模具及温度对1500 MPa 级热成形钢组织性能的影响
2020-09-03 03:29袁昌望黄加进李声慈卞贤芝刘世存
有色金属科学与工程 2020年4期
袁昌望,黄加进,李声慈,卞贤芝,刘世存
(江西理工大学材料冶金化学学部,江西 赣州341000)
采用高强钢是实现汽车轻量化和保障安全性的重要途径[1]。尽管超高强度钢板具有较高的强度,但它在室温下变形能力差、 所需的冲压力大,容易开裂,冲压后的复杂零件回弹增加,导致零件尺寸和形状不稳定[2]。通过热冲压成型技术获得的超高强钢能很好地解决上述问题[3-4]。
热成形钢的技术原理是加热钢板并保温使其均匀奥氏体化,然后进行冲压成形并保压一段时间,钢板在成形及保压过程中完成淬火,最终获得内部组织为马氏体的超高强钢零部件[5-6]。热成形工艺主要应用在汽车各个零件上,因其强度高,可更好地推进汽车轻量化的研究进展。目前,热冲压用的高强钢主要是含硼元素的钢板,随着技术工艺不断发展,目前开发出了很多种类,例如18MnB5、22MnB5、30MnB5 等,其中22MnB5 在热冲压中应用最为广泛,该钢种具有较好的综合力学性能[7-10]。而该牌号的钢板需要进一步探索其热冲压成形技术,以及在不同模具下获得的热成形钢组织和性能的差异和回弹变化,相关研究较少[11]。
本文采用冷硬态热成形钢作为实验用钢,通过金相显微组织、拉伸性能等方法研究不同热成形工艺参数对组织性能的影响。这将为热冲压型钢的实际生产和应用提供重要的理论指导意义。
1 实验方法
采用的原始材料是国内某钢厂生产的汽车用热成形钢,其主要化学成分如表1 所列。连铸坯加热温度为1230℃,开轧温度1150℃,精轧温度1050℃,终轧温度860℃,最后在600℃进行卷取;之后将热轧板冷轧至1.20mm 厚,并从冷硬态钢板取样。
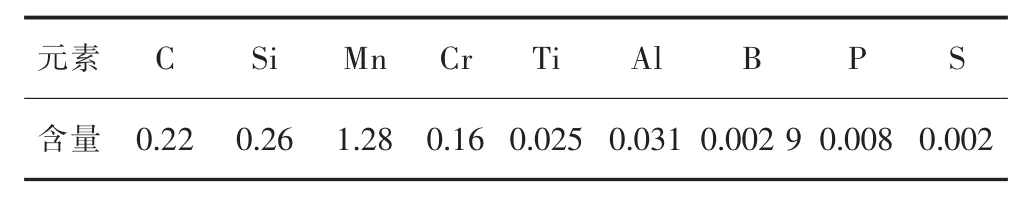
表1 热成形钢的化学成分Table 1 The chemical composition of hot-formed steel单位:质量分数,%
从冷轧板中切取310mm×210mm×1.20mm 和260mm×180mm×1.20mm 两种规格的试样各8 块,长度方向为轧向。分别采用平型冲压模和U 型冲压模进行热成形试验。首先在试样表面焊上热电偶,然后将试样转移至加热炉,在设定的温度下保温5 min,设置830、860、890℃和920℃不同加热保温温度;热电偶通过转换器连接电脑,可以显示钢板的实时温度。保温结束后迅速取出试样并放入模具中进行快速热冲压成形试验。试验设备和热冲压成形后的平型件、U 型件如图1 所示。
从冷轧板及热成形后的钢板切取金相试样和拉伸试样。金相试样热镶后采用砂纸磨至2000 号,将试样表面机械抛光至光亮后用4%硝酸酒精溶液侵蚀10 s,通过蔡司光学显微镜和ZEISS 扫描电镜观察试样显微组织[12]。采用最大拉力100 kN 的电子万能试验机在4mm/min 的拉伸速度下进行拉伸试验[13],拉伸试样按GB/T 228.1—2010 进行制样,切取标距为50mm 的非比例拉伸试样。
2 实验结果与分析
2.1 热成形钢的组织性能
冷轧钢板的组织性能见图2。
热成形前的金相组织为图2(a),可以看出未经热处理的冷轧钢板组织主要是铁素体和珠光体。图2(b)是拉伸曲线,其抗拉强度为466 MPa,屈服强度为265 MPa,伸长率29.5%,显微维氏硬度值为158。可以看到有轻微的屈服平台,在这一阶段应力几乎随应变不升高,不发生强化行为,超过屈服平台之后材料才开始表现出强化行为。这主要是溶质原子或杂质原子组成的柯氏气团对位错的钉扎作用导致的。
2.2 加热温度对组织性能的影响
从图3(a)平型件的应力应变曲线和图3(b)平型件的强度与硬度性能比较,可以看出在830℃时冲压后平型件的抗拉强度比较低;在860℃和890℃其抗拉强度较高,在890℃时达到最大值;在920℃时抗拉强度都有所降低。平型件的抗拉强度、屈服强度与硬度性能变化一致,温度从830℃到920℃,平型件的性能先增加后降低,并且在860℃时性能较优。
图4、图5 所示分别为不同温度下,平型件在光学显微镜和扫描电镜(SEM)下的组织照片。从图4(a)和图5(a)可以看出,在加热温度为830℃时存在部分铁素体,一是因为试样未完全奥氏体化,二是因为加热的钢板向模具转移过程中温度下降生成部分铁素体,铁素体的存在会导致抗拉强度较低。随着加热温度升高到860℃(如图4(b)和图5(b))以及升高至890℃(如图4(c)和图5(c)),奥氏体化更充分,转变生成的马氏体数量更多,可以看到大量的板条马氏体,所以对应图3 (b) 所示的860℃与920℃抗拉强度较高。但是,当加热温度达到920℃时(如图4(d)和图5(d)),原始奥氏体晶粒尺寸粗大,根据Hall-Petch 定律可知将导致钢板的抗拉强度下降[14-17]。
2.3 不同模具热成形对组织性能的影响
图6 所示为平型件和U 型件及冷轧钢板的性能对比图。热成形后的平型件和U 型件的性能都得到了大幅度的提高,如图6(a)抗拉强度由不足500 MPa 增加到最高可达1500 MPa 以上,屈服强度由265 MPa增加至1200 MPa 以上,如图6(b),硬度数值也得到大幅增加,如图6(c),同时可以发现在相同热冲压成形条件下,U 型件的性能比平板件优异。
图7 所示为U 型件底部的扫描照片,可以发现在830℃下图7(a)含有少量铁素体,但是与图5(a)830℃平板件相比,铁素体含量更少;从图7(b)至图7(d)可以看出,从860℃到920℃的U 型件底部晶粒尺寸逐渐增大。通过比较图5 和图7 发现U 型件中马氏体组织分布更加均匀细小,这是因为U 型件在热成形时发生变形,形变储能有利于马氏体的形成及细化。所以U 型件的力学性能和组织相对平型件更加优异和细小。
2.4 U 型件底部和侧面的性能区别
以上论述了U 型件底部的抗拉强度高于平板件,但是U 型件的结构比平板件较为复杂,U 型件包括法兰、侧部和底部等几个部位。为了研究U 型板侧部和底部位之间的性能变化,对U 型件的侧部和底部的性能进行分析,结果如图8 所示。
可以看出在相同条件下,U 型件侧面的抗拉强度、 屈服强度与硬度都比底部的低,U 型件底部性能比侧面更加优异。图9 所示为860、890℃温度时U 型件底部和侧部在扫描电镜下的组织照片。从图9(a)和图9(b)可以看出,U 型件的侧部组织虽然主要为马氏体,但也有少量铁素体存在,而在图9(c)和图9(d)中几乎没有铁素体,同时原奥氏体晶粒也比U 型件侧面的晶粒更小,这是因为热成形时U 型模的底部先与钢板接触并紧贴,而U 型模的侧面后与钢板接触,从而导致U 型件的侧面冷却速度稍慢,侧面马氏体转变不够完全,冷却后组织中含有图9(a)和图9(b)中的铁素体组织,所以侧面相对底面的力学性能较差[18]。
2.5 U 型件回弹情况
通常钢板在U 型模中热成形完成后会出现回弹现象,图10(a)为热成形后U 型件和U 模的对比图,其中侧面和法兰都相对原来发生了一定角度的向内偏移。判断U 型件回弹情况一般是通过比较法兰与侧面之间的夹角θ1,以及底面与侧面之间的夹角θ2,与原U 型模的2 个夹角的差的绝对值大小,实验用的U 型模的2 个夹角为120°。图10(b)所示为不同温度条件下的回弹情况,计算出在不同的温度条件下平均回弹为17°,且2 个角度的回弹变化情况大致相同。而在830、890℃和920℃时的回弹均在17°以上,但860℃时回弹最小,平均为16.6°,这是因为在860℃热成形时,显微组织分布更均匀,组织中的缺陷更少,残余应力较低,残余应力是产生回弹的主要原因,所以在860℃时,回弹最小,同时也表明该温度下进行热冲压成形后的性能更加优异[19-20]。
3 结 论
1) 初始冷轧钢板组织主要是铁素体和珠光体,其抗拉强度为466 MPa,屈服强度为265 MPa,伸长率29.5%,显微维氏硬度值为158,拉伸曲线中有轻微的屈服平台。
2)在加热温度为830℃时热成形后试样存在部分铁素体,强度与硬度性能最低,随着加热温度升高,热成形后平板的力学性能显著升高后逐渐降低,在860℃时性能较优,而在920℃时力学性能降低是晶粒粗大导致的。
3) U 型件在热成形时发生变形,其底部力学性能比平型件以及U 型件的侧面更加优异,且U 型件在热成形后侧面和法兰都产生了一定角度的向内偏移回弹,在860℃时的回弹最小,平均为16.6°。在加热温度860℃后采用U 型模具的热成形钢的各项性能较优。
猜你喜欢
电焊机(2022年8期)2022-09-09
汽车实用技术(2022年11期)2022-06-20
机电信息(2022年9期)2022-05-07
焊管(2022年1期)2022-02-11
大连交通大学学报(2021年6期)2021-12-13
魅力中国(2021年29期)2021-09-15
表面技术(2019年6期)2019-06-27
北京航空航天大学学报(2017年2期)2017-11-24
中国新技术新产品(2017年10期)2017-05-10
汽车文摘(2016年3期)2016-12-09