焊接机器人的研究[J]. 金属加工(热加工),2018(06):30-35.
猜你喜欢
建材发展导向(2022年14期)2022-08-19
建材发展导向(2022年14期)2022-08-19
山东冶金(2022年1期)2022-04-19
建材发展导向(2021年9期)2021-07-16
金桥(2019年10期)2019-08-13
中国公路(2017年15期)2017-10-16
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
中国工程咨询(2012年12期)2012-02-13
