小麦秸秆纤维地膜原料打浆工艺参数优化
2020-07-22 14:37邢振雷陈海涛李龙海
农业工程学报 2020年11期
张 颖,邢振雷,宗 浩,陈海涛※,李龙海,刘 爽
(1. 东北农业大学工程学院,哈尔滨 150030;2. 山东瑞博斯烟草有限公司,临沂 276400;3. 山东临沂烟草有限公司,临沂 276002)
0 引 言
小麦秸秆作为农作物秸秆的重要组成部分,因其纤维素含量比多种农作物秸秆高,故可采用不同工艺进行高值化利用[1-3]。纤维素基可持续发展环保材料就是一种高值化利用形式,现已替代多种非环保材料[4-5]。尽管小麦秸秆作为一种廉价、量多以及易获取的原料得到广泛应用,但近些年来,国内仍有大量小麦秸秆就地焚烧,对环境产生了极不良影响[6]。为扩大小麦秸秆的应用范围,解决环境污染问题,学者们对小麦秸秆的不同预处理加工工艺进行了研究。小麦秸秆预处理加工工艺主要有:用酸、碱或有机溶剂等化学方法;蒸汽爆破、研磨、水热处理等物理方法;酶解等生物方法;或采用两种及两种以上方法综合预处理。周静等[7]采用水热和碱醇联合预处理对麦草进行结构解析;Ihnat 等[8]将麦草研磨用于绝缘纤维板的填料,曹瑶瑶等[9]利用碱处理、微波处理、酸处理和水热处理等手段制备不同预处理的麦秸样本,探究其微观结构、化学组分变化以及Pb2+吸附效果差异;Ullah 等[10]将麦秆用高温热水处理后与其它作物进行对比研究;Vergara 等[11]利用乙醇-水和稀硫酸预处理小麦秸秆与其它作物进行比较研究,阳雄南等[12]研究不同生物酶改性处理对麦秸秆纤维/高密度聚乙烯复合材料性能的影响,Du 等[13]对小麦秸秆采用蒸汽爆破预处理,为研究提高小麦秸秆作为反刍动物饲料或生物燃料生产原料的营养水平。Coolong 等[14]将用浆料制成的纸地膜进行了田间覆盖。已有研究表明,采用生物方法周期较长,采用化学方法预处理会对环境造成污染、处理污染代价高,且浆料对土壤是否有生态毒性有待进一步研究。
全降解植物纤维地膜是一种有潜力替代塑料地膜的纤维素基可持续发展的绿色环保材料[15-16],其纤维原料制取过程采用热蒸汽爆破,与化学处理相比,无生态毒性[17]。目前,制取用于植物纤维地膜原料的小麦秸秆纤维后,纤维制浆工艺没有进行深入研究,且在该加工过程中,亟需研究绿色环保、可持续发展的预处理加工工艺。
鉴于此,为扩大小麦秸秆的应用范围、增加全降解植物纤维地膜原料种类、探索小麦秸秆纤维地膜原料打浆工艺过程对浆料性能的影响规律,本文对小麦秸秆采用物理方法预处理的打浆工艺进行了试验研究。通过对小麦秸秆纤维地膜原料打浆过程中工艺参数的优化,为制造及改进全降解小麦秸秆纤维地膜及秸秆纤维制取机提供技术支撑。
1 材料与方法
1.1 试验材料与设备
试验材料:2018 年6 月于山东收获的打圆捆后的济麦26 小麦秸秆(纤维素质量分数约37%,半纤维素质量分数约20%,木质素质量分数约25%)。
试验设备:ZJG-100 型肖伯氏打浆度测试仪(精度1 °SR,长春月明试验装置有限公司),DRK101A 纸制品质量检测仪(精度0.1 N,山东德瑞克仪器有限公司),JA5003B 型电子天平(精度0.001 g,上海精科天美仪器有限公司),RPSY-4 电子恒温水浴锅(精度0.1 ℃,天津泰斯特仪器有限公司),Leica Qwin plus V3.5.0 型光学显微镜-德国徕卡显微系统(德国徕卡显微系统有限公司),D200 型秸秆纤维制取机(东北农业大学自制),ZT4-00 型瓦利打浆机(中通试验设备公司),秸秆粉碎机(哈尔滨龙牧机械有限公司),ZCX-A 型手抄片成型器(长春月明试验装置有限公司)。
1.2 试验设计与方法
本试验以单因素预试验为基础,以节本增效为目标,选取浸泡水温、浸泡时间、打浆时间、打浆负荷、浆池水量为影响因素,干抗张指数、打浆度、浆料纤维长度为性能指标,采用五因素五水平(1/2 实施)二次回归正交旋转中心组合优化试验方法,因素水平编码表如表1所示,利用Design-Expert 软件(6.0.10 版本)探寻试验最佳工艺参数组合。
整株小麦秸秆在室外经粉碎机粉碎,放入室内常温浸泡,再利用秸秆纤维制取机获取纤维,自然风干后待用。打浆前按照表1 内所需的浸泡水温和浸泡时间将纤维放入设定温度的恒温水浴锅内浸泡,按照文献[18]中的方法进行性能指标的测定。参照实验室瓦利打浆法打浆,再按照肖伯尔-瑞格勒法测量打浆度;采用快速凯塞法制取定量为60 g/m2手抄片,置于20 ℃、相对湿度为(35±5)%的条件下放置24 h 后,参照抗张强度的测定法测干抗张指数;采用纸浆-纤维长度的测定(光栅法)方法测浆料中的纤维长度。计算各性能指标平均值,利用Design-Expert 软件(6.0.10 版本)统计分析数据。
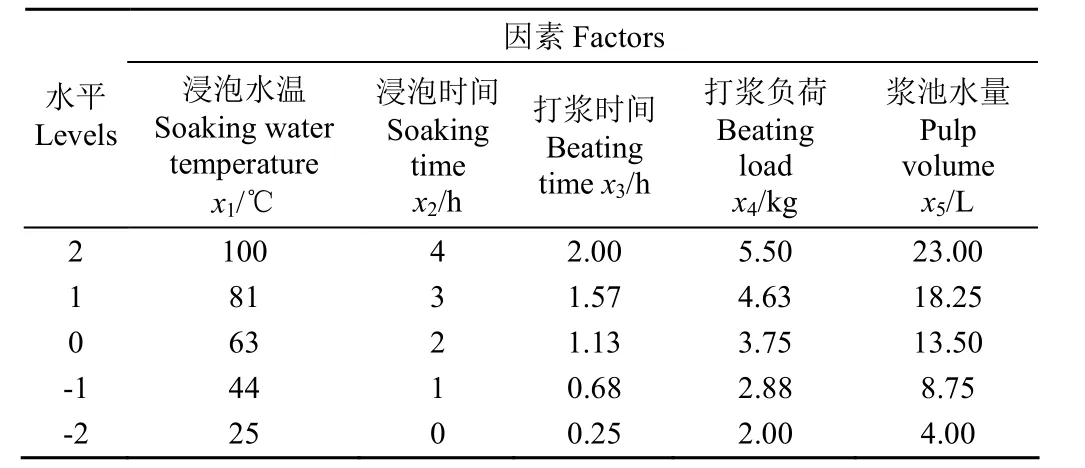
表1 因素水平编码表 Table 1 Factors and levels code
2 试验结果与分析
2.1 试验结果
小麦秸秆纤维地膜原料打浆工艺参数优化试验结果如表2 所示。

表2 试验方案与结果 Table 2 Experimental plan and results
2.2 回归模型及方差分析
2.2.1 回归模型
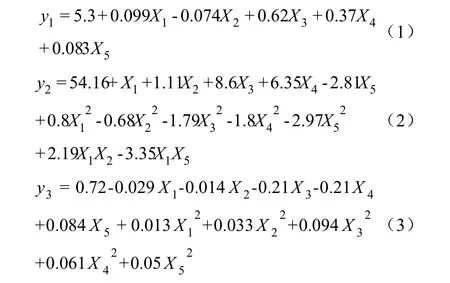
对表2 中的试验结果进行分析,在置信度0.01 下进行F 检验,干抗张指数y1,线性回归方程模型有极显著意义(P<0.01);打浆度y2和纤维长度y3,二次项模型有极显著意义(P<0.01)。剔除不显著交互项(P>0.05)后,各因素对各性能指标的回归模型方程如式(1)、(2)和(3)所示。
2.2.2 回归模型方差分析
对式(1)、(2)和(3)的回归模型进行方差分析,结果保留单因素和因素交互作用极显著项(P<0.01)与显著项(P<0.05)如表3 所示。各指标的回归项F1
2.3 各因素对各项性能指标影响规律
试验以中心试验点及附近区域[19]为重要考察区域。打浆时间和打浆负荷对干抗张指数有极显著影响(P<0.01),各因素交互对干抗张指数影响不显著(P>0.05);打浆时间、打浆负荷和浆池水量对打浆度有极显著影响(P<0.01),浸泡水温和浸泡时间交互作用对打浆度有显著影响(P<0.05),浸泡水温和浆池水量交互作用对打浆度有极显著影响(P<0.01);打浆时间和打浆负荷对纤维长度有极显著影响(P<0.01),各因素之间交互作用对纤维长度影响不显著(P>0.05)。因此,举例分析单因素和因素交互作用影响的极显著项、显著项对各性能指标影响规律。
2.3.1 干抗张指数
图1 所示为在其余因素处于0 水平的条件下,打浆时间和打浆负荷影响极显著项对干抗张指数的影响规律。打浆时间对干抗张指数的影响程度大于打浆负荷。打浆时间在高水平时的干抗张指数比在低水平时高。这是由于打浆时间长,使施加在纤维束上的外力次数增加,使纤维束被破坏的程度增高,纤维束被破坏后,暴露出的纤维素通过分丝、帚化的表面氢键结合[20]。纤维素经分丝、帚化能增加纤维表面的氢键数量,细小纤维通过氢键互相结合,从而产生纤维结合力,纤维结合力的增加进一步增强了纤维手抄片的干抗张指数。打浆负荷在高水平时的干抗张指数比在低水平时高,这是由于在低负荷打浆时,打浆机对纤维的切断或破坏程度低,纤维内的纤维素被暴露的几率少,纤维素的分丝、帚化程度低,机械打浆过程是降低纤维素的结晶度和聚合度、增加纤维素的比表面积的过程[21-23]。整个打浆过程破坏植物纤维的细胞壁,尽可能多的使纤维素分离、分丝、帚化。细胞壁在轻度外力作用下不易被破坏,在高水平打浆负荷施加下,施加的外力越大,植物纤维细胞被破坏的程度越大,纤维素暴露的几率越大,纤维素暴露后互相结合,结合力使干抗张指数提高。

表3 回归模型方差分析 Table 3 Variance analysis of regression model

图1 打浆时间和打浆负荷对干抗张指数的影响 Fig.1 Influences of beating time and beating loading on dry tensile index
2.3.2 打浆度
图2 所示为在其余因素处于0 水平的条件下,打浆时间、打浆负荷和浆池水量影响极显著项对打浆度的影响规律。打浆时间和打浆负荷在高水平时的打浆度比在低水平时的打浆度高,因为延长打浆时间可以增加纤维素被破坏的几率,使细小纤维增加,增加打浆负荷可以增加纤维被破坏的程度,从而使打浆度增高。浆池水量在中间水平附近时,打浆度最高,浆池水量在低水平时比在高水平时打浆度高,因为浆池水量在低水平时浆料被破坏的次数增加,使细小纤维增加,从而使打浆度增高。

图2 打浆时间、打浆负荷和浆池水量对打浆度的影响 Fig.2 Influence of beating time and beating load and pulp volume on beating degree
图3 a 所示为在其余因素处于0 水平的条件下,浸泡水温和浸泡时间交互作用影响极显著项对打浆度的影响规律。当纤维原料浸泡时间较短时,浸泡水温在高水平时比在低水平时测得的打浆度低。因为纤维原料浸泡时间不足,纤维未经充分润胀,浸泡水的热能集中在纤维素本身,纤维素相对不易被破坏,使得打浆后的细小纤维少,导致纤维打浆程度低。当纤维原料浸泡时间较长时,浸泡水温在高水平时比在低水平时测得的打浆度高。这因为浸泡水温和浸泡时间的增加,植物纤维细胞中的部分可溶性聚糖和挥发性酸等水溶物溶解,部分可溶性聚糖阻挡水分进入纤维细胞的能力减弱,可以使纤维细胞吸水的能力增强[24-26],纤维细胞吸水后软化程度高,软化后的纤维细胞被破坏的几率变大,最终使打浆度增加。增高浸泡水温的同时增加浸泡时间可以增加打浆度。
图3b 所示为在其余因素处于0 水平的条件下,浸泡水温和浆池水量交互作用影响显著项对打浆度的影响规律。当浆池水量少时,浸泡水温在高水平时比在低水平时测得的打浆度高。这由于浆池中纤维总数少,纤维因浸泡水温高而润胀性好,容易被破坏。同时,浆池水量少时,打浆机中浆池的水位在打浆机飞刀中心线以下,浆池中的纤维随着飞刀转动直接进入飞刀与底刀的间隙而被破坏,单根纤维被破坏的几率大且程度高,所以测量出的打浆度高。当浆池水量多时,浸泡水温在高水平时比在低水平时测得的打浆度低,由于打浆机中浆池的水位在打浆机飞刀中心线以上,此时浆池中的纤维总数多,使高温充分浸泡过的纤维在飞刀与底刀的间隙停留时间短,来不及被切断便随飞刀甩出,打浆不充分,打浆机在恒定的功率作用下,作用于带动浆液流动的能量增多,作用于破坏高温浸泡的纤维的能量相对少,能量作用于纤维上的剪切力不足以打出较高打浆度的细小纤维,所以测量出的打浆度低。由图3b 可知,增加浸泡水温的同时减少浆池水量可以增加打浆度。
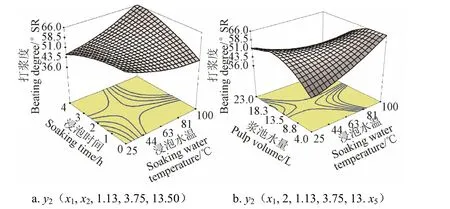
图3 试验因素对打浆度的影响 Fig.3 Influence of experimental factors on beating degree
2.3.3 浆料纤维长度
图4 表明在其余因素处于0 水平的条件下,打浆时间、打浆负荷和浆池水量影响极显著项对浆料纤维长度的影响规律。打浆时间在高水平时的纤维长度比在低水平时的短,因为打浆时间长,纤维被切断的次数多,纤维长度逐渐缩短。打浆负荷在高水平时的纤维长度比在低水平时的短,由于高打浆负荷作用,外加机械力强度越高,纤维被切断的几率越大,得到的纤维长度越短。浆池水量在高水平时的纤维长度比在低水平时的纤维长度长,这由于浆池水量的增加,使单位体积浆液内的纤维数量减少,从而减少了纤维被打击破坏的次数,一定程度上保留了纤维长度。
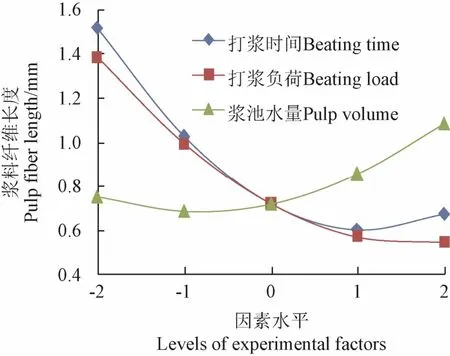
图4 打浆时间、打浆负荷和浆池水量对浆料纤维长度的影响 Fig.4 Influence of beating time and beating load and pulp volume on pulp fiber length
2.4 优化分析
为满足小麦秸秆纤维浆料能制造出水、旱田覆盖栽培作物技术要求的植物纤维基地膜,且地膜的机械强度符合国家标准GB/T 13735—2017[27],以节本增效为原则,利用Design-Expert 软件设定性能指标要求干抗张指数≥5 N·m/g、打浆度≤50 °SR、浆料纤维长度≥0.9 mm,同时,因打浆负荷和打浆时间对各性能指标均有极显著影响,故将其余因素定为0 水平,探寻打浆负荷和打浆时间最优区间,得到工艺参数优化组合为:浸泡水温63 ℃、浸泡时间2 h 和浆池水量为13.50 L 时,打浆负荷≤3.22 kg,打浆时间≥1.07 h(低负荷长时间打浆)和打浆负荷≥4.57 kg,打浆时间≤0.68 h(高负荷短时间打浆),可满足性能指标要求。
2.5 验证试验
为验证优化结果可靠性,按模型优化后的工艺参数及前述试验方法,2019 年6 月于东北农业大学旱作主要作物机械化及其材料化试验室进行单次试验验证,现场试验如图5。

图5 试验现场 Fig.5 Test site
低负荷长时间打浆(打浆负荷≤3.22 kg,打浆时间≥1.07 h)后,打浆度为48.6 °SR,在95%置信区间内满足模型中预测值,但纤维长度为0.78 mm,小于0.9 mm,干抗张指数为4.3 N·m/g,小于5 N·m/g,在95%置信区间内未能达到模型中预测值要求。因为在此条件下,打浆机的能量消耗主要作用于切断纤维,而分丝、帚化的纤维含量少,纤维之间的结合力低,导致浆料的干抗张指数低,此结果不作为优化结果。
在高负荷短时间打浆(打浆负荷≥4.57 kg,打浆时间≤0.68 h)后,干抗张指数为5.5 N·m/g、打浆度48.9 °SR、浆料纤维长度0.93 mm,在95%置信区间内达到模型中预测值要求。表明优化结果正确可信。
3 结 论
1)单因素打浆负荷和打浆时间对干抗张指数、打浆度及纤维长度均有极显著影响;浆池水量对打浆度及浆料纤维长度有极显著影响。浸泡水温与浸泡时间的交互作用以及浸泡水温与浆池水量的交互作用对打浆度有极显著影响。
2)用于制造小麦秸秆纤维地膜的小麦秸秆纤维原料经物理方法得到的加工工艺参数优化组合为:浸泡水温63 ℃、浸泡时间2 h、浆池水量13.50 L、打浆负荷4.57~5.50 kg 和打浆时间0.25~0.68 h。
猜你喜欢
再生资源与循环经济(2022年9期)2022-11-20
节能与环保(2022年3期)2022-04-26
农业科技与信息(2022年2期)2022-03-25
纺织科技进展(2021年4期)2021-07-22
纺织科技进展(2021年3期)2021-06-09
纺织科技进展(2021年3期)2021-06-09
陶瓷学报(2021年1期)2021-04-13
新材料产业(2019年9期)2019-10-30
山东工业技术(2016年15期)2016-12-01
纺织报告(2016年3期)2016-09-24