ZJ19B 卷接机组回丝系统的改进
2020-08-03 09:31丁福军杨天涛王瑞阳
烟草科技 2020年7期
丁福军,杨天涛,王瑞阳
1. 许昌烟草机械有限责任公司,河南省许昌市永昌路6 号 461000
2. 什邡长城雪茄烟厂,四川省什邡市蓥华山路南段128 号 618400
ZJ19 卷接机组是引进英国莫林斯公司PASSIM 7000 技术设计转化的高速卷接设备,生产速度为7 000 支/min,自动化程度高,运行稳定可靠,是国内卷烟企业的主流卷接设备。该机组经过改进现已形成ZJ19A、ZJ19B 等系列化产品,其中 ZJ19B 是 ZJ19A 卷接机组的升级改造机型[1-3]。回丝系统是ZJ19 系列卷接机组的重要组成部分,主要将平准器修剪后下落的烟丝输送至供料系统,但生产中存在回丝输送带容易损坏、更换繁琐、计量料槽中烟丝分布不均等问题,导致设备故障停机,影响生产效率。对此,龚道平[4]采用螺旋回丝系统替代ZJ17 卷接机组原有皮带输送系统,解决了漏灰、漏烟丝及堵丝问题;朱敏智[5]采用Pro/E 软件设计了回丝系统的三维模型,并分析了回丝系统中压强与生产速度的关系,为减少烟丝造碎提供了参考;周诗伟[6]通过对螺旋输送机工作原理进行分析和计算,得到螺旋输送机应用于PROTOS M5 卷接机组回丝系统的相关设计参数,以及各参数对输送效率的影响。PROTOS M5 卷接机组回丝系统中,经平准器修剪后下落的烟丝被三级螺旋回丝槽传输至烟丝储库,由陡角输送带定量松散后进入筛分器,再由筛分器除杂后进入计量料槽,槽中烟丝分布均匀,降低了烟支空头率和烟支质量标偏。为此,借鉴PROTOS M5 卷接机组回丝系统的设计原理,对ZJ19B 卷接机组回丝系统进行改进,旨在改善烟丝分布均匀性,提高卷烟产品品质。
1 问题分析
ZJ19B 卷接机组回丝系统主要由回丝输送带、回丝振槽、振动器、计量料槽、平准器等部分组成,见图1。烟丝经平准器修剪后,通过回丝输送带输送至回丝振槽,再进入计量料槽。由于回丝输送带运转速度较高,导致输送带使用寿命较短(30 ~45 个工作日),而更换输送带需要将组件整体拆卸,操作繁琐且耗时长,影响生产效率。此外,经平准器修剪后烟丝下落在输丝带上时横向分布不均,虽然振槽上安装有匀丝器,但落入计量料槽中的烟丝仍存在分布不均等问题,影响卷烟产品品质。
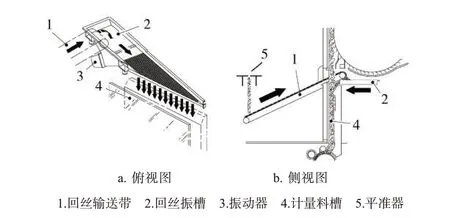
图1 改进前回丝系统结构示意图Fig.1 Structure of excess tobacco recycling system before modification
2 改进方法
改进后回丝系统由平准器、螺旋回丝装置、传送鼓、低速输丝带和计量料槽等部分组成,见图2。平准器将风室导轨中的烟丝束修剪整形,使其符合烟支卷制要求。修剪后的烟丝依次经过一级和二级螺旋回丝装置,由二级螺旋回丝装置将烟丝均匀抛撒在位于供料系统上游的低速输丝带上,即将烟丝的接入点向工艺流程的上游移动,使烟丝再次经过定量和松散后进入计量料槽,以提高计量料槽中烟丝分布均匀性。改进后采用双螺旋回丝装置替代回丝输送带和回丝振槽,以解决输送带使用寿命短、更换频繁等问题。
2.1 双螺旋回丝装置
2.1.1 结构组成
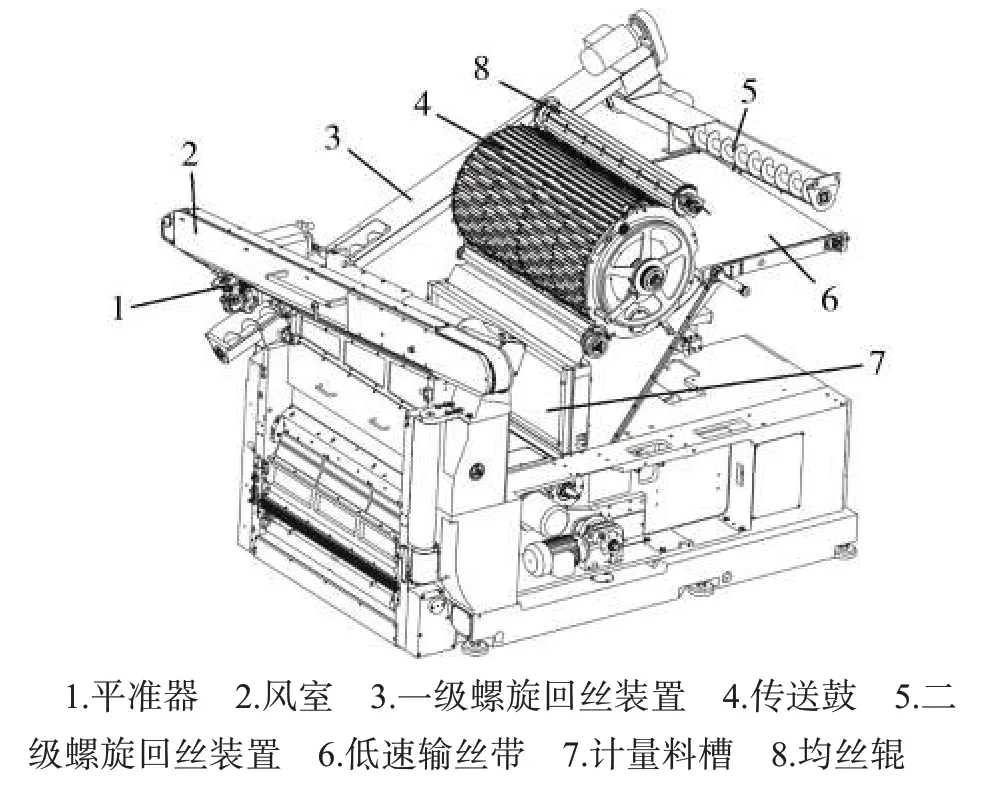
图2 改进后回丝系统结构示意图Fig.2 Structure of excess tobacco recycling system after modification
双螺旋回丝装置分为一级和二级,结构见图3。一级螺旋回丝装置由一级螺旋回丝槽和一级回丝螺旋棒组成,用于收集经平准器修剪后烟丝,并将烟丝进行输送和提升;二级螺旋回丝装置由二级螺旋回丝槽、二级回丝螺旋棒和烟丝挡板组成,主要将一级螺旋回丝装置输送的烟丝均匀地抛撒在低速输丝带上,并通过烟丝挡板1 和2 调整烟丝分布均匀性。
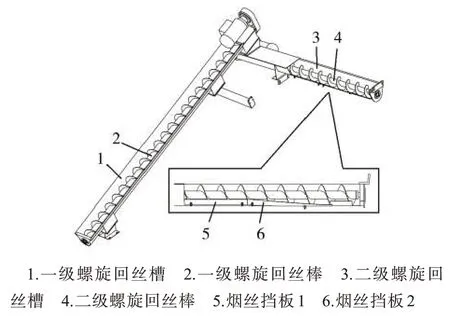
图3 双螺旋回丝装置结构示意图Fig.3 Structure of double-screw tobacco recycling system
2.1.2 参数设置
双螺旋回丝装置的烟丝输送能力和螺旋回丝棒转速是影响设备性能的重要参数。烟丝输送能力是一定时间内输送的烟丝量,当烟丝输送能力低于平准器修剪量时,会造成烟丝堵塞;当高于平准器修剪量时,会导致二级螺旋回丝槽中烟丝量过少,影响烟丝分布均匀性。螺旋回丝棒转速对烟丝造碎影响较大,转速越高,烟丝造碎越大,烟支质量标偏和空头率也会增大,因此螺旋回丝棒转速不能超过300 r/min,生产中通过调节螺旋回丝棒直径和螺距可以调整转速。
已知ZJ19B 卷接机组额定生产能力为8 000支/min,单支烟的烟丝量约为0.75 g,故8 000 支烟的烟丝量约为6 kg[7-8],平准器修剪量(烟丝冗余量)约为25%[9],因此ZJ19B 机组每分钟需要的烟丝量为6/(1-25%)=8 kg,即T=8 kg/min,由此可得螺旋回丝装置的烟丝输送能力为:

式中:K为冗余系数,取值 4.8;T为额定生产能力时卷接机组每分钟所需烟丝量,kg/min;G为螺旋回丝装置的烟丝输送能力,kg/min。
如图4 所示,根据设备预留空间及所需烟丝输送能力,选用螺旋回丝棒直径为100 mm,螺距为100 mm,螺旋轴芯轴直径为40 mm,由此可得螺旋回丝棒一个螺距范围内携带的烟丝量为:

螺旋回丝棒的转速为:

式(2)和式(3)中:M为螺旋回丝棒一个螺距范围内携带的烟丝量,即螺旋回丝棒旋转一圈携带的烟丝量,kg/r;ρ为松散烟丝的密度,kg/m3,取值 75 kg/m3[10-11];V1为螺旋回丝棒一个螺距范围内携带的烟丝体积,m3;N为螺旋回丝棒转速,r/min;G为螺旋回丝装置的烟丝输送能力,kg/min。
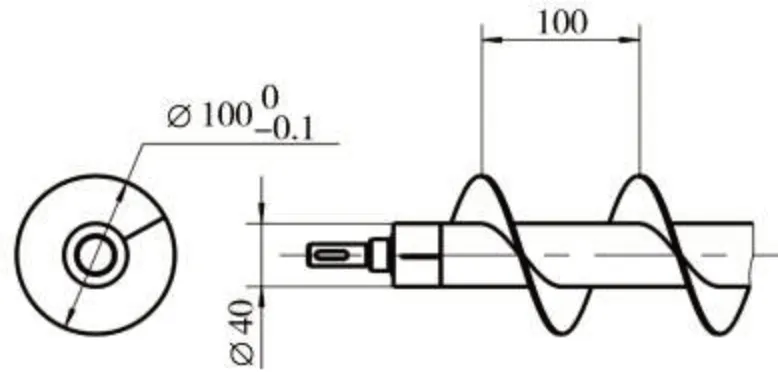
图4 螺旋回丝棒尺寸示意图Fig.4 Schematic diagram of size of screw tobacco recycling shaft
2.2 回送烟丝接入点
改进后回丝系统中计量料槽和低速输丝带均可作为回送烟丝接入点,由于计量料槽对烟丝分布均匀性要求较高,为避免因烟丝不均匀导致设备故障停机,故将低速输丝带作为回送烟丝接入点。当烟丝均匀抛撒在低速输丝带上时,回送烟丝与低速输丝带上的烟丝混合在一起,被低速输丝带输送至传送鼓;传送鼓上的钩刺将烟丝钩起,使烟丝松散并将烟丝带离低速输丝带;传送鼓上方安装有均丝辊,可将传送鼓上的多余烟丝剥落,起到定量烟丝的作用;经过传送鼓和均丝辊松散及定量后的烟丝传送至计量料槽,保证了烟丝在横向上均匀分布。
3 应用效果
3.1 试验设计
材料:“长城(淳雅薄荷)”牌卷烟(中支烟,直径6.2 mm,由四川中烟工业有限责任公司什邡长城雪茄烟厂提供)。
设备:ZJ19B 卷接机组2 组(许昌烟草机械有限责任公司)。
方法:采用双螺旋回丝装置对其中一台机组回丝系统进行改进,另一台机组仍采用原回丝系统。选用同一卷烟品牌各30 批次分别对2 台机组进行测试,每批次取样30 支,根据GB/T 22838—2009[12]的要求对烟支质量、吸阻和总通风率进行检测,取平均值;分别统计2 台机组回丝系统的维修次数,测试周期为12 个月。
3.2 数据分析
由表1 可见,改进后回丝系统未对烟支质量标偏造成显著影响,吸阻标偏由改进前的63 Pa 下降为53 Pa,总通风率标偏由改进前的1.9%下降为1.6%,提升了卷烟产品品质。统计结果表明,改进后回丝系统维修次数由5 次/年减少为0,双螺旋回丝装置运行稳定、维护简便,有效提高了设备生产效率。
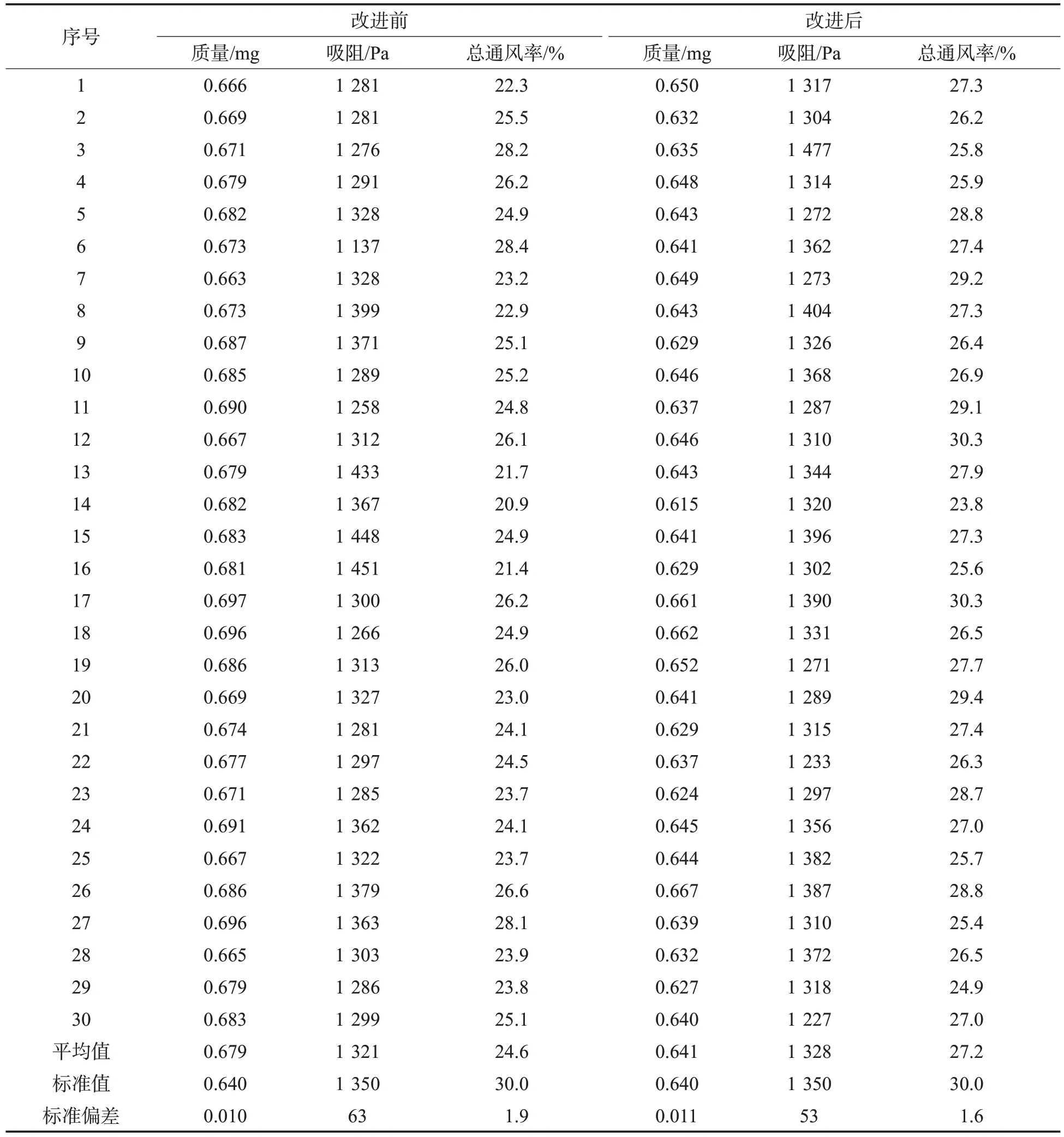
表1 改进前后烟支物理指标对比Tab.1 Comparison of physical indexes of cigarettes before and after modification
4 结论
采用低速输丝带和双螺旋回丝装置对ZJ19B卷接机组回丝系统进行改进,并将回送烟丝接入点由计量料槽改为低速输丝带,改进后经平准器修剪的烟丝回送至低速输丝带,再经传送鼓定量后进入计量料槽,提高了计量料槽中烟丝分布均匀性。以什邡长城雪茄烟厂生产中“长城(淳雅薄荷)”牌卷烟为对象进行测试,结果表明:改进后回丝系统生产运行稳定,未对烟支质量标偏造成影响,吸阻标偏下降10 Pa,总通风率标偏下降0.3 百分点,系统维修次数由5 次/年减少为0,减少了设备故障停机次数,提高了卷烟产品品质。
猜你喜欢
幼儿教育(2022年10期)2022-10-28
南方农业(2022年13期)2022-08-03
现代装饰(2022年1期)2022-04-19
冰雪运动(2020年4期)2021-01-14
西南农业学报(2020年3期)2020-05-05
智慧少年·故事叮当(2020年2期)2020-03-08
智慧少年·故事叮当(2019年11期)2019-12-09
江西农业学报(2019年6期)2019-06-26
消费导刊(2018年8期)2018-05-25
智慧少年·故事叮当(2018年11期)2018-05-14