
一种无台车造型生产线的设计及应用
2020-08-02 09:14毕玲霞
中国铸造装备与技术 2020年4期
毕玲霞
(济南安索机械工程有限公司,山东济南 250022)
全自动铸造静压造型生产线主要由静压造型机、浇铸线、冷却线、铸型输送系统及电控、液压、气动系统组成,实现了从送砂、造型、浇铸到冷却的全自动控制,提高了生产效率,大大减低了人工成本。而在整个造型线的生产过程中,砂箱台车是非常关键的,它是铸件形成和运动必不可少的装置。
砂箱是型腔和铸件形成的框体,而台车是承载砂箱运动过程中的装置。传统的造型线,砂箱台车是必不可少的,而且数量根据铸件的冷却时间和冷却轨道的长度数量而定,一般都在一两百甚至几百套不等。由于砂箱台车是铸件,而且结构相对比较复杂,所以成本及加工费用比较高,这使得整个造型线成本很高,而且生产过程中故障率也相对比较大。为了解决这种问题,应市场及客户要求我们设计了一种无台车造型生产线且已经投入生产应用中。
下面以实正项目为例详细介绍一下这种铸造生产线的设计及应用。
1 主要技术参数
(1)砂箱内尺寸:960mm×960mm×150/200mm;
(2)设计生产率:150 整型/小时;
(3)下芯工位数:6 个;
(4)有效浇注工位:12 个;
(5)冷却段:2 段;
(6)供气压力:≥0.55MPa;
(7)造型线工作时噪音不超过85dBA(落砂机部份需特殊隔音处理);
(8)造型机参数:在吃砂量不小于65mm 的条件下,分型面平均硬度≥90GF;型腔水平面平均硬度≥90GF;型腔垂直面平均硬度≥85GF;在同一表面测量的硬度偏差≤5GF;合箱错型量≤0.3mm;铸型的成品率≥98%。
2 设备的主要构成及功能
如图1 所示,这种无台车造型线是以双工位造型机为核心,配以其他相关辅机设备,组成的一条较先进的造型自动生产线。主要组成设备包括:双工位造型主机、分箱机、内壁清理机、造型翻转机、铣浇口机、上箱翻转机、合箱机、两端转运车、砂箱、造型滚道、浇铸滚道、冷却滚道,另外还有推送缓冲机构以及液压系统和电气系统等。
2.1 工艺过程
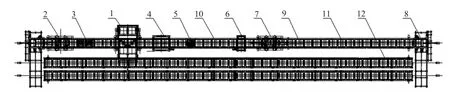
图1 无台车造型线
全线有多台套机械、电控、液压设备及砂箱组成,分落砂、造型、下芯、浇注、冷却五个区段,含落砂、分箱、箱面及内壁清扫、造型、翻转、铣浇口、合箱、紧箱钩、铸型冷却等诸工序[1]。
工作流程有:手动、单机自动、自动、不造型、不加砂、不落砂、冷却道选择等多种工作制度。全线的工艺流程如下:
(1)浇注后经过冷却的铸型进入翻转机上的捅箱装置捅箱,砂胎落至落砂机,空箱由推送机构推入下一个工序,准备造型。
(2)分上箱及提下箱均由分箱机完成。分箱后上、下箱分别被提升至造型段边辊架上。提升缸由比例阀控制,配有接近开关检测位置。
(3)上下箱面及走轨面的清扫在边辊架上砂箱前进过程中进行,另设有砂箱内壁清扫机清理砂箱内壁,以确保无掉砂,使造型机正常工作。
(4)边辊架的驱动装置将空砂箱送入造型机的造型工位,(一次推一个上砂箱和一个下砂箱),工作台举升缸上升接箱及余砂框,型板砂箱压实过程中加砂,同时清扫充砂框上平面,进压实工位后主动多触头下降压实,压实后退回起模工位。起模在举升缸回程时进行。上下型由双工位主机同时造型。
(5)造好的型被推出,上、下箱经双箱翻箱机翻箱,而后在刮砂装置工位刮去浮砂。砂箱在边辊架上继续前进。
(6)铣浇口机铣浇口(并预留一个钻气孔工位,以便将来需要时可再上一套钻气孔机)。
(7)下芯由人工进行。
(8)在边辊架的末端上箱由上箱翻箱机重新翻转。然后进入合箱机合箱。合好的砂箱推送至浇注段。砂箱上有箱钩,在合箱后被打紧。
(9)浇铸后的铸型被转运车送到冷却道冷却。以此类推,进入下一个循环。
2.2 有无台车造型线的区别
以上为整条生产线的机构组成及工艺流程,下面针对无台车造型线与以往的有台车造型线从结构和功能上做一个详细的对比。有无台车造型线最大的区别在于,有台车的造型线在浇铸段和冷却段推送和行走的是台车以及台车上的砂箱,而无台车的造型线在浇铸段和冷却段推送和行走的只有砂箱,没有台车。台车的作用除了承载砂箱运转外还有防止砂箱浇注后塌箱、漏箱、胀箱等。
2.2.1 有台车造型线浇注段结构
如图2 所示,浇注段是由砂箱,带推送装置的过渡车,带缓冲装置的过渡车,台车以及轨道系统组成。其中砂箱放在过渡车上,砂箱台车之间有定位销定位。等铁水浇入造好型的砂箱后,过渡车上的推送装置进行推送,同时过渡车上的缓冲装置缓冲,将砂箱台车推送到过渡车上,然后过渡车横移将砂箱台车带到冷却道上冷却。台车上带有滚轮,滚轮两侧带有轮沿。砂箱台车由台车上的滚轮在轨道系统的轨道上行走实现砂箱台车的推送。

图2 有台车造型线浇注段结构

图3 无台车造型线浇注段结构
2.2.2 无台车造型线浇注段结构
如图3 所示,浇注段是由砂箱、推送装置、带缓冲装置的过渡车、滚道系统以及托板组成。等铁水浇入造好型的砂箱后,推送装置进行推送,同时过渡车上的缓冲装置缓冲,将砂箱推送到过渡车上,然后过渡车横移将砂箱带到冷却滚道上冷却。滚道系统上带有滚轮,滚轮两侧带有轮沿。砂箱上的导轨直接在滚轮上行走实现砂箱的推送。为了防止砂箱浇注后塌箱、漏箱、胀箱等现象。这种无台车造型线专门在砂箱下面装了托板,既不影响砂箱的运行,又能有效的防止砂箱在运行过程中胀箱等的缺陷,磨损后还能及时方便的更换。
3 无台车造型线带来的效益
综上所述,将原来静压造型线上大量的台车去掉,只用砂箱,改进后不但大大节约了用户成本,而且整个生产线结构简单紧凑,大大降低了故障率;操作简单容易维修,适合于一些小型铸件的生产,被很大一部分用户选择使用。
猜你喜欢
铝加工(2022年4期)2022-11-24
山东冶金(2022年2期)2022-08-08
铸造设备与工艺(2022年3期)2022-07-13
港口装卸(2022年3期)2022-07-06
铸造设备与工艺(2022年2期)2022-05-27
交通科技与管理(2022年8期)2022-05-07
包头医学院学报(2022年2期)2022-03-01
昆钢科技(2020年6期)2020-03-29
冰雪运动(2019年2期)2019-09-02
商品与质量(2018年35期)2018-04-25
