
片烟松散率影响因素分析及改进
2020-07-29 00:50王照亚李清振
商品与质量 2020年16期
王照亚 李清振
河南中烟有限责任公司驻马店卷烟厂 河南驻马店 463000
1 存在问题
松散回潮工序是制丝生产线叶片处理工段上的关键工序,其工艺任务是使片烟充分松散,同时增加原料片烟的含水率和温度,提高片烟的耐加工性,改善烟叶的感官质量,其出口片烟松散率的稳定性影响到后续各工序的加工质量。叶片段工艺流程图如图1-1。
我厂生产的四、五类卷烟居多,原料片烟等级低,含水率较低,板结程度高,吸水性差不易松散,造成每个生产批次均有大量未回透的烟饼,导致经过松散回潮后的松散率仅为98.42%。为此,我们致力于通过改进及增加一些技术措施来提高片烟松散率,使之满足工艺要求。
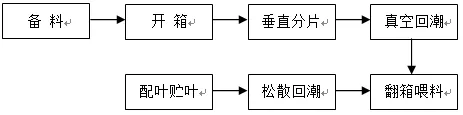
图1 叶片段工艺流程图
2 原因分析
从人、机器、材料、方法、测量五个方面对影响片烟松散率的因素进行分析,根据末端因素对所分析问题影响程度的大小,找出影响问题的主要原因:
(1)当前所用插分机为一次三叉四分,平均宽度为64cm的烟包理论上分片厚度为16cm,但由于原料装箱不均匀导致烟包不能平均插分,有些单片厚度超过20cm,极易导致后续真空回潮工序回潮不充分,出现板结现象。
(2)未回透的烟饼经翻箱进入松散回潮前喂料机,从而导致出现喂料机内片烟板结率高,堆积不均匀,尤其是薄片板结严重,会造成松散回潮工序生产时物料流量波动大,增温增湿不均匀,影响物料松散回潮效果。
(3)松散回潮滚筒现有耙钉将物料带到一定高度下落,耙钉在滚筒圆周方向的数量少,有耙钉时,抄料高度要高一点,没耙钉时,抄料高度马上下落,形成抄料不连续,影响松散效果,现有滚筒的抄板带料运行还存在不足。
3 改进方法
根据上述分析,经论证提出改进方案:一是将原来的一插四分调整为为二插六分;二是在松散回潮前喂料机内加装二次松散器;三是在松散回潮机滚筒升温吸收区加装抄板。具体实施如下:
(1)将原来的一插四分调整为为二插六分。通过调整气缸位置,并调整电控程序,将原来的一插四分调整为为二插六分。经过二插六分,烟片厚度明显降低,单片厚度均低于14cm。改进后的二次分片原理图如图2,其工作流程图如图3。
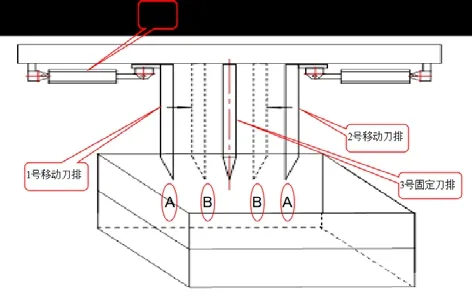
图2 二次分片原理图
图3 改进后的工作流程图
(2)在松散回潮前喂料机内加装二次松散器。设计自制L型拨辊分拣松散装置,一排拨辊水平排列,水平拨辊末端加装垂直拨辊,与水平拨辊呈一定夹角,将其安装在松散回潮前松跺机落料口处。L形松散装置结构图如图4。
片烟物料送入分拣松散机后,松散的片烟通过辊轴间隙直接落入料仓,分拣出来的烟饼在水平拨辊的带动下边松散边前进,当烟饼来到垂直辊的位置时受到垂直辊的阻挡,烟饼同时由水平棍和垂直辊对其进行松散,直至被完全松散成叶片后落入料仓。
加装二次松散器后,喂料机内片烟板结率由2.91%降低至1.46%,喂料机内片烟板结率情况得到改善。

图4 L形松散装置结构图
(3)在松散回潮机滚筒升温吸收区加装抄板。借鉴昆船公司滚筒类设备提高松散效果的改进创新,即:通过增加滚筒内抄板数量,改进滚筒内抄板带料运行的轨迹,从而提高片烟松散率。
将松散回潮机升温吸收区椭圆处抄板数量在圆周方向增加1倍,使抄料次数增加1倍。加装抄板示意图如图5。
通过增加滚筒内抄板数量,改进滚筒内抄板带料运行的轨迹,把物料尽可能均匀抄带抛洒到整个滚筒截面,从而提高片烟松散率,也使烟叶更均匀地增温吸湿。改进前后松散效果图如图6。

图5加装抄板示意图
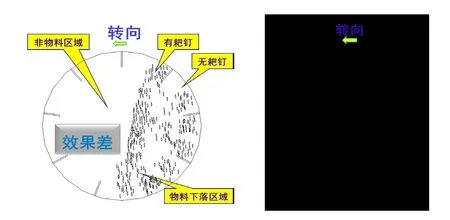
图6 改进前后松散效果示意图
4 改进效果
上述措施实施后,我们对生产的四、五类卷烟松散回潮出口片烟的松散率进行了跟踪测试。结果表明,该类卷烟松散回潮出口片烟的松散率平均由改进前的98.42%提高到99.41%,效果显著,为后续各工序精细化加工创造了有利条件。
猜你喜欢
幼儿教育(2022年10期)2022-10-28
昆钢科技(2022年2期)2022-07-08
幼儿教育·父母孩子版(2021年6期)2021-08-05
昆钢科技(2021年1期)2021-04-13
中国化工贸易·上旬刊(2019年4期)2019-09-10
中国化工贸易·上旬刊(2019年3期)2019-09-10
建材发展导向(2019年10期)2019-08-24
幼儿教育·教育教学版(2019年9期)2019-02-02
船海工程(2018年1期)2018-03-01
环境与发展(2018年1期)2018-02-03
