燃料棒压力电阻塑形焊接工艺常见缺陷研究1)
2020-08-13 04:19
中国核电 2020年3期
(中核建中核燃料元件有限公司,四川 宜宾 644000)
燃料棒压力电阻塑形焊是一种先进的焊接技术,属于非熔化焊的范畴。相比EB、TIG等融化焊工艺,该工艺焊接的焊缝具有热影响区小,焊接缺陷少,对焊接保护气氛不敏感等诸多优点。中核建中核燃料元件有限公司于2013年引进燃料棒压力电阻塑形焊接工艺,截至2020年,共生产燃料棒60万余支,一次焊接成品率高于99.5%,产品涉及的理化控制试样100%合格。
当前燃料棒压力电阻塑形焊缝存在的主要缺陷为氧化色和成型不良两大类。经分析,可能造成氧化色的原因主要有焊接参数异常、原材料沾污、焊接气氛沾污等;可能造成成型不良的原因主要有母材状态不佳(如管口毛刺、配合面损伤)、端塞与包壳管对中不良等。为加深对压力电阻塑形焊接工艺的认识,模拟了多种生产线上可能出现的异常状态,研究各类异常对焊缝性能的影响。
1 工艺参数对焊缝的影响研究
1.1 电流
前期试验证明,焊接电流与焊缝尺寸有明确的正比关系。本研究通过在小/大能量条件下大范围小步距拓展焊接电流,研究电流对焊缝焊缝外观/性能的影响,结论为:
1)焊缝尺寸/外观:在设定参数范围内,焊缝宽度与焊接电流呈正比关系,焊缝高度始终恒定,电流在某阈值之上时焊缝均匀性下降,端塞与焊缝处有明显的氧化色。阈值之下的试样焊缝外观未见异常,见图1。
2)机械性能:当电流低于某阈值时,部分焊缝爆破后断裂于焊缝(见图2),阈值之上的试样未见异常。
3)微观结构:当电流在某阈值之下,部分焊缝存在V型槽缺陷(见图3),深度均未超过技术条件要求,V型槽的成因是由于焊接能量不足以造成焊区内的锆材进行均匀的相变,造成局部阻力增大,形成不规则的焊缝。
4)腐蚀性能:未见异常。

图2 爆破断裂于焊缝的试样Fig.2 Sample bursted on the weld
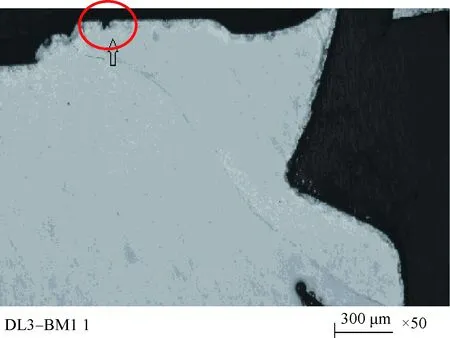
图3 典型V型槽缺陷Fig.3 Typical“V”shape defect on the weld
小结:1)当焊接电流小于某阈值时,可能产生V型槽焊接缺陷。当焊接电流小于某阈值时,可能出现结合线不连续的缺陷;
2)某阈值之上的电流易在焊缝表面产生氧化色、局部融化现象,但对焊缝的理化性能没有明显的影响。
1.2 焊接压力
焊接压力对焊接的影响主要体现在两方面:一是压力影响对端塞与包壳之间的接触电阻,但压力达到阈值时,接触面电阻相对于压力的变化将不再敏感;二是压力是接头受热后的锻造力,压力过小将导致锻造不充分,影响焊缝性能。本研究通过在大/小能量条件下大范围小步距拓展焊接压力,研究焊接压力对焊缝外观/性能的影响,结论为:
1)焊缝外观/尺寸:小能量条件下,焊缝尺寸总体恒定,但在某阈值之下,焊缝宽度周向极差较大,焊缝成型不均匀,详见图4。
2)焊缝机械/微观/腐蚀:未见异常。
小结:1)压力在某阈值之下时,焊缝尺寸均匀性变差,说明已经出现了因焊接压力不足锻造不充分的现象,但焊缝性能未见明显下降;
2)该阈值之上为稳定区段,焊缝性能对焊接压力的变化不敏感。
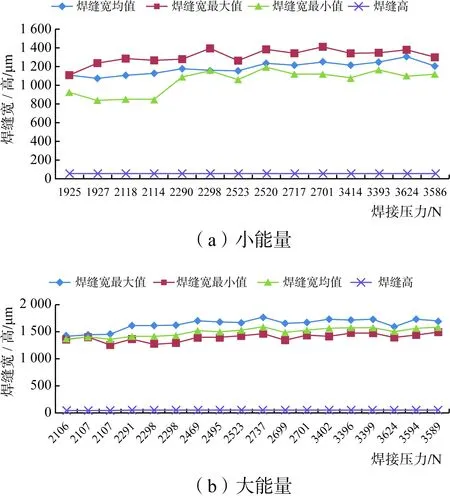
图4 压力与焊缝尺寸对应关系Fig.4 Relationship betweenpressure and weld dimension
1.3 管口伸出量
前期试验表明,管口伸出量与焊缝宽度在在用参数区间内为正比关系。在后期生产中,发现当管口伸出量较大时易出现焊缝成型不良、局部融化、飞溅等缺陷。本研究通过在正常能量条件下大范围小步距拓展管口伸出量,研究管口伸出量与焊缝外观/性能的关系,结论为:
1)焊缝外观/尺寸:在试验涉及参数范围内,焊缝宽度与管口伸出量成正比关系,详见图5。随着管口伸出量的增加,包壳管的变形区与端塞侧挤出物同步增加,这与电流增加时增宽的只是端塞侧挤出物有所区别。当管口伸出量超过某阈值时,焊缝的高度开始变得不均匀。典型焊缝形态见图6。
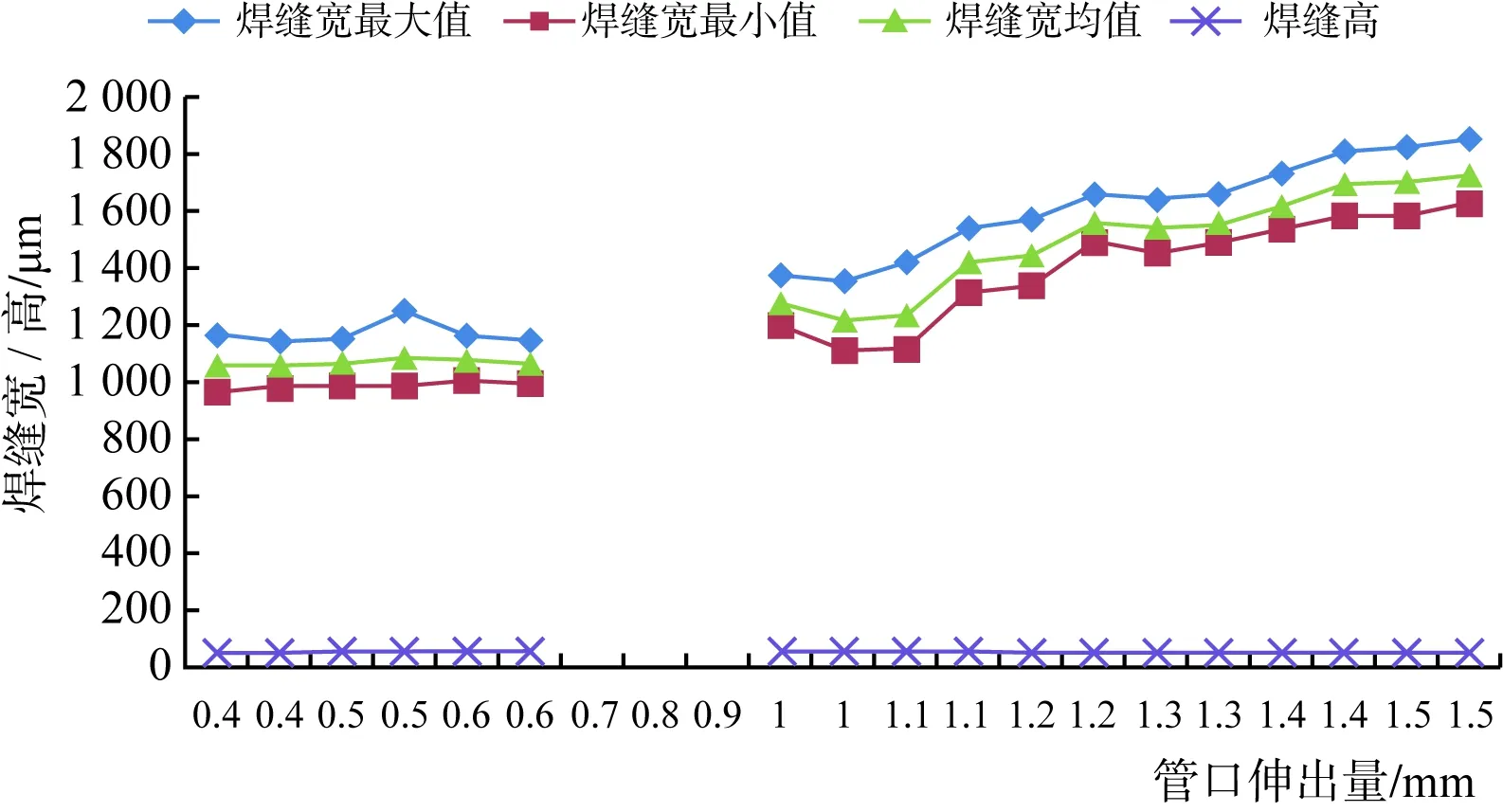
图5 管口伸出量与焊缝尺寸对应关系Fig.5 Relationship between tubeextension and weld dimension

图6 不同管口伸出量下的焊缝外观Fig.6 Welds prepared by different tube extension
2)微观性能:所有试样焊缝内部无缺陷,结合线完整,小管口伸出量部分试样有存在不超标的V型槽缺陷,详见图7。
3)机械/腐蚀性能:未见异常。
小结:1)管口伸出量与焊缝宽呈正比关系,管口伸出量增加,包壳管变形区与端塞侧挤出物的宽度同步增加。
2)管口伸出量在某阈值之上时,焊缝的高度均匀性变差;在某阈值之下时,易引起V型槽缺陷。

图7 不同管口伸出量下焊缝金相照片Fig.7 Metallographic photo of weldswelded by different tube extension
2 沾污类缺陷研究
造成焊缝氧化色的主要原因为各类型沾污,沾污除引起焊缝氧化外,还可能影响接触面电阻,从而影响焊缝成型。本研究通过模拟各种可能的沾污,研究沾污对焊缝性能的影响。
2.1 气氛沾污
在现有保护气体管道上增加旁路,用瓶装压空通过减压阀调节至合适压力后接入焊接设备,采用现行焊接参数中值进行焊接,结果如下:
1)焊缝尺寸:所有试样成型正常,均匀性好。
2)焊缝外观:所有焊缝及周围存在淡黄色氧化色。
3)机械/微观性能:未见异常。
4)腐蚀性能:所有试样在进行了72 h水腐蚀后,焊缝及周围未见异常腐蚀产物(见图8a)。当腐蚀加深到336 h,部分试样焊缝中心处出现了轻微的白色腐蚀产物(见图8b)。
图8 空气中焊接试样腐蚀照片Fig.8 Corrosion samples weld in the air
小结:空气中焊接的样品相比正常样品除腐蚀性能有下降外,其余性能未见明显异常。
2.2 液体沾污
分别使用生产过程中可能的各种液体沾污物对零部件进行处理,采用现行焊接参数的中值进行焊接试验,结果如下:
1)焊缝尺寸/外观:所有试样焊缝有不同程度的变形并带有氧化色,局部沾污的焊缝在沾污处存在局部变形,整体沾污的焊缝在周向全长均存在不规则变形。易挥发液体(丙酮)沾污影响小于不易挥发的液体(水、油),典型照片见图9。
2)爆破/机械/腐蚀性能:未见异常。
小结:各种液体沾污均对焊缝性能有影响,尤其是水、润滑油等难于挥发且会改变接触面电阻的液体。
图9 不同液体沾污试样照片Fig.9 Sample welded with different liquids
3 成型不良类缺陷研究
造成焊缝成型不良的原因通常有:包壳管与端塞的对中性不好、母材上存在缺陷(如管端面毛刺,配合面划伤等)。
3.1 对中性
燃料棒压力电阻塑形焊接时,高压力、反复地冲击容易使包壳管与端塞同轴度变差。为便于调节两者间的同轴度,焊机上自带了同轴度调节装置。本研究通过定量调节定位螺栓,观察焊缝性能的变化,找出了端塞/包壳管同轴度与焊缝尺寸的相对关系。
试验方案如下:首先人为将对中性调节到良好状态,标准为焊缝宽度周向极差小于0.1 mm,高度周向极差小于0.002 mm。再以此时的位置为基准,单向定量调节定位螺栓端,采用现行焊接参数的中值进行焊接试验,结论如下:
1)焊缝外观、尺寸:随着同轴度的恶化,焊缝宽度增加,同时焊缝均匀度变差。当顺时针调节到一定程度时,焊缝局部挤出物接触到端塞的上沿,宽度/高度均超差(见图10)。再反向将调节工装调回初始位,焊缝尺寸变化的幅度与正向调节基本相当。
2)焊缝机械/微观结构/腐蚀性能:未见异常。
小结:1)对于现有焊机,同轴度调节量在一定范围内与焊缝尺寸正相关;
2)单次调节幅度不宜大于某阈值;
3) 单纯因同轴度恶化造成的不均匀焊缝,相比正常焊缝理化性能未见明显差异。

图10 对中性试验试样照片Fig.10 Alignment test samples
3.2 母材状况
由于压力电阻塑形焊接方式的焊接力较大,在焊接过程中能够兼容较浅的缺陷,但是当缺陷达到一定的深度与面积时,将造成局部电阻增加现象,产生未融合、成型不良等问题。
(1)管口毛刺
管口毛刺可能造成端面与端塞接触不完全,从而影响接触阻、造成电流分布不均匀。为验证管口毛刺对焊缝的影响,人为制备了带有不同高度毛刺的试样管,使用在用参数焊接试样,结论如下:
1)焊缝外观/尺寸:当管口毛刺高度小于某阈值时,焊缝外观及尺寸未见异常。当管口毛刺高度大于某阈值时,毛刺处附近的焊缝出现了局部变形现象,同时伴有黄色或蓝色氧化色,焊缝附近的包壳/端塞上存在沾铜的飞溅物。
2)机械/微观性能:未见异常。
3)腐蚀性能:焊缝上未见异常腐蚀产物,包壳管上飞溅处有铜色的腐蚀产物。
小结:管口毛刺易引起焊缝附近包壳管上沾铜,毛刺高度大于某阈值时会影响到焊缝的成型并造成飞溅。
(2)管口/端塞配合面划伤
在管口/端塞焊接面上的划伤,可能改变接触电阻,影响焊缝质量。为验证配合面划伤对焊缝的影响,人为制备了不同程度划伤的端塞/包壳管,使用在用参数焊接试样,结论如下:
1)焊缝外观/尺寸:在划伤处焊缝有轻微变形,同时伴有轻微氧化色,其余部分焊缝形状与外观正常。
2)爆破/微观结构/腐蚀性能:未见异常。
小结:配合面划伤划可能造成焊缝局部变形,影响焊缝外观。
4 结 论
通过认为模拟各种异常情况,进行了大量试验,得出了一系列有效结论,填补了相关焊接理论的盲区,本研究成果已应用于生产实际,为保证后续燃料棒焊接质量,提高压力电阻塑形焊接水平有重要的指导意义。
猜你喜欢
科学技术创新(2022年31期)2022-10-27
北京航空航天大学学报(2022年8期)2022-08-31
学苑创造·A版(2022年4期)2022-06-18
阅读(快乐英语高年级)(2022年6期)2022-06-17
建材发展导向(2022年6期)2022-04-18
家庭影院技术(2021年10期)2021-11-20
昆钢科技(2021年4期)2021-11-06
钣金与制作(2021年8期)2021-08-27
建材发展导向(2021年6期)2021-06-09
钣金与制作(2021年5期)2021-05-18