
Profinet 网络通信产品在高速冲压线的应用
2020-07-19 05:21涂平
设备管理与维修 2020年13期
涂 平
(上汽通用汽车有限公司武汉分公司,湖北武汉 430200)
0 引言
目前,连续冲压线设备广泛应用于汽车制造和零部件加工等领域,激烈的市场竞争对作为汽车四大工艺之一的冲压工艺的生产效率提出新的要求,高速、高效的高速冲压线已经成为冲压装备发展的主流。
1 项目简介
1.1 背景
上汽通用汽车有限公司武汉分公司冲压车间于2012 年10 月开工建设,2015 年1 月正式投产,二期于2015 年1 月开始建设,2017 年1 月投产,冲压车间包括4 条机械高速冲压线、1 条伺服冲压线、2 条落料线及1 条废料线。项目建成后主要承担上汽通用汽车武汉基地整车冲压的生产,包括侧围外板、翼子板、门内外板、前盖内外板、后盖内外板、仪表板、地板、侧围内板、提升门内外板、车顶板等共24 种零件。目前落料线规划产能1400 万冲次,冲压线规划年产能1250 万冲次。
1.2 冲压简要工艺
冲压工艺通过专业的冲压设备,使金属板料在模具中运动变形,从而获得一定形状、尺寸和性能的零件的加工过程。高速冲压线主要由拆垛单元、清洗机、压机、自动化(机械手或机器人)系统、收料单元等构成,通过4~5 台压机完成零件所需要的拉伸、翻边、冲孔、整形等四序工艺,将一块钢板冲成所需的模样,在通过AGC(Automated Guided Car,自动导引运输车)系统输送到车身装配成白车身。冲压生产工艺流程如图1 所示。
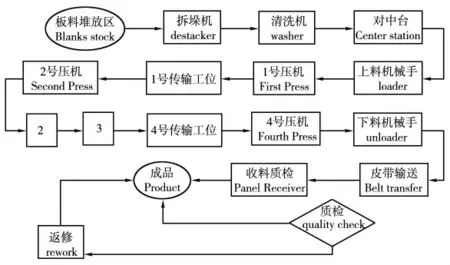
图1 冲压生产工艺流程
2 控制系统构成
冲压车间包括5 条冲压线、2 条落料线、1 条废料线等设备,每一条生产线又包括四序压机和压机间板料传输自动化系统,而每台压机由1 台Step7-300 CPU 控制,外加1 台拉伸垫控制Step7-300 CPU 和Line Master(整线总控) Step7-300 CPU 对整个冲压工艺流程实现步序和逻辑控制。控制上需要4 台压机以压机1 为主轴,通过间隔一定的相位角实现同步运动,自动化系统利用相位角之间的时间间隔实现板料在压机间的传输从而实现压机线的整线连续控制。这就要求通信具有很强的时效、准确且抗干扰。Profinet 兼具Profibus 与etherNet 的优点,由于Profinet 是基于以太网的,所以在网络结构上可以多种类型,且能与多种控制系统兼容,具有实时性高、准备率高等优点,因为冲压整线控制采用Profinet 作为通信网络工具。
2.1 整个项目中的硬件配置、系统结构(图2)
单条高速冲压线包含西门子、倍福、Pilz、MAC8 等多种PLC(Program Logic Controller 可编程逻辑控制器),以及S150 系列变频器、Simotion-D445 同步控制器、力士乐驱动、SEW 等多种变频器,整个控制网络由Profinet、实时以太网、TCP/IP(Transmission Control Protocol/Internet Protocol,传输互联协议/因特网互联协议)等多种通信协议组成,Profinet 网络实现现场IO(输入/输出模块)与压机CPU 之间的通信、压机与压机之间的通信以及整线与自动化控制系统的通信,通过Profibus-DP,实现西门子与Pilz 之间的数据交互。
整套压机系统选用SIEMENS 公司 S7-300 PN/DP-2 的CPU 作为各压机子系统的主控单元、使用ET200S 对远程IO 进行信号采集及反馈。拆垛单元和自动化总控单元作为从站和压机LINE MASTER(整线总控CPU)进行通信。液压垫没有PN 接口通过Profibus-DP 与压机进行通信。现场放置HMI,通过以太网与CPU 通信。
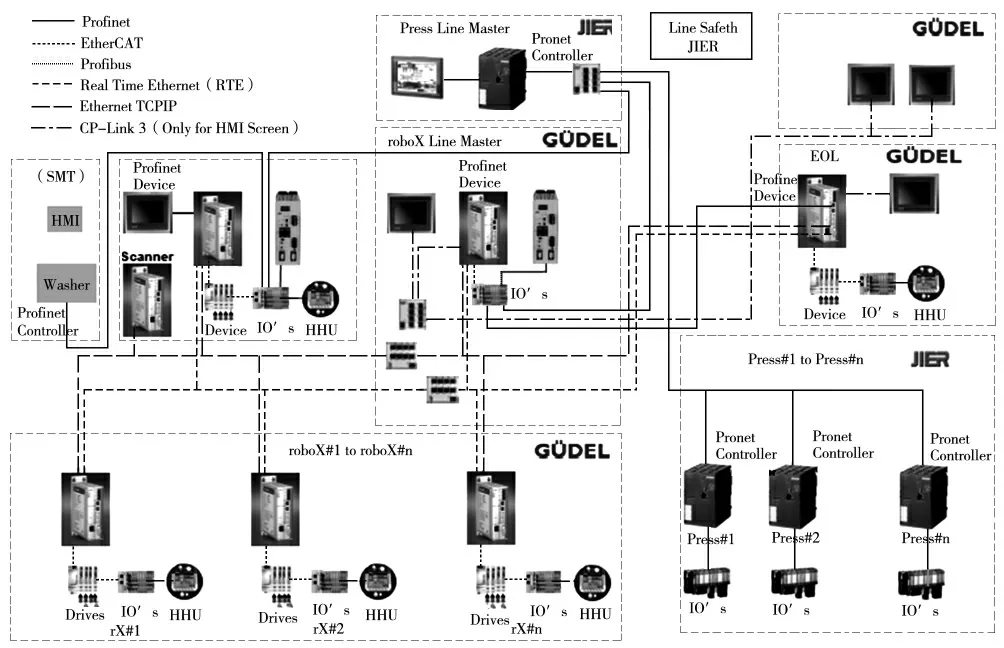
图2 冲压整线网络拓扑
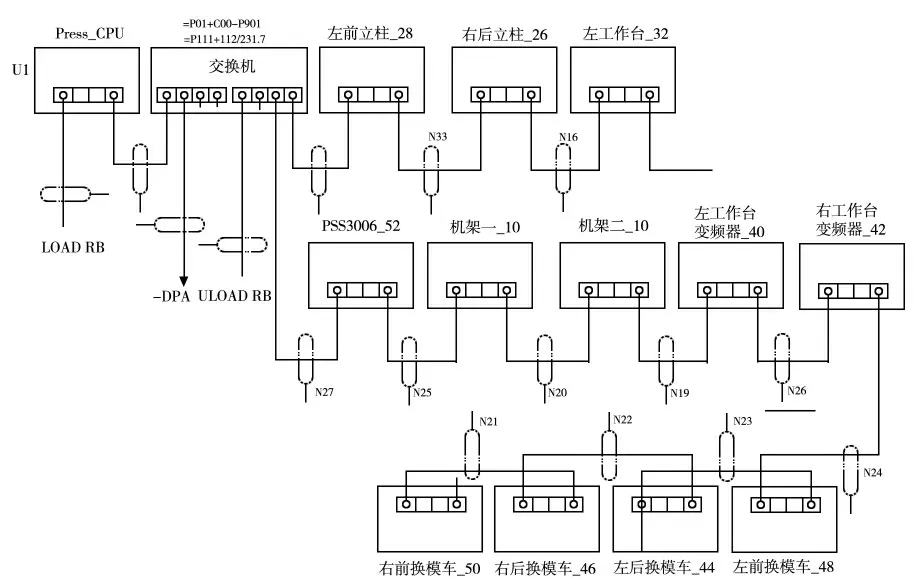
图3 单台压机网络拓扑1
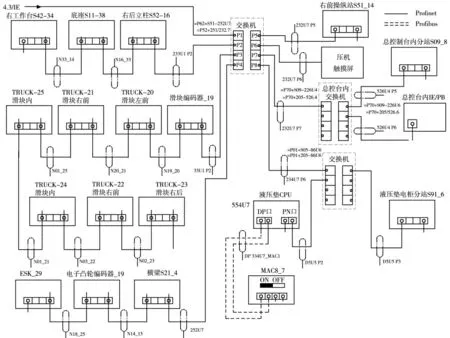
图4 单台压机网络拓扑2
LINE MASTER(整线总控CPU)是整个网络的核心,主要用于各压机控制单元间的网络通信和自动化控制系统的网络通信和数据交互,对实时性、稳定性、抗干扰能力及通信带宽都有很高的要求,采用SIEMENS 的SCALANCE 系列交换机组建树形网络,以保证网络畅通。每个工艺压机按照控制系统的控制范围和控制功能,采用工业以太网交换机为各控制系统构建星形控制子网络,以提供各控制段主控器件和IO 站点间的网络通信。各压机可通过交换机作为分站接入LM。远程分布式IO 采用SCALANCE 系列交换机进行链接,单台压机拓扑结构如图3 和图4 所示。
压机与压机之间的同步控制是决定冲压线能否实现高速运行的关键因素,如何做到高速、稳定的同步控制是控制系统的关键,考虑到设备因素,高速冲压线是4 台压机、每一台压机控制一个主电机,电机采用变频控制,由于工艺不同,所以电机的功率有所区别,因此需要按照设备工艺通过D445运动同步控制器和CPU 根据运行的每分钟冲次数运算出每台电机的实际输出功率,在实际控制中,后3 台压机与第一台压机存在固定的相位差,他们之间的变化规律要求同步变化。通过PLC 编程运算,使压机之间的动态变化达到实际运行要求,如果采用变频器端子控制,中间环节较多对控制精度的影响较大,因此,选用Profinet网络通信方式来实现压机与S150的通信控制。

图5 诊断画面
CPU 和CPU之间的通信采用西门子功能块SFC14 和 SFC15实现实时数据交互。CPU 和上位机之间的通信数据主要是设备运行状态监控、生产工单的下发、生产数据的采集等,其特点是数据量大,但实时性要求不高,所以采用TCP/IP 通信协议,通过TIA 软件进行显示控制。
2.2 故障诊断
Profinet 工控网络虽具有较高的稳定性,但故障不可避免,为了减少故障或快速处理缩短故障时间,故障诊断功能必不可少。通过SIMATIC 的TIA 工控软件和Step7 的SFC51 功能块,可以实现整线网络状态的监控和诊断。触摸屏软件通过与Step7 的数据交互,可以从Step7 获取相关的站点实时状态信息,通过配置SFC51,在触摸屏上实时显示当前网络状态。实现故障的快速诊断和处理。诊断画面如图5 所示,功能块程序如图6 所示。
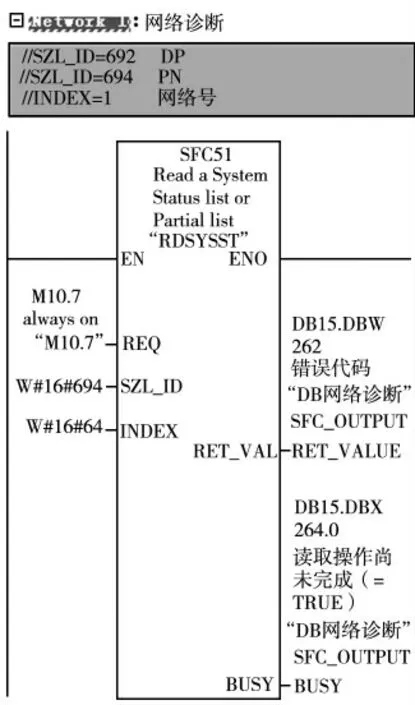
图6 功能块程序
3 结束语
武汉通用高速冲压线的顺利投产,引起国内业界的高度关注。鉴于其的成功,随后长安福特、吉利、一汽大众相继采用Profinet 通信产品作为主通信协议。在项目实际使用过程基于Profinet 的控制网络具有网络结构方式多样、兼容性高等优点,运行稳定、维护方便使其大受欢迎。高速冲压线自投入使用以来,已历经三年多的时间,其运行稳定可靠,维护简单方便,为提高整线生产速率,满足整车制造要求打下坚实的基础。
猜你喜欢
金刚石与磨料磨具工程(2021年2期)2021-05-25
铁道通信信号(2020年6期)2020-09-21
仪器仪表用户(2020年8期)2020-08-05
制造技术与机床(2018年9期)2018-09-19
江西建材(2018年7期)2018-02-14
科技与创新(2017年14期)2017-08-09
通信电源技术(2016年3期)2016-03-26
中国氯碱(2015年9期)2015-11-02
组合机床与自动化加工技术(2014年9期)2014-03-01
铁路通信信号工程技术(2014年1期)2014-02-28
