
往复式压缩机气缸泄漏原因分析与处理
2020-09-10 09:45祁有彬张大勇
中国化工贸易·上旬刊 2020年1期
祁有彬 张大勇

摘 要:本文通过对某石化企业汽油加氢装置循环氢压缩机气缸泄漏的处理,发现压缩机在设计、制造过程中的缺陷,经过改进,将气缸座除砂孔开孔位置由气缸内侧更改为气缸外侧,杜绝了介质沿除砂孔丝堵螺纹泄漏的可能,避免了此类问题的再次发生。
关键词:往复式压缩机;气缸;泄漏
1 情况简介
某石化企业50万t/a汽油加氢装置于2015年2月建成投产,2019年1月操作员在巡检过程中发现运行的循环氢压缩机B机左一级气缸座冷却水回水视镜内出现气泡,对机组冷却水水箱内气体采样分析,结果显示可燃气体超标。由此判断,左侧气缸座出现泄露,氢气进入机组冷却水系统中。该压缩机型号为2D45-64/16-29,采用对称平衡型布置,两列一级压缩,共两个气缸,气缸为水平双作用,上进、下出,进气压力1.6MPa,排气压力2.9MPa,轴功率1349kW,气缸设独立的无相互联系的夹套,采用除盐水冷却。
2 泄漏原因分析
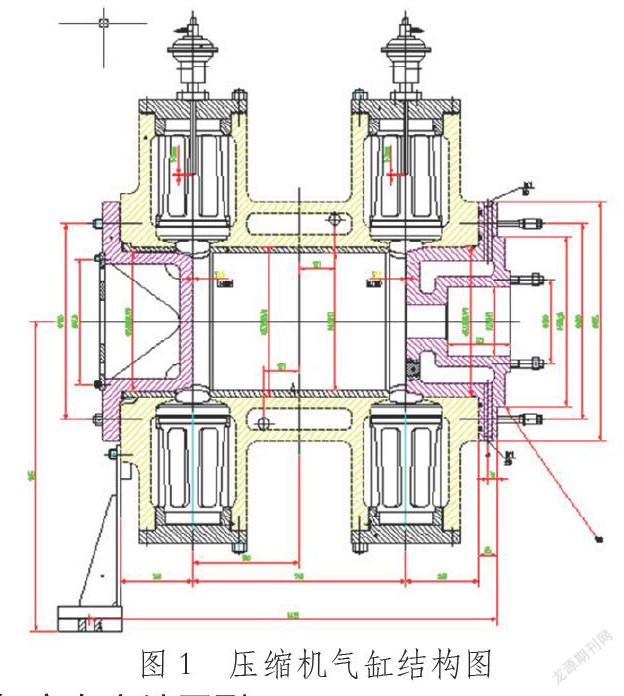
冷却水回水视镜中气泡数量较少且为间歇性出现,因此可以判断气体泄漏量较小,为渗漏。通过对气缸结构(如图1所示)进行分析,造成气缸座出现渗漏的原因主要有以下三个:①硫化氢应力腐蚀开裂;②气缸座存在铸造缺陷;③气体沿气缸座除砂孔螺纹处渗漏。综合分析介质组分、材质及检测数据等影响因素对以上三个原因进行分析,结果如下:
圖1 压缩机气缸结构图
2.1 硫化氢应力腐蚀开裂
在湿硫化氢环境中,硫化氢会发生电离,钢表面吸附氢原子,氢原子在钢中扩散。一方面氢原子之间具有较大的亲和力,易相互结合形成氢分子排出;另一方面氢原子极小,易获得足够能力后变成扩散氢渗入钢的内部并溶于晶格中,溶于晶格中的氢有很强的游离性,在一定条件下导致材料脆化和损伤,在外加拉应力或残余应力的作用下形成开裂[1]。
但是硫化氢的应力腐蚀开裂是有条件的,干燥的硫化氢对金属材料无腐蚀破坏作用,硫化氢溶于水才具有腐蚀破坏作用,美国腐蚀工程师协会NACE MR0175(2003)对气体硫化氢环境的定义是:酸性气体,温度在0~65℃,气体总压≥0.4MPa,并且H2S分压≥0.0003MPa,介质中含有液相水或者在水的露点温度以下[2]。介质经循环氢脱硫塔脱硫后硫化氢浓度仅为3ppm,游离水经过聚结器及压缩机入口分液罐后被完全脱除,因此无法形成湿硫化氢环境。同时气缸座的材质为JT25-47C,该材质在铸铁中加入Cr、Cu等元素提高抗硫化氢腐蚀能力,并且该压缩机气缸内注油润滑,油雾也可以起到保护钢材的作用。从介质环境、材质等综合分析气缸内不具备发生硫化氢应力腐蚀开裂的必要条件,因此其不是造成气缸座渗漏的原因。
2.2 气缸座存在铸造缺陷
气缸座是经铸造后由机床机加工而成,其内部水道呈空间环形结构,结构较为复杂,在铸造过程中容易形成气孔、夹砂等缺陷。气缸座铸造后需按照JB/T6431-2013《容积式压缩机用灰铸铁件技术条件》4.13.1之规定进行水压试验,水压试验压力为1.5倍的最高工作压力,保压30min,无渗漏,并且在气缸组装完成后进行氦气气密性试验,试验压力为3.19MPa,保压30min,无渗漏。经查阅制造厂提供的出厂检测报告,试验结果符合规范要求,未出现渗漏,同时气缸座也无铸造缺陷及修补记录,因此可以排除气缸座铸造缺陷的原因。
2.3 气缸座除砂孔螺纹处渗漏
气缸座内部有供冷却水流动的环形水道,在铸造过程中留有除砂孔,铸件冷却后通过此孔将砂芯排出,为便于除砂,将除砂孔设置在缸座内表面,每个缸座留有4个除砂孔,在机加工过程中,将除砂孔扩孔并攻丝,表面涂密封胶,安装方头螺堵,最后对缸座表面进行精加工。如果螺纹的加工过程中出现缺陷,渗透性较强的氢气会沿除砂孔螺纹处渗漏,导致循环氢介质窜入冷却水中。因此推断,该原因是造成气缸座泄漏的主要原因。
3 泄漏原因验证与处理
3.1 泄漏原因验证
图2 气缸座除砂孔泄漏
通过上述分析,本文认为气缸座泄漏的原因是气体沿除砂孔螺纹处渗漏。为验证分析的准确性,对循环氢压缩机左一级气缸进行解体,检查气缸座内表面,未发现裂纹或腐蚀现象,对气缸座进行打压,当压力升到2.8MPa时,左下部除砂孔丝堵处出现明显渗漏,如图2所示。
3.2 泄漏部位的处理
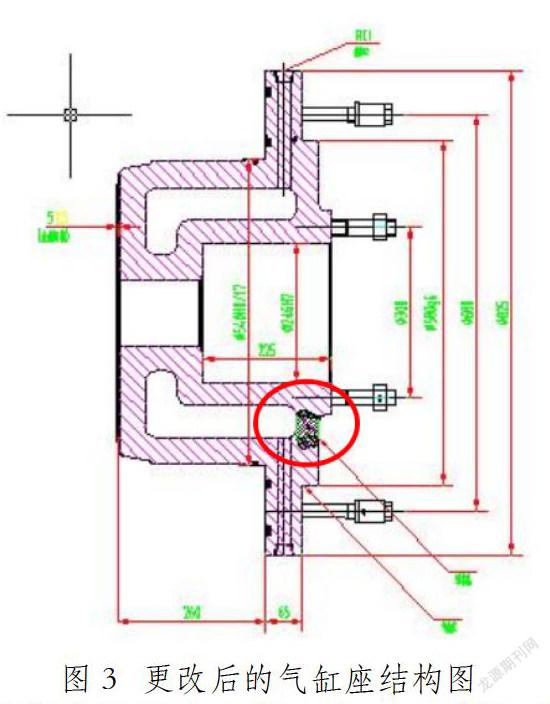
图3 更改后的气缸座结构图
对泄漏部位的处理有两种方案,一种是对泄漏的螺纹进行修复;另一种是更换出现泄漏的气缸座。第一种方案是将泄漏的丝堵钻孔取出,对螺纹进行修复并安装新的丝堵后对内表面进行机加工,使其符合气缸内表面光滑度的要求,因此该方案对机加工水平要求较高,受条件限制,厂内无法完成修复工作,需将零件寄回厂家处理,但是维修周期较长。压缩机作为加氢装置的核心设备,采用一开一备设计,如果备用机不可用,运行机一旦出现故障会出现装置停工的风险。经过综合考虑,目前介质泄漏量较小,可以作为备用机组使用,制造厂加工一件新气缸座寄到现场更换,同时建议厂家在新气缸座铸造过程中将除砂孔的位置由气缸座内侧更改为外侧(如图3),这样就能防止介质沿除砂孔螺纹泄漏到冷却水中。新气缸座到货后进行了更换,运行至今使用效果良好,未再出现泄漏情况。
4 总结
循环氢压缩机出现泄漏后从介质、选材、结构等方面进行分析,确定造成气缸座泄漏的原因,通过对循环氢压缩机气缸座泄漏问题的处理,发现该型往复式机在设计、制造过程中存在的缺陷,将气缸座除砂孔开孔位置由内侧改为外侧,优化了设计,从结构上杜绝介质沿螺纹渗漏的可能,消除事故隐患。
参考文献:
[1]宋云,康振生,黄成宝,李艳玲.含硫化氢介质的往复压缩机设计选材[J].压缩机技术,2012,05(11):19-21.
[2]韩万强.压缩机气缸体铸件气孔类缺陷成因分析及解决方案[J].机械工人,2014,11(13):57-59.
作者简介:
祁有彬(1988- ),男,本科学历,东方石化运行二部设备工程师。
张大勇(1980- ),男,本科学历,东方石化运行二部设备工程师。
猜你喜欢
农民致富之友(2018年7期)2018-05-04
农民致富之友(2017年17期)2017-09-21
农民致富之友(2017年15期)2017-08-20
科技视界(2016年21期)2016-10-17
科技创新导报(2016年9期)2016-05-14
科技视界(2016年9期)2016-04-26
人民交通(2009年1期)2009-01-19
中学生数理化·高二版(2008年9期)2008-06-17
